Отчёт по практике. Правила работы в учебнопроизводственной мастерской Виды работ, выполняемых на токарных станках
 Скачать 1.01 Mb. Скачать 1.01 Mb.
|

1.Введение Токарная обработка — один из способов изготовления изделий, которое осуществляются путем срезания с заготовки лишнего слоя металла до получения детали требуемой формы, размеров и шероховатости поверхности. Она осуществляется на металлорежущих станках, называемых токарными. На токарных станках обрабатываются детали типа тел вращения: валы, зубчатые колеса, шкивы, втулки, кольца, муфты, гайки и т. д. 1.1 Правила работы в учебно-производственной мастерской К работе на токарном станке под руководством мастера производственного обучения (преподавателя) допускаются обучающиеся, прошедшие вводный инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья и ознакомленные с инструкциями по эксплуатации станков и механизмов, которыми оснащена мастерская. 1.2. Обучающиеся должны соблюдать правила поведения в учебных мастерских, расписание учебных занятий, установленные режимы труда и отдыха. 1.3. Мастера производственного обучения (преподаватели) обязаны обучать обучающихся правильному и безопасному обращению с находящимся в учебных мастерских оборудованием, безопасным методам выполнения работ и следить за соблюдением обучающимися мер безопасности. 1.4. Основными опасными и вредными производственными факторами могут быть: · электрический ток; · движущиеся и вращающиеся детали станка; · мелкая стружка, отлетающие куски металла и аэрозоли смазочно-охлаждающей жидкости; · высокая температура поверхности обрабатываемых деталей и изделий; · промышленная пыль; · производственный шум; · острые кромки и шероховатости материалов и инструмента; · повышенная вибрация; · недостаточная освещенность рабочей зоны, наличие прямой и отраженной блескости, повышенная пульсация светового потока. 1.5. При работе на токарном станке должна использоваться следующая спецодежда и индивидуальные средства защиты: халат хлопчатобумажный, головной убор, защитные очки. На полу около станка должна быть решетка с диэлектрическим ковриком. 1.6. В учебной мастерской должна быть медаптечка с набором необходимых медикаментов и перевязочных средств для оказания первой помощи при травмах. 1.7. Учебная мастерская должна быть обеспечена первичными средствами пожаротушения: огнетушителем углекислотным или порошковым и ящиком с песком. 1.8. Обучающиеся обязаны знать: – места расположения медаптечки, средств пожаротушения; – номера телефонов медицинской службы и пожарной охраны; – пути эвакуации, главных и запасных выходов в случае аварии и пожара и уметь пользоваться в случае необходимости. 1.9. При несчастном случае пострадавший или очевидец несчастного случая обязан немедленно сообщить мастеру производственного обучения (преподавателю), который сообщает об этом администрации колледжа. При неисправности оборудования, инструмента прекратить работу и сообщить об этом мастеру производственного обучения (преподавателю). 1.10. Обучающиеся должны соблюдать порядок выполнения работы, правила личной гигиены, содержать в чистоте рабочее место. 1.11. В случае нарушения кем-либо из обучающихся техники безопасности со всеми обучающимися необходимо провести внеплановый инструктаж по технике безопасности, с его регистрацией в соответствующем журнале. 1.12. За нарушение данной инструкции, мастер производственного обучения (преподаватель) несет персональную ответственность в соответствии с действующим законодательством. 1.2 Виды работ выполняемых на токарных станках Основными видами работ, выполняемыми на токарных станках, являются: 1.обработка цилиндрических, конических, фасонных, торцевых 2.поверхностей, уступов; 3.вытачивание канавок; 4.отрезка частей заготовки; 5.обработка отверстий сверлением, растачиванием, зенкерованием, 6.развертыванием; 7.нарезание резьбы; 8.накатывание. 1.3 Обслуживание станков 1. До начала смены принять станок от сменщика. При приемке необходимо: Проверить общее состояние станка и включение двигателя; Попробовать работу фрикциона, первоначально придав шпинделю малую частоту вращения, и проверить на слух, нет ли каких-либо подозрительных шумов в коробке скоростей, коробке подач и в механизме фартука; Проверить по струйному масло-указателю при малой частоте вращения шпинделя, работает ли смазочный насос; Осмотреть направляющие станины: нет ли забоин и царапин; Проверить ход каретки суппорта, поперечных и верхних салазок суппорта, включение и переключение подач, замыкание и размыкание разъемной гайки; Убедиться в исправности насоса для подачи охлаждающей жидкости и системы трубопроводов; Убедиться в исправности осветительных устройств в станке; Убедиться в исправности предохранительного щитка; Убедиться в исправности заземления. 2. Своевременно и правильно смазывать станок согласно карте смазки, регулярно проверять и периодически очищать смазочные отверстия, следить за своевременной сменой смазки в коробке скоростей, коробке подач и фартуке суппорта. 3. Во время работы не укладывать заготовки, детали, режущие и измерительные инструменты на направляющие станины, использовать для этой цели деревянные планшеты. 4. Для надежного закрепления резцедержателя запрещается постукивание молотком или металлическим стержнем по рукоятке. Периодически снимать резцедержатель, очищать опорную поверхность от грязи, промывать керосином и протирать гнезда фиксаторов. 5. Не оставлять двигатель станка включенным, если необходимо отлучиться, выключать станок при измерении изготовляемых деталей, при перерывах в подаче электроэнергии, при наладочных или ремонтных работах у станка. При выполнении ручных работ (развертывание, нарезание резьбы метчиком, сверление с ручной подачей пиноли, полирование), когда не требуется автоматическая подача суппорта, отключать механизм подачи, поставив рукоятку трензеля в нейтральное положение. 6. Тщательно очищать станок после работы, следить, чтобы на направляющих станины и суппортов не оставалась стружка, грязь, влага. Использовать обтирочные материалы, не оставляющие следов от частичек стружки и ворса на протираемых поверхностях. При обработке чугунных заготовок несколько раз в смену тщательно удалять стружку и пыль с направляющих станины и каретки и смазывать их. Следить за тем, чтобы чугунные заготовки не превышали 20 % от общего количества изделий. Если выполнялась обработка чугунных заготовок, а затем необходимо обрабатывать стальные с применением смазочно-охлаждающей жидкости, то вначале очистить направляющие от чугунной стружки, грязи и масла, протереть их тряпкой, смоченной в керосине, затем протереть насухо и вновь смазать. Не реже одного раза в месяц выполнять общую уборку станка и рабочего места: обмывать станок теплым содовым раствором и вытирать; промывать сетку корыта, полностью заменять эмульсию в резервуаре; промывать ходовые винты; тщательно очищать направляющие; протирать внутренние поверхности защитных кожухов; очищать свое рабочее место вокруг станка, под тумбочкой; очищать и при необходимости ремонтировать решетку; наводить порядок в рабочей тумбочке. После общей уборки полностью смазывать станок. Два раза в год производить генеральную уборку станка и рабочего места. 7. О замеченных ослаблениях закрепления станка сообщать мастеру. 8. Станок, остановленный на длительное время (свыше пяти суток), должен быть покрыт чехлом, и все неокрашенные поверхности тщательно смазаны. 2. Работа на заточных станках 2.1 Назначение, классификация, устройство заточных станков Точильно-шлифовальные станки - это аппараты, работающие на электроприводе, основным предназначением которых является заточка и доводка слесарных и столярных инструментов, металлических деталей и изделий. Точильные станки делятся на три основные группы: Небольшие станки настольного типа, оборудованные шлифовальными дисками диаметром 90—200 мм, подходят для обработки мелкого инструмента и деталей. Общая характеристика заточных станков. Относительно характера выполняемой работы и производится классификация заточных станков. Их классифицируют на две большие группы: универсальные и специальные. Первая группа заточных станков предназначена для выполнения заточки поверхности большинства режущего инструмента. Универсальные заточные станки оснащены большим количеством устройств и приспособлений для закрепления, установки и заточки инструмента. 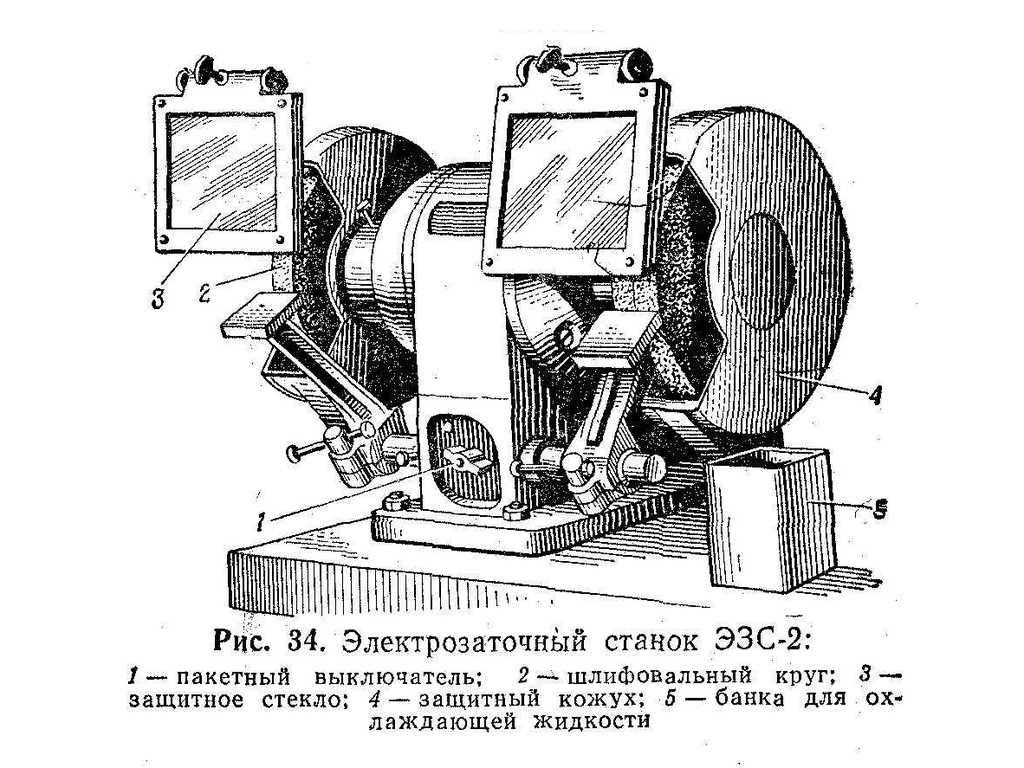 2.2 Правила работы, техника безопасности при работе на универсально-заточных станках При работе на заточном станке необходимо соблюдать следующие правила безопасности труда: Перед тем как приступить к заточке, убедиться в полной исправности всех механизмов станка, в наличии исправного ограждения круга и правильности направления его вращения (круг должен вращаться на резец); Проверить правильность установки подручника — зазор между рабочей поверхностью круга и подручником не должен превышать 3 мм. Перестановка подручника допускается только после полной остановки круга; Запрещается работа без подручника и ограждения круга; Перед заточкой закрыть зону заточки защитным прозрачным экраном или надеть защитные очки. 2.3 Заточка токарных резцов При заточке резец укладывают основанием на подручник. Сегментом и поворотным столиком регулируют положение резца по отношению к центру шлифовального круга и производят установку под требуемым углом к рабочей поверхности круга. Вершина резца должна находиться на уровне центра круга или несколько выше его (но не более чем на 10 мм). При заточке резец слегка прижимают затачиваемой поверхностью к вращающемуся кругу, а чтобы износ круга происходил равномерно и затачиваемая поверхность получилась плоской, резец непрерывно передвигают вдоль рабочей поверхности круга. Сначала затачивают главную и вспомогательную задние поверхности, затем переднюю поверхность. На пересечении главной и вспомогательной режущих кромок делают фаску или скругление. После заточки осуществляют доводку (притирку) задних и передних поверхностей на узких участках вдоль режущей кромки, что обеспечивает спрямление кромки и повышение стойкости резца. Доводку резца выполняют на эльборовых (для быстрорежущей стали) или алмазных (для твердого сплава) доводочных кругах. Углы заточки резца контролируют специальными шаблонами или угломерами. 3.Обработка деталей на токарных станках 3.1 Организация рабочего места токаря. Планировка рабочего места, как и его оснащение, зависит от многих факторов, в том числе от типа станка и его размеров, размеров и формы заготовок, типа и организации производства и др. При обработке заготовок с установкой в центрах левой рукой планировка рабочего места. Инструментальный шкаф в этом случае располагается с правой стороны от рабочего, а стеллаж для деталей — слева, если токарь устанавливает заготовку и снимает обработанные детали правой рукой, то инструментальный шкаф располагается с левой стороны от рабочего, а стеллаж — с правой. Перед станком на полу укладывают деревянную решетку. Высоту расположения решеток выбирают в зависимости от роста рабочего. 3.2 Техника безопасности при работе на токарных станках. При выполнении работ на токарных станках токарь должен выполнять все общие правила безопасной работы на металлорежущих станках и целый ряд специфических правил, используемых только при токарной обработке: 1. При использовании прутка в качестве заготовки необходимо следить, чтобы его конец, выступающий с противоположной стороны шпинделя, был огражден на всю длину. Ограждение должно быть прочным. Длина прутка должна соответствовать паспортным данным станка. 2. Закреплять заготовку в патроне за достаточно большую ее часть. Желательно, чтобы из кулачков патрона выступало не более 2 — 3 диаметров заготовки. При большем вылете заготовки необходимо поджимать ее при обработке центром, установленным в заднюю бабку. 3. При обработке нежестких заготовок, длина которых превышает диаметр более чем в 10 раз, а при скоростном или силовом точении в 8 раз, использовать люнеты. 4. Вылет резца из резцедержателя не должен превышать более чем в 1,5 раза высоту державки. 5. При установке резцов относительно оси центров под основание резца нужно устанавливать хорошо обработанные подкладки, чтобы добиться требуемого расположения резца. Подкладки должны соответствовать размерам основания резца и не должны быть смещены относительно друг друга. 6. При обработке вязких материалов применять конструкции резцов, позволяющие дробить образующуюся сливную стружку, например, резцы с накладными стружколомателями или с канавками на передней поверхности резца. 7. При обработке твердых хрупких материалов с образованием стружки надлома использовать в процессе обработки специальные стружкоотражатели, прозрачные экраны или индивидуальные средства защиты, например очки. 8. Стружку удалять только специальным крючком, щеткой или скребком. Категорически запрещается удалять стружку руками или струей воздуха. 9. Подводить режущий инструмент к уже вращающейся заготовке. 10. Выключать вращение заготовки после отвода инструмента. 11. Запрещается тормозить вращающийся шпиндель рукой. 12. Запрещается поддерживать отделяемую часть заготовки рукой при отрезании. 13. При выполнении ручных операций отводить суппорт, заднюю бабку на безопасное расстояние. 14. При выполнении работ с использованием пиноли ее вылет должен быть минимальным. 15. Измерение обрабатываемой детали должно производиться только после выключения фрикциона, отвода суппорта и задней бабки. 16. Запрещается облокачиваться на станок и размещать заготовки и другие предметы на направляющих станка. 17. Запрещается оставлять в задней бабке или револьверной головке инструменты, которые не используются при обработке данной заготовки. 18. Устанавливать и снимать патроны, планшайбы необходимо с помощью специальных приспособлений или при помощи грузоподъемного устройства, оснащенного специальным захватом. 19. Запрещается допускать воздействия движущихся частей станка на электропроводку, трубопроводы подачи жидкости или воздуха. 20. Запрещается переносить через работающий станок какие-либо предметы. 3.3 Назначение, классификация, устройство токарных станков. В токарную группу входят девять типов станков, различающихся по назначению, компоновке, степени автоматизации и другим признакам. К станкам токарной группы относятся токарно-винторезные, токарно-револьверные, лоботокарные, токарно-карусельные, токарные автоматы и полуавтоматы, токарные станки с программным управлением обработки заготовок. Станки отечественного производства имеют цифровое обозначение моделей. Цифровое обозначение станка позволит правильно выбрать нужные группу, тип, технические параметры, точность станка, необходимые для изготовления требуемого изделия. Первая цифра в обозначении показывает, к какой группе относится станок: токарной, фрезерной, сверлильной и т. д. Вторая цифра указывает на тип станка в группе. Две последние цифры условно определяют важнейшие технические параметры станка. Все станки, обозначение которых начинается с единицы, — токарные. В свою очередь токарные станки делятся на 9 типов. Две последние цифры обозначают: для токарно-винторезных станков — высоту центров над станиной, для револьверных — наибольший диаметр обрабатываемого прутка, для карусельных — наибольший диаметр планшайбы и т. д. Буква после первой или второй цифры указывает на усовершенствование станка по сравнению с первой моделью. Буква в конце марки означает, что в модель станка внесены некоторые изменения, например, повышена точность (П), станок с числовым программным управлением (Ф) и т. д. Пример расшифровки марки токарно-винторезного станка мод. 16К20: 1 — станок относится к токарной группе; 6 — токарно-винторезный; К — в станок внесены некоторые изменения; 20 — высота центров над станиной 200 мм. Серийный выпуск токарных станков в СССР был впервые осуществлен на московском заводе «Красный пролетарий». Все металлорежущие станки классифицируются: по степени универсальности: На универсальные, позволяющие выполнять любой вид обработки, характерный для станков группы, например токарновинторезные станки; Специализированные, предназначенные для обработки деталей схожих по конфигурации и размерам; Специальные, предназначенные для обработки одинаковых деталей или выполнения только одной операции. по точности: Нормальной точности (Н); Повышенной точности (П); Высокой точности (В); Особо высокой точности (А); Особо точные (С). по массе: Легкие — до 1 т; Средние — до 10 т; Крупные — до 15 т; Тяжелые — до 100 т; Особо тяжелые — свыше 100 т. Подробно рассмотрим токарно-винторезные станки, имеющие наиболее широкое использование в единичном и серийном производстве. Основной объем токарных работ производится на токарновинторезных станках, они используются в инструментальном производстве, в приборостроении, в машиностроении и других областях промышленности. На них можно выполнить все виды токарных работ, а также нарезание резьбы. Постоянно производится усовершенствование этих станков путем повышения точности, совершенствования управления, увеличения диапазонов скоростей и подач. Все сборочные узлы и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Приспособление, режущий и измерительный инструмент применяемый при работе на токарных станках. Патроны. Предназначены для зажима деталей или заготовок. Вращающиеся центры. Устанавливаются в пиноль задней бабки, служат для дополнительного крепежа детали. Резцедержатели. Предназначены для быстрой смены токарных резцов. Токарные резцы применяются для обработки различных поверхностей деталей: цилиндрических, конических, фасонных, торцовых и т. д. Резцы классифицируются в зависимости от различных параметров. По назначению различают резцы: Проходные (прямые, отогнутые упорные); Подрезные (торцовые); Прорезные (канавочные); Отрезные; Фасонные; Резьбовые; Расточные. В зависимости от вида обработки на черновые, служащие для предварительной обработки, и чистовые, служащие для окончательной (чистовой) обработки. 1) Штангенинструменты - штангенциркули, штангенглубиномеры, штан- генрейсмусы, штангензубомеры; 2) Микрометрические инструменты - рычажные микрометры, резьбовые микрометры, нутромеры, глубиномеры; 3) Рычажно-измерительные инструменты-индикаторы, миниметры, индикаторные скобы; 4) Плоскопараллельные концевые меры длины - измерительные плитки; 5) Угловой инструмент - конусные угломеры, синусные линейки, угломерные плитки; 6) Оптические приборы - инструментальные микроскопы, универсальные микроскопы, вертикальные оптиметры, оптические делительные головки, большой проектор; 7) Плоские стеклянные пластины (метод интерференции); 8) Одномерный инструмент - калибры, шаблоны. 3.5 Способы установки заготовки на станке Установка заготовок в патронах. Производится при обработке деталей небольшой длины. Наиболее часто используются трехкулачковые самоцентрирующие и цанговые патроны. Установка и закрепление заготовок в центрах. Если необходимо обработать деталь с высокой степенью соосности левой и правой сторон, то используются центры. Поводковые устройства. Для передачи вращения от шпинделя к заготовке, установленной в центрах, служат поводковые устройства. Простейшее из них — токарный хомутик. Установка заготовок в патронах с поджимом задним центром. Такой способ установки самый жесткий, обычно используется при обработке заготовок, у которых отношение длины к диаметру больше 3 при черновом точении. При перезакреплении заготовки для обработки с другой стороны точность центрирования теряется. Установка, выверка и закрепление резцов в резцодержателе. Перед обтачиванием нужно правильно установить резец в резцедержателе, следя за тем, чтобы выступающая из него часть резца была возможно короче — не больше 1,5 высоты его стержня. В большинстве случаев рекомендуется устанавливать вершину резца на высоте центров станка. Для этого применяют подкладки (не больше двух), помещая их под всей опорной поверхностью резца. Подкладка представляет собой плоскую стальную линейку длиной 150—200 мм, имеющую строго параллельные верхнюю и нижнюю поверхности. Токарь должен иметь набор таких подкладок разной толщины, чтобы получить необходимую для установки резца высоту. Не следует для этой цели пользоваться случайными пластинками. 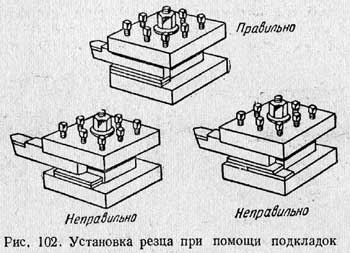 Обработка наружных цилиндрических и торцевых поверхностей на токарном станке. 4.1 Обработка гладких цилиндрических поверхностей и поверхностей с уступами. Требования, предъявляемые к цилиндрическим поверхностям, выдержать трудно, так как целый ряд факторов влияет на изготовление детали, например, износ деталей станка и приспособлений, износ режущего инструмента, правильность выбора способа закрепления заготовки, температура окружающей среды, неравномерность припуска, неоднородность твердости поверхностного слоя, наличие нароста на инструменте, вибрации, передаваемые от других станков, и т.д. Все эти факторы необходимо учитывать при обработке, чтобы в результате их влияния не возникали различные погрешности формы цилиндрической формы, такие как конусообразность, бочко-образность, седло-образность, изогнутость, овальность, огранка. Эти погрешности могут привести к некачественному изготовлению детали и невозможности использовать ее по назначению. К цилиндрическим поверхностям предъявляются следующие требования: Прямолинейность образующей; Цилиндричность: в любом сечении, перпендикулярном оси, Окружности должны быть одинакового диаметра (не должно быть конусообразности, бочкообразности, седлообразности); Круглость: любое сечение должно иметь форму правильной окружности (не должно быть овальности или огранки); Соосность: расположение осей всех ступеней ступенчатых деталей на общей прямой. 4.2 Подрезание уступов и торцов проходными и подрезными резцами. С подачей по направлению к центру упорным резцом при срезании достаточно большого припуска с установкой главной режущей кромки под небольшим углом (5 … 10°) к торцовой поверхности, работу резания в этом случае выполняет вспомогательная режущая кромка. Если при подрезании торца приходится срезать большой припуск, то подача в направлении к центру вызывает отжимающую силу, углубляющую резец в торец, в результате чего торец может получиться вогнутым; С подачей по направлению от центра. Такой способ используют при снятии припуска небольшой величины, обычно при чистовой обработке, это позволяет исправить вогнутость торца. Невысокие уступы подрезают проходным упорным резцом при продольной подаче, причем подрезание уступа обычно совмещают с обтачиванием наружной поверхности. Режущая кромка резца в этом случае должна располагаться перпендикулярно оси заготовки, что контролируют угольником. При подрезании торцевой поверхности с установкой заготовки в патроне и поджатии задним центром рекомендуется использовать срезанный центр, так как использование этого центра позволит обработать торцовую поверхность полностью, в отличие от того, что может получится при использовании обычного жесткого центра. 4.3 Вытачивание канавок и отрезание отрезными резцами. При вытачивании канавок и отрезании используют прорезные (канавочные) и отрезные резцы. Эти резцы отличаются от проходных по конструкции. При вытачивании канавок и отрезании необходимо выполнять следующие правила: Режущую кромку резца устанавливать точно по оси центров станка, если она будет располагаться ниже оси центров, то при приближении резца к оси на отрезаемой детали образуется стерженек. При установке ее выше оси центров, резец, приближаясь к оси заготовки, может упереться задней поверхностью в остающийся стерженек; Державку прямого отрезного резца устанавливать строго перпендикулярно оси заготовки, чтобы боковая поверхность головки резца не терлась о стенки прорезаемой канавки; Отрезание выполнять ближе к кулачкам патрона, расстояние места отрезания от кулачков патрона должно быть 3 … 5 мм. С целью предотвращения забивания прорезаемой канавки стружкой и облегчения процесса резания отрезание или прорезание следует выполнять «вразбивку» с продольным перемещением резца на 1 … 2 мм в обе стороны. 4.4 Измерение и контроль полученной детали. Наиболее распространенными инструментами для контроля диаметров цилиндрических поверхностей являются штангенциркули ШЦ-I (с точностью измерения до 0,1 мм) и ШЦ-II (с точностью измерения до 0,05 мм). Контроль длин ступенчатых валов производят штангенциркулем с выдвижным глубиномером (типа ШЦ-I), штангенглубиномером, линейкой или шаблоном. Контроль плоскости торца после подрезания проверяют прикладыванием к нему ребра линейки или угольника, если между поверхностями торца и линейки нет зазора, то торцовая поверхность обработана правильно. Перпендикулярность торца к наружной поверхности определяют угольником. Контроль глубины канавок осуществляют глубиномером штангенциркуля ШЦ-I.  Рисунок 1. Вал 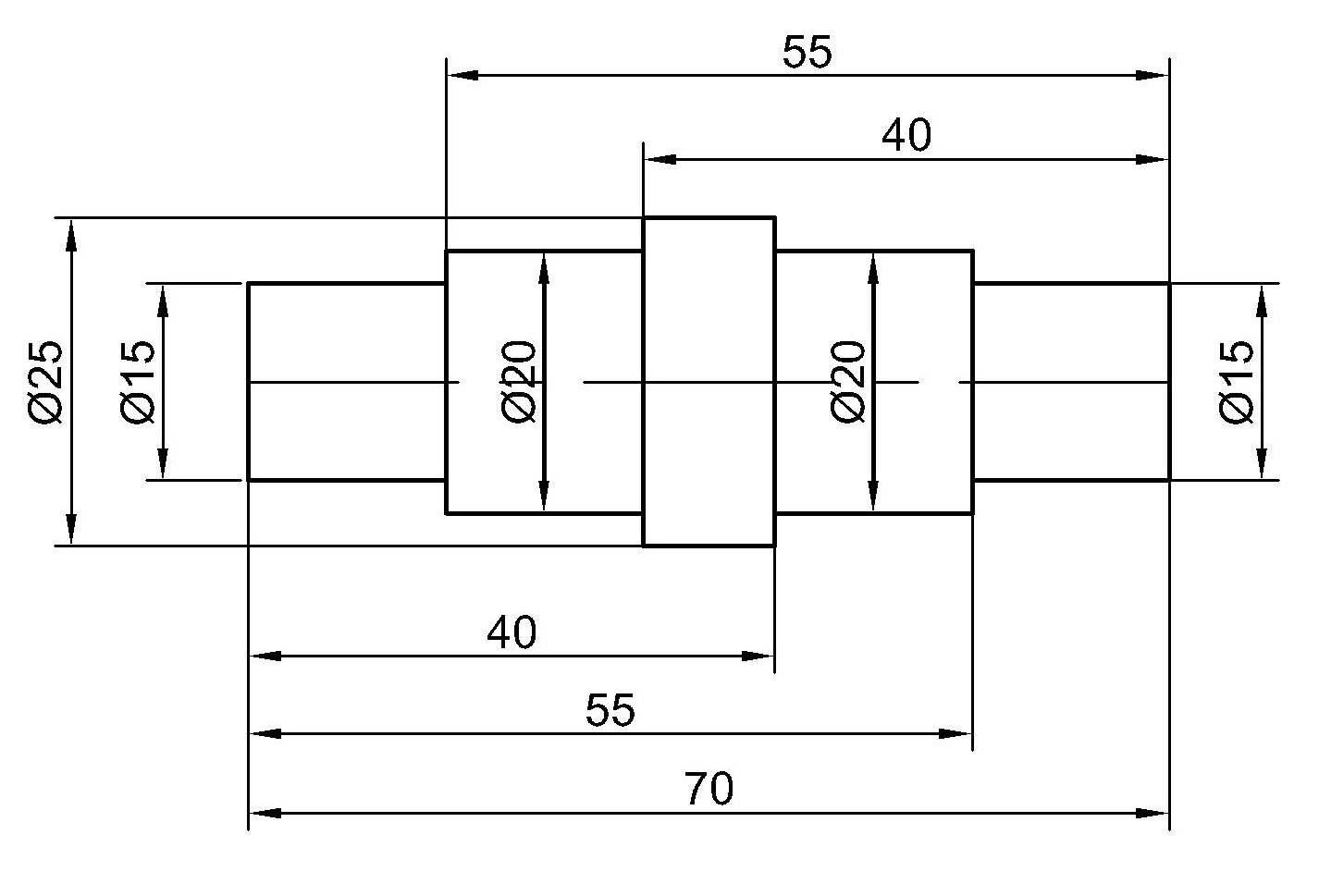 Рисунок 2. Ступенчатый вал | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||