Практическая работа Разработка уп обработки группы отверстий на сверлильном станке с чпу часть 1 Оборудование
 Скачать 123.84 Kb. Скачать 123.84 Kb.
|

|
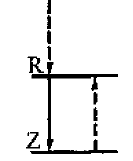
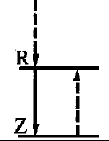
Практическая работа Разработка УП обработки группы отверстий на сверлильном станке с ЧПУ Часть 1 Оборудование Программирование сверлильной обработки рассмотрим на примере составления управляющих программ для вертикально-сверлильного станка 2Р135Ф2. Станок оснащен шести позиционной револьверной головкой, в пяти позициях которой устанавливают инструмент для обработки отверстий (сверла, зенкеры, развертки и др.), а в одной - фрезы. Позиционное устройство ЧПУ станка обеспечивает одновременное или раздельное перемещение стола по координатам X и Y, перемещение суппорта с револьверной головкой по координате Z, дает возможность управлять поворотом револьверной головки, по программе выбирать величину рабочей подачи и частоту вращения шпинделя. Устройство имеет цифровую индикацию корректора длины инструмента. Система прямоугольная, замкнутая, в качестве датчиков обратной связи используются вращающиеся трансформаторы. Программирование сверлильной обработки Подготовка управляющей программы начинается с изучения чертежа детали и разработки технологического процесса ее изготовления. При выборе базы для приведения размеров в двухкоординатной системе необходимо соблюдать принцип единства баз. В качестве такой базы используются оси "плавающего" нуля, который, как правило, является исходной точкой для начала обработки по программе. "Плавающий нуль" означает, что рассматриваемая точка может быть помещена при настройке в любой точке стола. Обработка отверстий на сверлильных станках с ЧПУ производится по двум основным вариантам: Каждый инструмент обрабатывает все отверстия, подлежащие обработке этим инструментом, затем производится смена инструмента и цикл повторяется Каждое отверстие обрабатывается всеми необходимыми инструментами, затем после изменения позиционирования обрабатывается следующее отверстие, в той же последовательности. Первый вариант производительнее второго, но обладает меньшей точностью, поэтому применяется для сверления отверстий 11-13 квалитета и грубее. Более точные отверстия обрабатываются по второму варианту. Отверстия 7-9 квалитета точности с жесткими допусками на координатные размеры предварительно обрабатываются по первому варианту с использованием центрирования, окончательно – по второму варианту. При разработке УП выполняются следующие виды работ: Разрабатывается техпроцесс и выбирается режущий инструмент. Рассчитываются режимы резания и корректируются по паспортным данным станка. Составляется схема предельного положения режущих инструмента. Выбираются приспособления, обеспечивающие точность обработки. Определяются координаты осей обрабатываемых отверстий от единой базы {"плавающего" нуля). Разрабатывается схема последовательности работы перемещения инструмента. Составляется УП. Вся технологическая информация записывается с помощью символов входного языка, в соответствии с кодом ИСО-7бит. 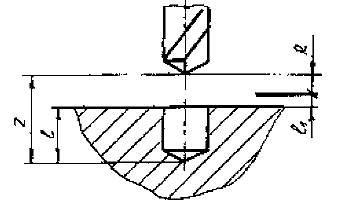 Слова, несущие цифровую информацию о перемещениях вдоль осей X, R, Y и Z записывают соответствующими признаками адресов (X, R, Y и Z) со знаками «+» или «–». Перемещение до уровня R (рис. 1) – это ускоренное перемещение вдоль оси Z от точки «О» плавающего нуля до точки, расположенной на расстоянии l1=1…2 мм от поверхности детали. Слова, несущие цифровую информацию о перемещениях вдоль осей X, R, Y и Z записывают соответствующими признаками адресов (X, R, Y и Z) со знаками «+» или «–». Перемещение до уровня R (рис. 1) – это ускоренное перемещение вдоль оси Z от точки «О» плавающего нуля до точки, расположенной на расстоянии l1=1…2 мм от поверхности детали. Рис. 1 Слова, несущие информацию о коррекции инструмента, содержат признак адреса L и комбинации из двух цифр от 01 до 09. Величина коррекции устанавливается декадными переключателями на пульте УЧПУ станка. Команда задается для коррекции вылета инструмента при настройке станка. Значения перемещений вдоль осей X и R, переведенные в сотые доли миллиметра (импульсы), записываются шестизначными цифрами, а значения перемещений вдоль осей Y и Z –пятизначными цифрами путем приписки нулей слева. Пример записи Обычная запись Х= + 137,975 R= – 53,56 Y= – 65,36 Z= + 4,837 Запись в виде слова УП X + 013798 R – 005356 Y – 06536 Z + 00484 Слова, определяющие выбор частоты вращения шпинделя и подачи, включают адреса S и F и кодируются двузначным числом. По паспорту станка мод. 2Р135Ф2 коды соответствуют следующим значениям частоты вращения шпинделя (мин-1):
и величинам подач (мм/мин):
Слова, несущие информацию о вспомогательных функциях М, кодируются по общим правилам. Из подготовительных команд в сверлильных станках с ЧПУ находят применение две группы: Функции общего назначения (G60 и G62); Функции постоянных циклов (G81 — G96). Функция G62 (грубое позиционирование используется для постоянного управления по оси Z, для быстрого перемещения вдоль оси до координаты R и для рабочего движения вдоль осей X и Y. Функция G60 (точное позиционирование) используется для отмены функции G62 и для рабочего перемещения вдоль осей X и Y. Функции постоянных циклов (табл. 1), кроме G80, программируются с координатами R и Z и предусмотрены для функционирования только по оси Z. Все рассмотренные слова записываются в виде кадров, содержащих информацию для выполнения части операции обработки детали, а также для перемещения рабочего органа из одной точки в другую при позиционировании. Кадр должен начинаться словом "номер кадра" с адресом N и заканчиваться словом "конец кадра (ПС)". Слова в кадре, содержащие адреса F, S, Т, L, G, М, можно менять между собой местами. Таблица 1 – Функции постоянных циклов
Каждая команда в одном кадре должна встречаться только один раз. Задание Запишите, на каком станке будет производиться обработка отверстий. Запишите основные движения в данном станке. Запишите варианты обработки отверстий на станке с ЧПУ. Укажите, в каких случаях целесообразно применять тот или иной вариант. Запишите, какие виды работ выполняются при разработке УП. Запишите, как в УП указывают перемещения инструмента. Запишите, каким образом в УП указывают значения частоты вращения шпинделя и величину подачи. Изучите функции общего назначения и функции постоянных циклов. Расшифруйте кадры УП 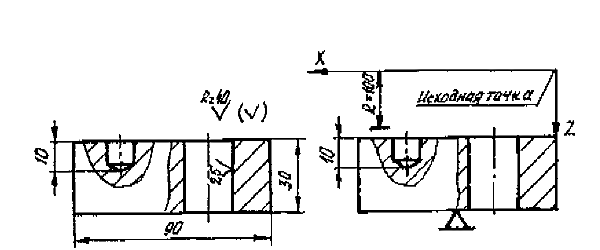 Таблица 2 – Технологическая карта обработки детали "плита" на станке 2Р135Ф2
Положение детали относительно "плавающего" нуля по осям X и Y показана в расчетно-технологической карте (рис.3,4), а по оси 2 принимается равным 100 мм. Управляющая программа для обработки отверстий Ø10Н14 мм и Ø20Н8 мм будет задана следующим набором кадров: МЗ – прямое вращение шпинделя; N002 Т01 S10 F14 L01 Х+000000 Y-00000 ПС N003 Х+002800 Y+03200 ПС N004 G91 R+01000 Z+10600 ПС N005 Т02 S08 F10 L02 Х+002800 Y+03200 ПС N006 G91 R+010000 Z+13500 ПС N007 ТОЗ S06 F12 L03 Х+002800 Y+03200 ПС N008 G91 R+010000 Z+13500 ПС N009 Т04 S03 F05 L04 Х+002800 Y+03200 ПС N010 G91 R+010000 Z+13500 ПС N011 Т05 S06 F10 L05 Х+002800 Y+03200 ПС N012 Х+007000 Y+01000 ПС N013 G91 R+010000 Z+01100 ПС N014 Х+000000 Y-00000 ПС. |