Технологическая предпринимательства. тех. Разработка технологии изготовления детали Палец из порошковой легированной стали
 Скачать 239.1 Kb. Скачать 239.1 Kb.
|

|
3.3ОПЕРАЦИОННАЯ КАРТА СПЕКАНИЯ Эскиз порошковой заготовки 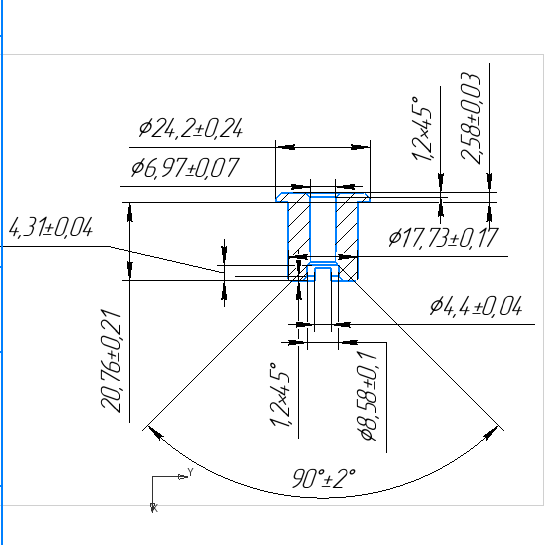 Деталь: палец Материал: ПК40Н2Д2М-68 ГОСТ 28378-89 Среда спекания: эндогаз
Контролируемые параметры
3.4ОПЕРАЦИОННАЯ КАРТА КАЛИБРОВАНИЯ Эскиз порошковой заготовки 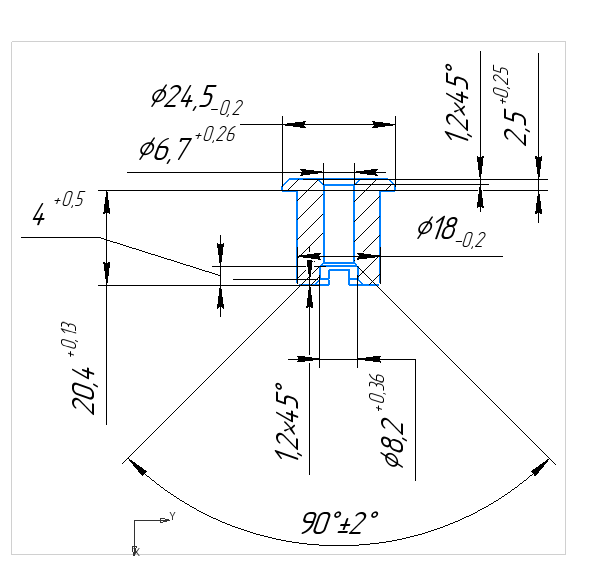 Пресс-форма: Пресс: ДК 30 Усилие калибрования: 16,35 т Контролируемые параметры
3.5.Дополнительная механическая доработка. Необходимо нарезать резьбу М8 на глубину 18.9 мм в отверстии диаметром 6.7 мм 3.6Выходной контроль
3.7 Упаковка Детали упаковать по технологической инструкции… 3.8.Расчет трудоемкости. 1.Приготовление шихты:  Н1=60кг/час 2.Прессование:   180дет/час 180дет/часЧисло ходов=5  3.Спекание   дет/час дет/час 4.Калибрование:   840дет/час 840дет/часЧисло ходов=20  5.Дополнительная механическая доработка(нарезание резьбы) Т5=0.003 6.Упаковка:  0,0004 0,0004 Н6=80кг/час 7.Контроль:  8.Полная трудоемкость  Заключение В ходе выполнения КП были выполнены следующие задачи: 1. Обзор научно-технической литературы, касающейся заданного класса порошковых материалов, с указанием типовых составов, структур, уровня достигнутых физико-механических и эксплуатационных характеристик и областей применения. 2. Анализ технических требований к детали; разработка эскиза порошковой заготовки с учетом конструкционных требований к порошковым изделиям и материалу детали; выбор и обоснование технологической схемы изготовления изделия. 3. Выполнение необходимых расчетов: - расчет усилия прессования, и калибрования изделия, выбор прессового оборудования; - расчет размеров формообразующих элементов пресс-формы для прессования и калибрования. 4. Разработка схемы прессования изделия. 5. Разработка технологического процесса изготовления детали: описание технологии изготовления, выбор технологического оборудования, расчет необходимых технологических параметров, разработка технологических карт основных операций, определение объема и методов контроля. 6. Расчет трудоемкости изготовления детали. Подводя итог, можно сказать, что изготовление изделий из порошкового материала в настоящее время является эффективным методом изготовления, он имеет хороший коэффициент использования материала, можно получать не только изделия различных форм и назначений, но и создавать принципиально новые материалы, которые другим путем получить или очень трудно или невозможно. У таких материалов можно получить уникальные свойства. При подсчете трудоемкости на мою деталь «Палец» уходит приблизительно  (около 44 секунд). (около 44 секунд).Список используемой литературы: 1,https://yandex.ru/patents/doc/SU466066A1_19750405 2,Межгосударственный стандарт ГОСТ 28378-89 (ИСО 5755-2-87, ИСО 5755-3-87) 3,ГОСТ 9849-86. Порошок железный. Технические условия 4.ГОСТ 4960-75. Порошок медный электролитический. Технические условия 5.ГОСТ 4404-78. Графит для производства карандашных стержней. Технические условия 6."Материалы конструкционные порошковые на основе железа. Марки" 7.ГОСТ13084-88 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПОРОШКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ 8.Кипарисов, С. С. Порошковая металлургия : учеб. для вузов /С. С. Кипарисов, Г. А. Либенсон. – 2-е изд. – М. : Металлургия, 1991. 9.С. И. БОГОДУХОВ, А. Д. ПРОСКУРИН, Е.С. КОЗИК ПОЛУЧЕНИЕ И СВОЙСТВА ПОРОШКОВЫХ МАТЕРИАЛОВ 10.А.В. Гропянов, Н.Н. Ситов, М.Н. Жукова Порошковые материалы Учебное пособие Санкт-Петербург 2017 11.https://scraptraffic.com/splav/pk40n2d2m/ 12.Оврях Ю.В., Забурненко Е.В. КОНСТРУКЦИОННЫЕ ПОРОШКОВЫЕ МАТЕРИАЛЫ // Международный журнал прикладных и фундаментальных исследований. – 2010. – № 3. – С. 28-29; | |||||||||||||||||||||||||||||||||||||||||||||||

 24.20
24.20














