РЕФЕРАТ на тему ТИПЫ РЕЗЦОВ, МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЦОВ И ТЕМПЕРАТУРНЫЙ РЕЖИМ РЕЗАНИЯ. Реферат.docx. Реферат на тему типы резцов, материалы для изготовления резцов и температурный режим резания
 Скачать 0.69 Mb. Скачать 0.69 Mb.
|

ОглавлениеОглавление 3 ВВЕДЕНИЕ 4 1. Виды токарных резцов по металлу 4 1.1 Проходные прямые резцы 5 1.2 Проходные отогнутые резцы 5 1.3 Проходные упорные отогнутые резцы 5 1.4 Подрезные отогнутые резцы 6 1.5 Отрезные резцы 6 1.6 Резьбонарезные резцы для наружной резьбы 7 1.7 Резцы для нарезания внутренней резьбы 7 1.8 Расточные резцы для обработки глухих отверстий 8 1.9 Расточные резцы для обработки сквозных отверстий 8 1.10 Фасонные резцы 8 2. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЦОВ 9 3. Температура резания 11 3.1 Температура резания 11 3.2 Смазочно-охлаждающие жидкости (сож) 12 ВВЕДЕНИЕСпециалисты, которые часто пользуются резцами для токарного станка при выполнении работ по металлу, а также те, кто занимается продажей этих изделий или снабжением машиностроительных предприятий, прекрасно осведомлены о том, каких видов бывают эти инструменты. Тем же, кто нечасто сталкивается в своей практике с токарными резцами, достаточно сложно разобраться в их видах, представленных на современном рынке в большом разнообразии. Резец — основной инструмент при выполнении токарных работ. За счет срезания лишнего металла деталь обретает заданную форму. Они перемещаются в продольном и поперечном направлениях, изготовлены из разного материала, отличаются типом установки и назначением. 1. Виды токарных резцов по металлу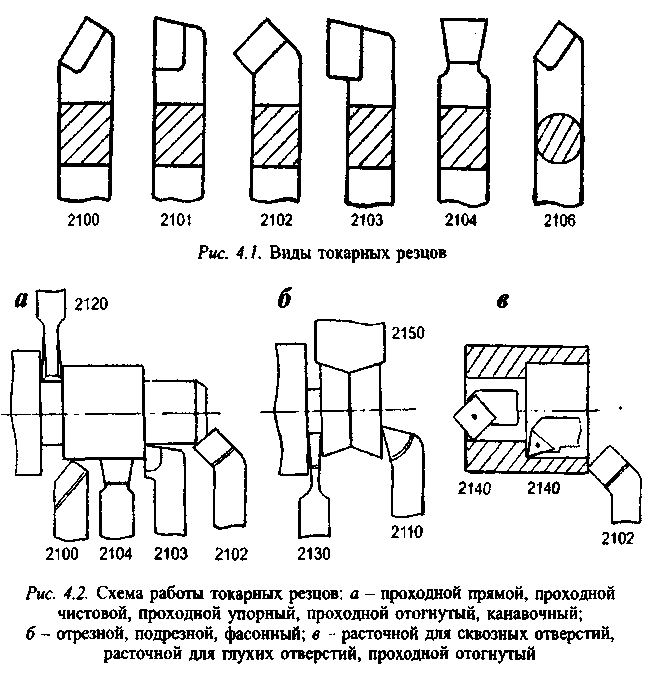 1.1 Проходные прямые резцыИспользуют инструмент с прямой рабочей частью для решения тех же задач, что и резцы отогнутого типа, но он менее удобен для снятия фасок. В основном таким инструментом для токарного станка по металлу (к слову, не получившим широкого распространения) обрабатывают внешние поверхности цилиндрических заготовок. Державки таких резцов для токарного станка выполняются в двух основных типоразмерах: прямоугольная форма – 25х16 мм; квадратная форма – 25х25 мм (изделия с такими державками используются для выполнения специальных работ). 1.2 Проходные отогнутые резцыТакие типы резцов, рабочая часть которых может быть отогнута в правую или левую сторону, используют для обработки на токарном станке торцевой части заготовки. С их помощью также снимают фаски. Державки инструментов данного вида могут быть выполнены в различных размерах (в мм): 16х10 (для учебных станков); 20х12 (этот размер считается нестандартным); 25х16 (наиболее распространенный типоразмер); 32х20; 40х25 (изделия с державкой такого размера изготавливаются преимущественно под заказ, их практически невозможно найти в свободной продаже). Все требования к резцам по металлу данного назначения оговорены в ГОСТ 18877-73. 1.3 Проходные упорные отогнутые резцыТакие инструменты для токарного станка по металлу могут изготавливаться с прямой или отогнутой рабочей частью, но на этой конструктивной особенности не акцентируют внимание, а просто называют их проходными упорными. Проходной упорный резец, с помощью которого на токарном станке выполняется обработка поверхности цилиндрических заготовок из металла, является наиболее востребованным видом режущего инструмента. Конструктивные особенности такого резца, который выполняет обработку заготовки вдоль оси ее вращения, позволяют даже за один проход снимать с ее поверхности значительное количество лишнего металла. Державки изделий данного вида также могут быть выполнены в различных размерах (в мм): 16х10; 20х12; 25х16; 32х20; 40х25. Данный инструмент для токарного станка по металлу также может быть выполнен с правым или левым отгибом рабочей части. 1.4 Подрезные отогнутые резцыВнешне такой подрезной резец очень напоминает проходной, но у него другая форма режущей пластины – треугольная. При помощи таких инструментов для токарного станка по металлу заготовки обрабатывают по направлению, перпендикулярному оси их вращения. Кроме отогнутых, есть и упорные виды таких токарных резцов, но область их применения очень ограничена. Резцы данного типа могут быть изготовлены со следующими размерами державок (в мм): 16х10; 25х16; 32х20. 1.5 Отрезные резцыОтрезной резец считается наиболее распространенным типом инструмента для токарного станка по металлу. В полном соответствии со своим названием используется такой резец для отрезки заготовок под прямым углом. С его помощью также прорезают канавки различной глубины на поверхности детали из металла. Определить, что перед вами именно отрезной резец для токарного станка, достаточно просто. Его характерной чертой является тонкая ножка, на которую и напаяна пластина из твердого сплава. В зависимости от конструктивного исполнения выделяют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их друг от друга очень просто. Для этого необходимо перевернуть резец режущей пластиной вниз и посмотреть, с какой стороны располагается его ножка. Если с правой, то он правосторонний, а если слева, то, соответственно, левосторонний. Различаются такие инструменты для токарного станка по металлу еще и по размерам державки (в мм): 16х10 (для небольших учебных станков); 20х12; 20х16 (самый распространенный типоразмер); 40х25 (такие массивные токарные резцы сложно найти в свободной продаже, в основном их изготавливают под заказ). 1.6 Резьбонарезные резцы для наружной резьбыНазначение таких резцов для токарного станка по металлу – нарезание резьбы на наружной поверхности заготовки. Данными серийными инструментами нарезают метрическую резьбу, но можно изменить их заточку и нарезать с их помощью резьбу другого вида. Режущая пластина, устанавливаемая на таких токарных резцах, имеет копьевидную форму, изготавливается она из сплавов, которые были указаны выше. Такие резцы делают в следующих типоразмерах (в мм): 16х10; 25х16; 32х20 (используются очень редко). 1.7 Резцы для нарезания внутренней резьбыТакими резцами для токарного станка можно нарезать резьбу только в отверстии большого диаметра, что объясняется их конструктивными особенностями. Внешне они напоминают расточные резцы для обработки глухих отверстий, но не стоит их путать, так как они принципиально отличаются друг от друга. Выпускаются такие резцы по металлу в следующих типоразмерах (в мм): 16х16х150; 20х20х200; 25х25х300. Державка этих инструментов для токарного станка по металлу имеет квадратное сечение, размеры сторон которого можно определить по двум первым цифрам в обозначении. Третья цифра – это длина державки. От данного параметра зависит глубина, на которую можно нарезать резьбу во внутреннем отверстии заготовки из металла. Такие резцы можно использовать только на тех токарных станках, которые оснащены приспособлением, называемым гитарой. 1.8 Расточные резцы для обработки глухих отверстийРасточными резцами, режущая пластина которых имеет треугольную форму (как и у подрезных), выполняют обработку глухих отверстий. Рабочая часть инструментов этого типа выполнена с изгибом. Державки таких резцов могут иметь следующие размеры (в мм): 16х16х170; 20х20х200; 25х25х300. Максимальный диаметр отверстия, которое можно обработать при помощи такого токарного резца, зависит от размера его державки. 1.9 Расточные резцы для обработки сквозных отверстийТакими резцами, рабочая часть которых выполнена с изгибом, обрабатываются сквозные отверстия, предварительно полученные при помощи сверления. Глубина отверстия, которое можно обработать на станке при помощи инструмента данного вида, зависит от длины его державки. Слой металла, который снимается при этом, приблизительно равен величине отгиба его рабочей части. На современном рынке представлены расточные резцы следующих типоразмеров, требования к которым оговариваются в ГОСТ 18882-73 (в мм): 16х16х170; 20х20х200; 25х25х300. 1.10 Фасонные резцыФасонные резцы в отличие от обычных токарных представляют специальный инструмент. Форма режущего лезвия фасонного резца определяется формой профиля обрабатываемой поверхности. Этот инструмент обеспечивает высокую производительность, точность обработки, большое количество переточек. Все это делает его незаменимым при обработке деталей на токарных и токарно-револьверных полуавтоматах и автоматах. Однако из-за сравнительно большой стоимости область применения ограничивается чаще всего серийным и массовым производством. 2. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЦОВПри обработке металл оказывает сопротивление снятию стружки, т. е. сопротивление работе резца. Поэтому к материалу, из которого изготовляют резцы, предъявляют высокие требования. Чтобы режущая часть резца могла врезаться в поверхность заготовки, твердость ее должна быть выше твердости обрабатываемого металла. В процессе обработки металл, сопротивляясь внедрению режущей части инструмента в срезаемый слой, давит на переднюю поверхность резца; эта сила лавления стремится изогнуть, сломать резец. Поэтому материал, из которого сделан резец, должен обладать достаточной прочностью. Режущая кромка резца, испытывающая при работе ударные нагрузки, нё должна выкрашиваться, поэтому материал режущей части должен быть достаточно вязким. Передняя и задняя поверхности резца, соприкасающиеся в процессе резания с металлом, подвергаются истиранию и нагреву до температуры 1000° С, в результате чего режущая часть резца изнашивается, инструмент затупляется. Следовательно, инструментальные материалы должны быть износостойкими при высокой температуре в течение продолжительного времени, т. е. обладать высокой красностойкостью. Инструментальные материалы, применяемые для изготовления режущего инструмента, можно разделить на группы. 1. Материалы для инструментов, работающих на низких скоростях резания. К ним относятся инструментальные углеродистые стали — качественные (марки У10, У12 и др.) и высококачественные (марки У ЮЛ, У12А и др.) с твердостью HRC 58—64 после термической обработки. Инструмент из этих сталей сохраняет режущие свойства при температуре нагрева лишь до 200—250° С. В эту группу входят также инструментальные легированные стали: хромокремнистая 9ХС, хромовольфрамовая ХВ5, хромомар - ганцовистая ХВГ и др. После термической обработки эти стали выдерживают в процессе резания температуру нагрева до 250—300° С. 2. Материалы для инструментов, работающих на повышенных скоростях. К ним относятся быстрорежущие стали Р9, Р12, Р18, Р6МЗ, Р9К5 и др. После термической обработки эти стали приобретают высокую твердость (HRC 62—65), прочность и износостойкость. Резец, изготовленный из этих сталей, сохраняет режущие свойства при нагреве в процессе работы до температуры 600—650° С. 3. Материалы для инструментов, работающих на высоких скоростях. К ним относятся металлокерамические твердые сплавы, выпускаемые в виде пластинок различных размеров и форм, а также алмазы. Для изготовления металлорежущих инструментов применяют три группы металлокерамических сплавов: вольфрамовую (ВК), титановольфрамовую (ТК) и титанотанталовольфрамовую (ТТК). Резцы, оснащенные пластинками из твердых сплавов вольфрамовой группы, используют для обработки чугунов, цветных металлов и сплавов, ВК8—- для обдирочной обработки, ВК6 — для чистовой. Твердые сплавы титановольфрамовой группы предназначены для обработки углеродистых и легированных сталей: для черновой обработки, а также при прерывистом резании используют резцы, оснащенные пластинками Т5КІ0 для получистовой и чистовой обработки— резцы с пластинками Т15К6. Твердые сплавы титанотанталоволь - фрамовой группы (ТТ7К12) используют для черновой обработки по корке стальных поковок, штамповок и отливок с раковинами и различными неметаллическими включениями, а также при работе резца с ударами. Минералокерамические материалы, предназначенные для изготовления режущего инструмента, выпускаются в виде пластин белого цвета, которые крепятся к державке инструмента. Наиболее распространенная марка ЦМ-332 (микролит) обладает высокой твердостью, теплостойкостью и износостойкостью. Хрупкость этого материала ограничивает его широкое применение. Сплав ЦМ-332 используют только для чистовой и получистовой обработки углеродистых и легированных сталей, медных и алюминиевых сплавов и чугунов. Применение алмазных инструментов позволяет производительно и высококачественно обрабатывать самые твердые материалы. Алмазные резцы различаются по своему назначению и методам крепления кристалла алмаза к державке. Кристалл алмаза может впаиваться в паз державки или закрепляться механическим способом. 3. Температура резания3.1 Температура резанияВ процессе обработки в результате трения поверхностей резца о заготовку и стружку теплота, выделяемая в результате этой работы, накапливается, при этом происходит рост температуры инструмента. Максимального значения температура достигает в центре давления резца, т.е. в той точке передней поверхности, где происходит контактирование её с огибающей режущую кромку стружкой. В среднем, температура передней поверхности достигает 200оС. Температура резания значительно влияет на способность резца осуществлять резание в течение определенного времени без переточки. 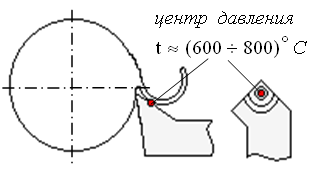 Кроме того, температура резания влияет на усадку стружки, упрочнение и т.д. Температура резания повышается при увеличении режимов резания. При этом наибольшее влияние оказывает скорость резания, наименьшее – глубина. Геометрия резца также влияет на температуру резания. Так с ростом величины переднего и заднего углов температура резания до определенной величины может уменьшаться за счет уменьшения работы по внедрению режущего инструмента в материал. Но при значительном увеличении углов уменьшается теплоотвод. Снижает температуру резания уменьшение главного угла в плане, так как при этом увеличивается площадь контакта, что способствует теплоотводу. Значительное влияние на температуру резания оказывают механические свойства материала заготовки (твердость, прочность и др.), определяющие объем работы, необходимый для деформирования материала, влияют и свойства материала режущей части инструмента, особенно теплопроводность. 3.2 Смазочно-охлаждающие жидкости (сож)Введение в зону резания СОЖ выполняет следующие функции: уменьшение трения между поверхностями инструмента и заготовки уменьшение температуры резания производит охрупчивание материала заготовки (СОЖ способствует разрыхлению материала, т.е. улучшает условия резания) способствует процессу стружкообразования. В зависимости от назначения все СОЖ делятся на две группы: охлаждающие – различные растворы и эмульсии смазочные – различные масла, керосин и сульфофрезол (масло с добавкой серы). Охлаждающие СОЖ применяются при черновых работах, когда имеет место значительное усилие и температура резания и т.д. Смазочные СОЖ применяют при чистовых работах. При больших скоростях резания и подачах применение СОЖ вообще не рекомендуется. Все применяемые СОЖ должны быть безвредны для исполнителя и не должны вызывать коррозии материала инструмента и станка. Список литературыhttps://studfile.net/preview/16567248/page:25/ https://met-all.org/obrabotka/tokarnaya/reztsy-dlya-tokarnogo-stanka-po-metallu.html#h2_3 https://vseostankah.com/tokarnyj-stanok-po-metallu/reztsy-tokarnye-vidy-klassifikatsiya.html https://benzo-electro-instrument.ru/wp-content/uploads/2/9/e/29ed5cc3ec0fc5f2b50b092cd4f50646.png https://msd.com.ua/tokarnoe-delo/materialy-rezcov/ https://studfile.net/preview/7202978/page:13/ |