Расчет режимов сварки и наплавки. Расчет режимов эл. сварки и наплавки (2). Расчет режимов электрической сварки и наплавки
 Скачать 1.44 Mb. Скачать 1.44 Mb.
|

|
РАСЧЕТ РЕЖИМОВ ЭЛЕКТРИЧЕСКОЙ СВАРКИ И НАПЛАВКИ. Методическое пособие В методическом пособии дается краткая характеристика основных способов наплавки, приводятся сведения о свариваемости металлов и сплавов, излагается порядок расчета режимов. Работа содержит необходимые справочные сведения по сварочно-наплавочным материалам и источникам питания. Введение Сваркой называется технологический процессе получения неразъемных соединений с помощью межатомных или межмолекулярных связей в пограничном слое изделий. Ее преимущества перед другими видами соединений привели к широкому применению в промышленности и на транспорте, обеспечили ведущее место среди технологических процессов обработки металлов. Все существующие способы сварки могут быть разделены на сварку давлением (холодная, трением, ультразвуком, взрывом, контактная, газопрессовая) и плавлением (электродуговая, плазменная, электрошлаковая, газовая, лазерная, электронно-лучевая и др.) Если поверхности двух соединяемых изделий тщательно зачистить и под большим давлением сблизить настолько, чтобы наступило взаимодействие между ионизированными атомами, то получится прочное сварное соединение. В этом заключается сущность холодной сварки пластичных металлов. При повышении температуры в месте соединения увеличиваются амплитуды колебаний атомов, чем создаются предпосылки более легкого получения связи между соединяемыми деталями, значит, чем выше температура нагрева, тем меньшее давление требуется для сварки и, когда температура нагрева достигнет температуры плавления, то давление между свариваемыми изделиями не нужно. Таким образом, сварка плавлением осуществляется путем нагрева свариваемых кромок до температуры плавления без последующего их сдавливания. В настоящее время из всех видов сварки наибольшее распространение получила сварка плавлением, в особенности электродуговая, которая широко, используется при восстановлении деталей. Постоянная нехватка запасных частей, их высокая стоимость являются и серьезными факторами снижения работоспособности подвижного состава и технических устройств железнодорожного транспорта. Увеличение объема производства запасных частей ведет к значительному повышению трудовых и денежных затрат. Вместе с тем 50-70% деталей, выбраковываемых при первом капитальном ремонте узлов и механизмов, являются ремонтопригодными, Известно, что большинство деталей, забракованных по износу, теряют не более 1,5—2% исходной массы, При этом их прочность практически сохраняется. Следовательно, экономическая целесообразность восстановления с позиции материалоемкости очевидна. Восстановление деталей подвижного состава — одно из важнейших направлений деятельности предприятий железнодорожного транспорта, и ведущая роль в этой деятельности отводится сварке и наплавке. Так, при ремонте локомотивов сварке и наплавке принадлежит 45—50%, а при ремонте вагонов до 75% всего объема работ. По ряду наиболее металлоемких и дорогостоящих деталей (рамы локомотивов и вагонов, колесные пары, блоки дизелей и др.) вторичное потребление восстановленных изделий значительно больше, чем потребление новых запасных частей. Себестоимость восстановления для большинства деталей не превышает 56— 60% стоимости новых, а расход риалов в 20-25 раз меньше, чем на их изготовление. В связи с этим, при обеспечении высокого качества работ, ремонтные предприятия могут быть вполне конкурентоспособны в условиях рыночной экономики. Основная трудность, с которой сталкиваются специалисты при восстановлении деталей сваркой и наплавкой – это обоснование выбора наплавочного материала и источника питания сварочной дуги. Кроме того, при использовании режимов наплавки, не соответствующих рациональным, резко снижается работоспособность восстановленных изделий. Поэтому разработка рациональных технологических процессов сварки и наплавки, оценка их эффективности занимает значительное место в деятельности инженера-механика. Настоящее методическое пособие преследует цель - помочь студентам освоить навыки обоснования способа наплавки для конкретного изделия, выбора источников питания и присадочного материала, а также расчета рациональных режимов наплавки. В процессе проектирования необходимо соблюдать следующий порядок работы: выполнить эскиз заданной детали, указав размеры. Утолщенной линией (в соответствии с заданием) отмечать места наплавки. Определить свариваемость сплава, из которого выполнена заданная деталь; Выбрать и обосновать способ наплавки в случае, если он не предусмотрен заданием. выбрать и обосновать наплавочные материалы (марку электрода или проволоки, диаметр, тип обмазки, марку флюса и тд). Разработать технологический процесс сварки или наплавки: -назначить операции подготовки к сварочно-наплавочным работам (разделка кромок с указанием размеров на эскизе, зачистка места сварки или наплавки, выявление и засверловка концов трещин, прокаливание присадочного материала, обоснование видов и режимов термообработки, прихватка и т.д.); -выбрать и обосновать род тока и полярность; -рассчитать скорость сварки и, при необходимости, скорость подачи электродной проволоки; 6) определить время сварки, предварительно рассчитав массу наплавленного металла и время горения дуги; 7) определить расход сварочно-наплавочных материалов; 8) рассчитать расход электроэнергии; 9) выбрать и обосновать метод контроля места сварки и наплавки; 10) выбрать и обосновать сварочное оборудование, тип источника питания и его внешнюю характеристику, технологическую оснастку; 11) разработать меры по охране труда и техники безопасности при производстве сварочно-наплавочных работ. Отчет практической работы должен содержать: -задание; -оглавление; -введение; -основную часть; -заключение с кратким анализом результатов выполненной работы. 1. КРАТКИЕ СВЕДЕНИЯ ОБ ОСОБЕННОСТЯХ МЕТАЛЛУРГИЧЕСКОГО ПРОЦЕССА СВАРКИ И НАПЛАВКИ Металлургический процесс при сварке и наплавке, по сравнению с металлургическим процессом получения сплавов, более сложен, так как обладает рядом особенностей: кратковременностью процесса, значительной скоростью охлаждения, высокой температурой (до 2300° С) нагрева металла. Все это приводит к тому, что химические реакции в зоне наплавки протекают мгновенно, не успевают полностью завершиться до кристаллизации, в результате создаются неравномерные структуры. Высокая температура провоцирует переход газов, находящихся в воздухе (кислород, азот, водород), в атомарное состояние. Газы активно поглощаются металлом, взаимодействуют с ним и легирующими элементами, резко снижая механические характеристики наплавленного металла. Газы попадают в сварочную ванну из воздуха, флюсов, обмазок электродов, защитных газов, адсорбированной на поверхности изделия влаги с остатками смазок, ржавчиной и др. При контакте кислорода с расплавленным металлом происходит растворение кислорода и образование окислов, часть которых остается в сплаве после его кристаллизации. Азот, растворяясь в металле со многими элементами, образует нитриды. Поэтому во время сварки сталей, при недостаточной защите наплавляемого металла, совместное действие кислорода и азота вызывает резкое усиление хрупкости слоя, наносимого на поверхность детали. Азот сильно снижает относительное удлинение, способствует повышению пористости, усиливает склонность металла к старению. Водород, подобно кислороду, в процессе сварки поглощается жидким металлом. Но при остывании последнего (особенно в момент кристаллизации) растворимость водорода резко снижается. Выделение водорода не прекращается не только по окончании кристаллизации, но даже при комнатной температуре. Диффундируя в объеме застывшего металла, водород накапливается в микрополостях, и создает такие значительные удельные давления, что происходит разрушение наплавленного слоя. Существенное влияние на растворимость газов оказывают погонная энергия (зависящая от способа и режимов сварки), размеры детали, структура и состав металла восстанавливаемого изделия, предварительный и сопутствующий нагревы и т.д. 2. СВАРИВАЕМОСТЬ МЕТАЛЛОВ И СПЛАВОВ При ремонте подвижного состава сварке и наплавке подвергаются детали, изготовленные, в основном, из конструкционных низкоуглеродистых, средне- и низколегированных прокатных и литых сталей. Углерод и легирующие элементы, входящие в состав стали, оказывают существенное влияние на свариваемость и делят последнюю на четыре группы: хорошую, удовлетворительную, ограниченную и плохую свариваемость. Поэтому при разработке технологического процесса, прежде всего, нужно оценить свариваемость металла восстанавливаемого изделия и назначить (при необходимости) определенные операции, уменьшающие или исключающие отрицательное воздействие тех или иных компонентов на качество восстановленного слоя. Свариваемостью называется сочетание технологических свойств металлов и сплавов, дающих возможность образовывать в процессе сварки или наплавки соединения и слои, которые по своим свойствам не уступают свойствам материала восстанавливаемого изделия. Более всего на свариваемость оказывают влияние химический состав сплава, фазовая структура и ее изменения в процессе нагрева и охлаждения, физико-химические и механические свойства, активность реакций элементов и др. В связи с тем, что параметров, характеризующих основной и присадочный (электродный) материалы, очень много, то свариваемость представляет комплексную характеристику, включающую чувствительность металла к окислению и порообразованию, соответствие свойств сварного соединения заданным эксплуатационным, реакцию на термические циклы, сопротивляемость образованию холодных и горячих трещин и т.д. Из перечисленных параметров наиболее существенным при сварке и наплавке углеродистых и низколегированных сталей является сопротивляемость образованию трещин. Горячие трещины чаще всего возникают при ослаблении деформационной способности металла из-за появления в структуре легкоплавких хрупких эвтектик, дефектов кристаллического строения, внутренних и внешних напряжений. Вероятность появления при сварке или наплавке горячих трещин можно определить по показателю Уилкинсона (H.C.S):  Условием появления горячих трещин является Н.С.S. > 2. Так, например, при обычной сварке низколегированной стали трещины начинают возникать при Н.С.S. = 4. Холодные трещины чаще всего возникают из-за закаливаемости стали при быстром охлаждении и насыщении металла шва и зоны термического влияния водородом. Они, как правило, зарождаются по истечении некоторого времени после сварки и наплавки и развиваются в течение нескольких часов или даже суток. Для оценки склонности металла к появлению холодных трещин чаще всего используется углеродный эквивалент, которым можно пользоваться как показателем, характеризующим свариваемость, при предварительной оценке последней. Для этой цели имеется ряд уравнений. Наиболее распространенным и приемлемым для сталей, используемых на подвижном составе, является следующее: В табл. 2.1 приведена классификация сталей по свариваемости в соответствии с величиной Сэ и меры по предотвращению или уменьшению вероятности появления трещин. Таблица 2.1 Классификация сталей по свариваемости
Если оценка свариваемости по показателю Сэ указывает на склонность стали к появлению холодных трещин, то необходимо предусмотреть предварительный подогрев детали. Температура сопутствующего сварке или наплавке подогрева зависит от материала изделия и колеблется в среднем от 250 до 400° С. Уменьшение содержания водорода в наплавленном металле достигается улучшением защиты сварочной ванны от внешней среды, тщательной подготовкой поверхности перед наплавкой, прокаливанием присадочного материала и др. При анализе свариваемости не следует упускать из виду тот факт, что от воздействия значительных температур происходит разупрочнение термически упрочненных сталей. Таким образом, перед разработкой технологии сварки или наплавки следует определить свариваемость основного, присадочного металла и металла шва; вероятность появления трещин; разупрочнение сплава и назначить необходимые мероприятия для уменьшения или исключения нежелательных явлений. 3. ПОДГОТОВКА К СВАРОЧНО-НАПЛАВОЧНЫМ РАБОТАМ При сварочно-наплавочных работах, подготовительные операции заключаются в следующем: зачистке мест сварки или наплавки металлическими щетками; удалении загрязнений, ржавчины, остатков масел. При наличии на детали отверстий, шпоночных канавок их необходимо закрыть пробками или временными шпонками из малоуглеродистой стали. Шпонки следует укладывать на асбестовые прокладки толщиной 2–3 мм. Пробки и временные шпонки должны выступать над поверхностью детали на 1–2 мм. Недопустима постановка медных и графитовых пробок. Разрешается забивка отверстий асбестом. Концы трещин выявляются нагревом газовой горелки, накерниваются и производится их засверловка. Подготовку кромок под сварку следует выполнять механической обработкой (на токарном или строгальном станке, фрезерованием, пневманическим или ручным зубилом, крейцмейселем и др.). При подготовке кромок деталей из малоуглеродистой стали разрешается использование газовой резки с последующей механической зачисткой поверхности реза до получения чистого металла. При подготовке газовой резкой кромок на деталях из сталей, содержащих углерода более 0,3%, поверхность реза необходимо обработать механическим способом на глубину не менее 3 мм. При выборе формы разделки кромки (рис. 3.1) следует иметь ввиду, что наиболее экономичной формой является I-образная без скоса кромок. В сравнении с V-образной более экономичными являются К- и Х-образные двухсторонние. Однако они могут быть реализованы при возможности доступа к обеим сторонам детали. При заварке несквозных трещин чаще всего используется V-образная разделка, при заварке сквозных – Х-образная. Площадь поперечного сечения шва определяется геометрическим расчетом. При этом высота усиления шва hв, при сварке, назначается в пределах 0,1 При других способах сварки и наплавки площадь поперечного сечения валика можно принять равной 0,3 При многопроходной заварке трещины сечение первого слоя не должно превышать 0,3 F1 = (6 При многослойной наплавке наложение последующих слоев необходимо проводить после полного остывания предыдущих и зачистки последних до металлического блеска. 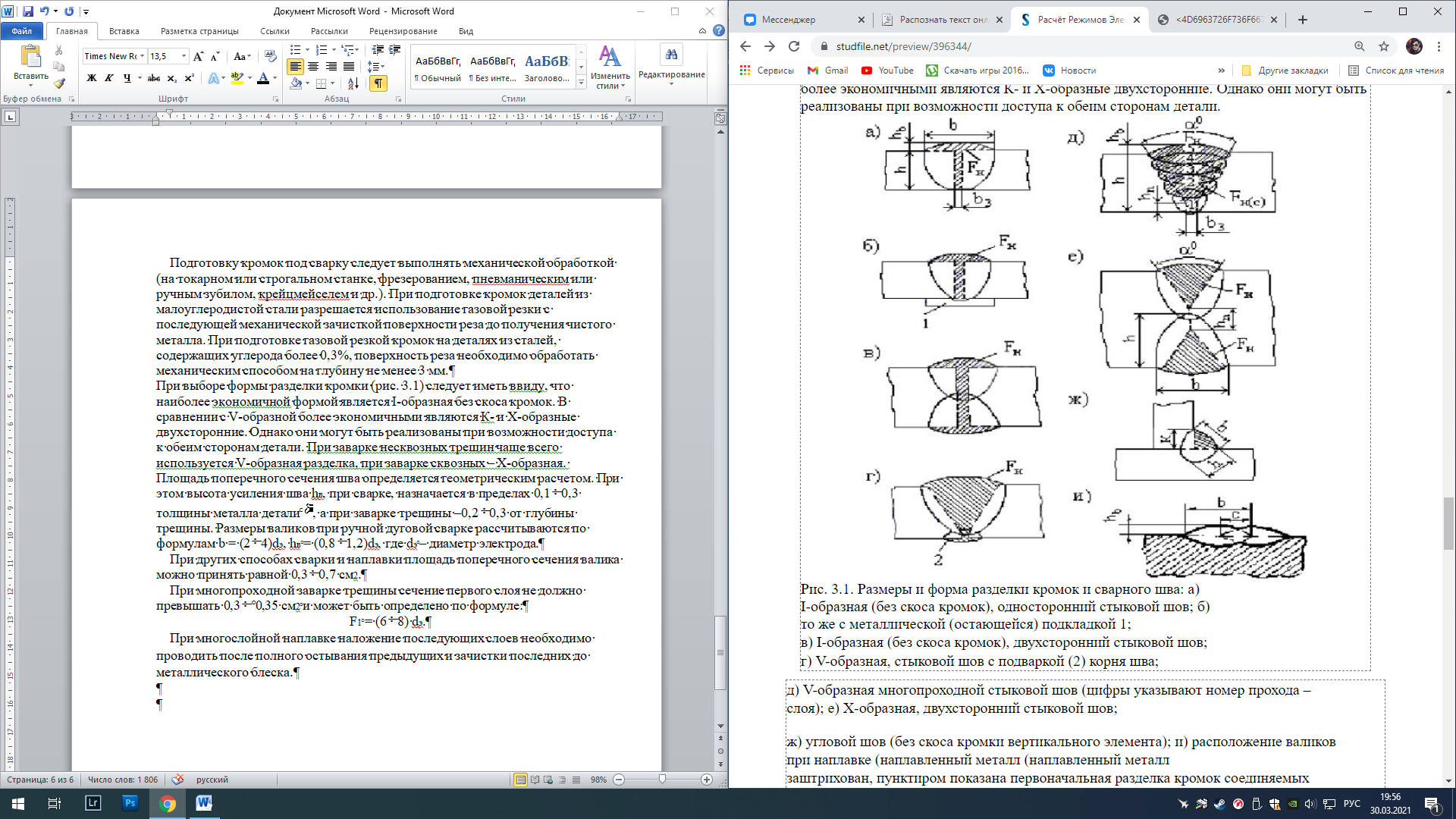  Рис.. 3.1. Размеры и форма разделки кромок и сварного шва: а) I-образная (без скоса кромок), односторонний стыковой шов. б) то же с металлической (остающейся) подкладкой 1; в) I-образная (без скоса кромок), двухсторонний стыковой шов; г) V-образная, стыковой шов с подваркой (2) корня шва; д) V-образная многопроходной стыковой шов (цифры указывают номер прохода – слоя); е) Х-образная, двухсторонний стыковой шов; | |||||||||||||||||||||||||||||||||||||||||||