КП_Приспособление (4). Произвести анализ конструктивнотехнологических особенностей обрабатываемой детали и сформулировать общие требования к приспособлению
 Скачать 0.64 Mb. Скачать 0.64 Mb.
|

|
ОГЛАВЛЕНИЕ Введение 2 1. Произвести анализ конструктивно-технологических особенностей обрабатываемой детали и сформулировать общие требования к приспособлению 3 1.1. Условия производства 3 1.2. Технологический план обработки детали 3 1.3. Анализ конструктивно технологических особенностей детали 4 2. Разработать схему установки детали в приспособление и на станок 5 3. Рассчитать погрешность установки детали в приспособление и приспособления на станок с учетом требуемой точности обработки заданной поверхности 8 3.1. Расчет погрешности базирования 8 3.2. Погрешности приспособления при установке на станке 8 4. Рассчитать предельные значения усилия закрепления детали в приспособление 10 4.1. Определение формулы расчета силы закрепления 10 4.2. Определение действующих сил резания 11 4.3. Определение силы на прихвате 12 5. Разработать и оформить комплект конструкторской документации для изготовления приспособления 13 6. Разработать инструкцию по эксплуатации приспособления 14 Заключение 15 Список использованных источников 16 Приложения 17 Сведения о самостоятельности выполнения работы 19 ВведениеКурсовая работа выполнена в соответствии с заданием на курсовую работу по дисциплине «Проектирование средств технологического оснащения». Актуальность темы курсовой работы состоит в необходимости обеспечения требований эффективности, безопасности, и качества обработки изделия в заданных производственных условиях, в том числе за счет применения современных средств технологического оснащения Цель работы - спроектировать приспособление, удовлетворяющее требованиям качества и эффективности обработки изделия в определенных заданием условиях производства. Для достижения указанной цели необходимо было решить следующие задачи: 1. Проанализировать условия производства и требования задания. 2. Обосновать технологический план обработки детали. 3. Разработать технологическую операцию обработки заданной поверхности. 4. Провести анализ конструктивно-технологических особенностей детали и сформулировать общие требования к приспособлению. 5. Разработать схему установки детали в приспособление и приспособления на станок. 6. Рассчитать погрешность установки детали в приспособление и приспособления на станок. 7. Рассчитать предельные значения силы закрепления детали в приспособлении. 8. Разработать комплект конструкторской документации на изготовление приспособления. 9. Разработать инструкцию по эксплуатации приспособления. 1. Произвести анализ конструктивно-технологических особенностей обрабатываемой детали и сформулировать общие требования к приспособлению1.1. Условия производстваГодовая программа выпуска задана в исходных данных и равна  . Масса детали определялась по 3D модели детали, созданной в системе Компас 3DV20, . Масса детали определялась по 3D модели детали, созданной в системе Компас 3DV20,  . . Ориентировочно тип производства можно определить в зависимости от объёма выпуска и массы изготавливаемой детали по таблице 1. Таблица 1. Ориентировочная (годовая) программа выпуска деталей по типам производства в механических цехах
Т.к. масса детали 146,17 кг, а объем годового выпуска с учетом производственной программы 20 шт. в год, то ориентировочно можно принять тип производства – мелкосерийное. 1.2. Технологический план обработки деталиЗаготовку получаем методом ковки по ГОСТ 8479-70 «Поковки из конструкционной углеродистой и легированной стали. Общие технические условия». ГОСТ 8479-70 распространяется на поковки общего назначения диаметром (толщиной) до 800 мм из конструкционной углеродистой, низколегированной и легированной стали, изготовляемые ковкой и горячей штамповкой. Химический состав углеродистой стали должен соответствовать ГОСТ 1050, легированной - ГОСТ 4543, коррозионно-стойкой стали - ГОСТ 5632. Размеры заготовок из углеродистой и легированной стали должны учитывать припуски на механическую обработку, допуски на размеры и технологические напуски для поковок, изготовляемых свободной ковкой на прессах по ГОСТ 7062, свободной ковкой на молотах - по ГОСТ 7829 и горячей штамповкой - по ГОСТ 7505, а также напуски на пробы для испытаний. Обработка детали ведётся на токарно-револьверных, консольно-фрезерных и координатно-расточных станках. 1.3. Анализ конструктивно технологических особенностей деталиСогласно общесоюзному классификатору ЕСКД все детали машиностроения могут быть разбиты на шесть классов. Классы содержат следующую номенклатуру деталей (таблица 2). Таблица 2. Описание номенклатуры класса
В данной работе рассматривается деталь 71 класса, по технологическим характеристикам деталь представляет собой тело вращения и относится к типу валы т.к. L свыше 2D , подкласс 715000. 2. Разработать схему установки детали в приспособление и на станокОтверстие  обрабатывается на координатно-расточном станке 2450. Деталь устанавливается в призмах на столе станка. обрабатывается на координатно-расточном станке 2450. Деталь устанавливается в призмах на столе станка.Координатно-расточный станок 2450 предназначен для обработки отверстий с точным расположением осей без применения разметки и кондукторов, размеры между которыми заданы в прямоугольной системе координат. На станке 2450 можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей. Станок используется для работ в инструментальных цехах (обработка кондукторов и приспособлений), а также для точного измерения расстояний между отверстиями готовых изделий в условиях индивидуального и мелкосерийного производства. На станке 2450 можно сверлить отверстия диаметром до 40 мм, размечать точные шаблоны, проверять линейные размеры и межцентровые расстояния. Можно также выполнять на нем мелкие фрезерные работы. Станок 2450 используется в инструментальных, машиностроительных и приборостроительных цехах для обработки заготовок деталей как единичного, так и серийного производства. Таблица 3. Технические характеристики координатно-расточного станка 2450
Координатные станки снабжаются различными приспособлениями, придающими им широкую универсальность. Основными приспособлениями, которые имеются на координатных разметочно-сверлильных станках, являются: круглый делительный стол для обработки отверстий, расположенных по окружности круглый универсальный стол для обработки отверстий, расположенных наклонно к опорной поверхности детали. На рисунке 1 приведена схема базирования детали. Ее устанавливают наружной поверхностью в две призмы А и Б, служащие опорной и направляющей базами, и прижимают к упору В, являющемуся упорной базовой поверхностью. В этом случае не исключена возможность поворота детали вокруг своей продольной оси. При необходимости такой поворот может быть исключен постановкой упора в отверстие или канавку, специально сделанные в детали. 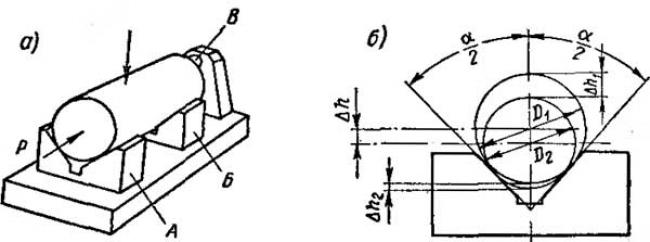 Рисунок 1. Схема базирования детали На рисунке 2 показан комплект баз: двойная направляющая (точки 1, 2, 3, 4, 5); опорные (точки 5, 6). 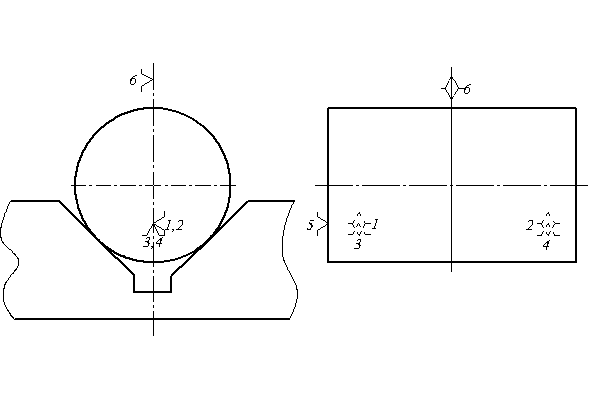 Рисунок 2. Схема базирования заготовки в призму 3. Рассчитать погрешность установки детали в приспособление и приспособления на станок с учетом требуемой точности обработки заданной поверхности3.1. Расчет погрешности базированияБазирование обрабатываемой детали производится по призмам с углом Рассматриваемая погрешность определяется по формуле: Для размера диаметром 220 допуск равен 0,03мм и погрешность равна: Такая величина погрешности базирования по высоте укладывается в допуск который составляет 0,05мм. 3.2. Погрешности приспособления при установке на станкеПерекос детали может возникнуть в связи с наличием зазоров между стенками среднего паза стола, имеющего ширину Возможная угловая погрешность определяется по формуле: Где l- расстояние между шпонками, мм Это значит, что на длине 970 мм перекос отверстия состоит 0,01мм, что вполне укладывается в допуск, оговоренный техническими требованиями. 4. Рассчитать предельные значения усилия закрепления детали в приспособлениеЗажим осуществляется винтовым механизмом с отводным прихватом, следовательно это комбинированный механизм. 4.1. Определение формулы расчета силы закрепленияПри обработке отверстия Ø36,7Н12 возникает окружная сила резания На деталь, лежащую на призмах и находящуюся под действием силы зажима, действует силы, составляющие общую силу трения: где Сила трения между деталью и прихватом: где f – коэффициент трения ( f=0.16) Сила трения между деталью и призмой: где После подстановки значений  Подстановка суммы сил трения даёт:  Если к получается меньше 2, то принимаем равный 2,5 Отсюда Окружная сила резания при обработке отверстия определяется в зависимости от размеров, материала детали и режимов резания. 4.2. Определение действующих сил резанияВ соответствии с методикой расчета режимов резания при сверлении определяют по паспортным данным станка: - подача S=0.024мм/ об - скорость резания v= 35 м/мин - мощность N=1,45 кВт - Частота вращения: Через мощность резания можно определить окружное усилие: После подстановки значения окружная сила получается   Сравним сдвигающую силу Рзакр с полученной суммой силы трения: 4.3. Определение силы на прихватеМомент сил относительно точки 0 будет равен: Передаточное число плеч прихвата 1:2, тогда L=2l Подставив значения, получим: Это соответствует усилию, развиваемому винтом М16 5. Разработать и оформить комплект конструкторской документации для изготовления приспособленияРазработанный чертеж сборочного приспособления для обработки на координатно-расточном станке 2450 выполненный на формате А1 и спецификация к чертежу приведены в приложении. 6. Разработать инструкцию по эксплуатации приспособленияСпроектированное приспособление будет обеспечивать необходимую точность обработки, надежность и эффективность работы при соблюдении следующего порядка действий. 1. Установить приспособление на стол станка при помощи кран-балки (Q = 0,5 т). 2. Выверить и закрепить приспособление на столе станка равномерной затяжкой болтов (М = 30...35 кГ-м). 3. Базировать деталь на призмы предварительно сориентировав ее по плоскости симметрии. 4. Базировать деталь окончательно, прижав призму к внешней образующей детали. 5. Закрепить деталь прихватами равномерной затяжкой болтов (М = 30...35 кГ-м). 6. Выполнить обработку отверстия подавая инструмент до проворачивания подшипника опоры, затем включить реверсивную подачу. 7. После окончания обработки повторить пункты 4...6 в обратном порядке. ЗаключениеВ курсовой работе спроектировано приспособление для обработки ступенчатых отверстий на наклонной поверхности детали «Корпус пресса». Все, определенные заданием, задачи выполнены. Применение приспособления в указанных производственных условиях в соответствии с инструкцией обеспечит безопасное, точное и эффективное выполнение обработки ступенчатых отверстий в детали «Корпус пресса». Список использованных источников1. ГОСТ 26325-2030. Допуски [Текст]. - Введ. 1987-07-01. - М.: ИПК Изд-во стандартов, 2026. - 58796 с. Приложения 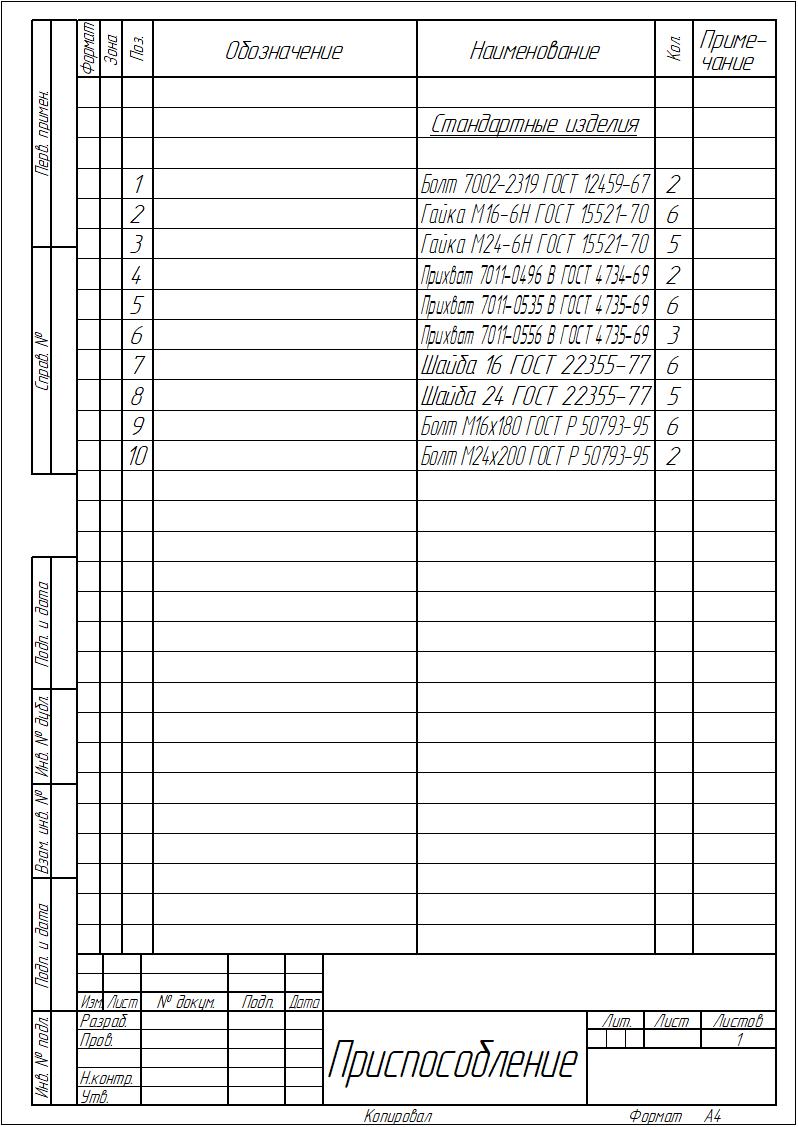 Сведения о самостоятельности выполнения работыРабота «Проектирование приспособления для обработки детали «Корпус пресса 5214.21.РГР.015.0180» выполнена мной самостоятельно. Используемые в работе материалы и концепции из публикуемой литературы и других источников имеют ссылки на них. Один печатный экземпляр работы и электронный вариант работы на цифровом носителе переданы мной на кафедру. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||