Реферат на тему Автоматизация нефти и газа. Реферат. Реферат по дисциплине Основы трибологии нефтепромыслового оборудования по теме повышение износостойкости деталей наплавкой и напылением металла
 Скачать 310 Kb. Скачать 310 Kb.
|

|
Министерство науки и высшего образования Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего образования «Уфимский государственный нефтяной технический университет» Горно-нефтяной факультет Кафедра «Машины и оборудование нефтегазовых промыслов» РЕФЕРАТ по дисциплине «Основы трибологии нефтепромыслового оборудования» по теме: ПОВЫШЕНИЕ ИЗНОСОСТОЙКОСТИ ДЕТАЛЕЙ НАПЛАВКОЙ И НАПЫЛЕНИЕМ МЕТАЛЛА Выполнил: Студент группы БМП-17-01 Д.Ф. Рахматуллин Проверил: Профессор Ф.Ш. Забиров Уфа 2020 СОДЕРЖАНИЕ
ВВЕДЕНИЕ С развитием науки и техники все больше увеличиваются требования к технологии машиностроения и методам изготовления деталей. Привычные методы обработки отходят на задний план. Это приводит к появлению новых, прогрессивных методов обработки, которые позволяют улучшить качество изготавливаемых деталей, упростить технологический процесс и снизить себестоимость. Одним из таких прогрессивных методов являются наплавка и напыление. Точность и стабильность геометрических размеров изделий, особенно крупногабаритных, качество поверхностного слоя материалов определяют основные эксплуатационные показатели изделий: работоспособность, ресурс, эффективность последующих технологических операций, ремонтопригодность объекта. То есть показатели, определяющие точность и форму изделия, свойства поверхностного слоя, являются остаточные напряжения в заготовках, влияющие на геометрические параметры изделий (особенно крупногабаритных) в процессе изготовления деталей и в период их эксплуатации. Остаточные напряжения могут вызывать нарушение сплочённости материала и его разрушение. Механически обработка заготовки снижает величину и неравномерность напряжений. Однако в ряде случаев экономически не целесообразно удалять припуск с отдельных участков деталей, т.к. после этого неравномерность напряжений может ещё больше возрасти, что приведет к потере точности и браку деталей. Для снижения коробления изделий используют стабилизирующие операции (например, нормализацию, отжиг), но для подобных операций у крупногабаритных изделий необходимы большие термические печи, которые могут располагаться на стороне вдали от заказчика. Так же стабилизирующие операции нуждаются в больших материальных затратах, таких как: приобретение печей, затраты на сырье (природный и другие газы), затраты на охрану труда, обучение и оплату труда рабочих термических цехов. 1 Назначение наплавки металла Наплавка — нанесение посредством сварки плавлением слоя металла на поверхность изделия. Появление технологии наплавки относится к 1896 г., когда Спенсер получил патент на изобретение. Однако промышленное применение началось несколько позже. В частности, в 1922 г. братья Студи впервые осуществили в США наплавку коронок нефтяного бура способом газовой сварки с использованием присадочного материала в виде стальной трубки, заполненной хромовым сплавом. Примерно в это же время была осуществлена наплавка клапанов двигателей внутреннего сгорания с помощью изобретенного Хейнзом кобальтохромовольфрамового сплава — стеллита. Первое время для наплавки использовали только газовую сварку, но по мере развития технологии стали использовать и другие способы. Сущность процесса наплавки состоит в том, что на металлическую поверхность направляется мощный источник тепла и подается присадочный материал, который расплавляется совместно с материалом основы и образует жидкую ванну. При остывании в процессе кристаллизации формируется наплавленный слой, свойства которого определяются структурой и химическим составом наплавляемого материала и, как правило, отличаются от свойств и химического состава основного металла. Наплавка используется для нанесения на детали слоя металла, обладающего повышенной прочностью и твердостью, износостойкостью, коррозионной стойкостью, жаропрочностью, кислотостойкостью и другими свойствами, что позволяет значительно увеличить срок службы деталей и намного сократить расход дефицитных материалов для их изготовления. Для сохранения неизменности состава, следовательно, и свойств наплавленного слоя процесс наплавки необходимо проводить таким образом, чтобы проплавление основного металла и его перемешивание с наплавляемым отсутствовало или было минимальным. Наплавкой можно нарастить слой практически любой толщины (от долей миллиметра до нескольких сантиметров) различного химического состава и физико-механических свойств на поверхности деталей простой и сложной формы. Помимо придания наплавляемым деталям новых свойств наплавка широко используется в ремонтном производстве для восстановления размеров изношенных деталей, устранения трещин и др. В этом случае химический состав наплавляемого слоя может соответствовать составу основного металла. Основные методы наплавки металла Способы наплавки. В зависимости от способа сварки, используемого при наплавке, наплавка подразделяется на электродуговую, электрошлаковую, газовую, плазменную и лазерную (рисунок 1) 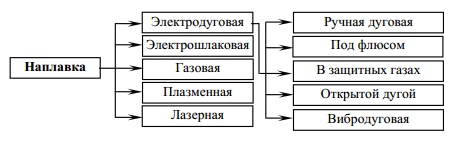 Рисунок 1 – Классификация способов наплавки Электродуговая наплавка является наиболее широко распространенным способом наплавки. Она может быть ручной, автоматической или механизированной. Ручная дуговая наплавка может осуществляться с помощью плавящегося и неплавящегося электродов. Ручная дуговая наплавка плавящимся электродом является самым простым способом. При этом способе наплавки используется обычное сварочное оборудование и электроды с покрытиями, в состав которых помимо шлакообразующих и газообразующих компонентов могут входить и легирующие компоненты. Наплавку выполняют короткой дугой обратной полярности с использованием минимального тока. Для повышения производительности процесса применяют наплавку пучком электродов или трехфазной дугой. Ручная дуговая наплавка плавящимся электродом позволяет наплавлять детали практически любой формы и в любом пространственном положении. При ручной дуговой наплавке неплавящимся (угольным) электродом в качестве наплавочных материалов используют порошковые смеси, литые твердые сплавы, порошковую проволоку. При наплавке порошковых смесей на очищенную поверхность насыпают тонкий (0,2...0,3 мм) слой флюса, затем слой порошка толщиной 3...5 мм и шириной до 20...60 мм, возбуждают дугу на основном металле, а затем переносят ее на слой порошка. Наплавку выполняют с использованием переменного или постоянного тока прямой полярности. Область применения ручной дуговой наплавки — упрочнение рабочих органов сельскохозяйственных, строительных и дорожных машин, деталей горно-металлургического оборудования: бульдозерных и грейдерных отвалов, зубьев ковшей экскаваторов и др. при небольшой протяженности швов в различных пространственных положениях. Ручная дуговая наплавка широко применяется при наплавке штампов, режущего инструмента, рельсовых концов и крестовин, зубьев экскаваторов, бил размольных мельниц и т. п. Твердость наплавленных слоев при этом методе наплавки составляет 25...65 НRC. Для повышения производительности процесса используют способы автоматической и механизированной дуговой наплавки. К ним относятся следующие виды: наплавка под флюсом, в среде защитных газов, открытой дугой и вибродуговая. 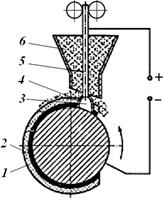 Рисунок 2 - Схема дуговой наплавки под слоем флюса: 1 — шлаковая корка; 2 — наплавленный слой; 3 — газовый пузырь; 4 — оболочка оплавленного флюса; 5 — электрод; 6 — бункер с флюсом. Сущность процесса дуговой наплавки под флюсом заключается в применении в качестве электрода наплавочной проволоки сплошного сечения, электродной порошковой проволоки, порошковой или спеченной электродной ленты с использованием гранулированного флюса, насыпаемого впереди дуги слоем толщиной 50...60 мм (рисунок 2). При этом способе наплавки образование капель при плавлении электрода и их перенос в жидкую ванну происходят в газовом пузыре, заполненном парами металла и флюса, а взаимодействие с атмосферными газами практически исключается. Наплавка под флюсом осуществляется в нижнем положении шва, чаще всего с использованием дуги обратной полярности. Для увеличения производительности применяется многоэлектродная наплавка или наплавка холоднокатаной лентой. Наплавочной холоднокатаной лентой можно наплавлять слой металла шириной до 100 мм. Наплавку в защитных газах применяют в тех случаях, когда невозможна или затруднена наплавка под флюсом. Она может осуществляться плавящимся и неплавящимся электродами. Как и при сварке, наплавку неплавящимся электродом (вольфрамовым) осуществляют в среде аргона, а в качестве присадочного материала используют наплавочную проволоку сплошного сечения и литые прутки. При наплавке в защитных газах плавящимся электродом, как и при наплавке под флюсом, используются наплавочная проволока сплошного сечения, электродная порошковая проволока, порошковая или спеченная электродная лента. Для защиты зоны горения дуги и жидкого металла используют углекислый газ, аргон или их смеси, иногда с добавлением кислорода. При наплавке в защитных газах применяют два способа газовой защиты: струйную общую защиту и местную защиту в камерах (рисунок 3). 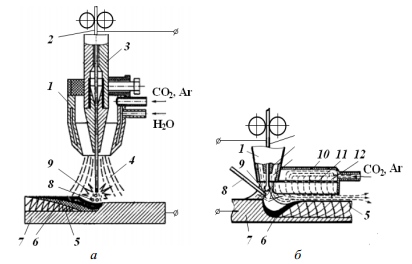 Рисунок 3 (а, б) - Схема дуговой наплавки в защитных газах: а — со струйной общей защитой; б — с местной защитой в камере; 1 — сопло; 2 — электрод; 3 — мундштук; 4 — основной защитный газ; 5 — наплавленное покрытие; 6 — сварочная ванна; 7 — деталь; 8 — наплавляемый материал; 9 — электрическая дуга; 10 — корпус местной камеры; 11 — сетка; 12 — дополнительный защитный газ При наплавке со струйной общей защитой обеспечивается защита только зоны расплавления (рисунок 3 а). При этом возможно поступление воздуха на наплавляемый участок, поэтому для защиты жидкой ванны при нанесении покрытий из активных металлов применяют местные защитные камеры (рисунок 3 б). Наплавка в защитных газах позволяет наносить покрытия на детали сложной формы в различных пространственных положениях, осуществлять непосредственное наблюдение за процессом и проводить его корректировку во время наплавки. 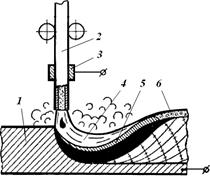 Рисунок 4 - Схема наплавки открытой дугой (порошковой проволокой): 1 — обрабатываемая поверхность; 2 — порошковая проволока; 3 — токоподвод; 4 — электрическая дуга; 5 — расплавленный шлак; 6 — шлаковая корка Наплавка открытой дугой (или порошковой проволокой) в основном не отличается от наплавки в защитном газе плавящимся электродом (рисунок 4). Порошковая проволока представляет собой стальную оболочку, заполненную шихтой, включающей порошки легирующих элементов, шлакообразующие и газообразующие компоненты, а также раскислители. В процессе горения дуги шлакообразующие и газообразующие компоненты проволоки выполняют защитную функцию. Сущность процесса вибродуговой наплавки заключается в повторении циклов замыкания и размыкания электрода с поверхностью наплавляемой детали под действием вибрации. В качестве электрода используется наплавочная проволока сплошного сечения. Процесс вибродуговой наплавки осуществляется следующим образом (рисунок 5). Наплавочная проволока (электрод) 4, соединенная с вибрирующим элементом 5, подается на вращающуюся деталь 3. Вибрирующий элемент приводится ввдиейст электромагнитным или механическим вибратором с частотой 50 Гц и амплитудой 1,5...2,5 мм. Каждый цикл вибрации электрода включает в себя четыре последовательные стадии (рисунок 5): а — короткое замыкание (касание электрода наплавляемой поверхности детали); б — отрыв электрода от детали (возникновение дуги); в — процесс наплавки сварочной дугой; г — гашение дуги (холостой ход). 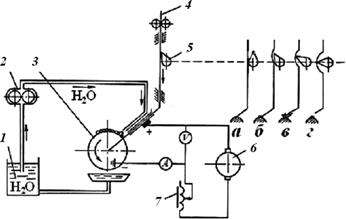 Рисунок 5 - Схема установки для вибродуговой наплавки деталей: 1 — емкость с охлаждающей жидкостью; 2 — водяной насос; 3 — деталь; 4 — наплавочная проволока; 5 — вибрирующий элемент; 6 — источник тока; 7 — регулятор режима наплавки металла В процессе наплавки изделие вращается, а проволока, совершая возвратно-поступательное движение, перемещается по его образующей. Одновременно в зону наплавки подается охлаждающая жидкость, которая защищает наплавленный металл от воздействия воздуха и, охлаждая деталь, способствует уменьшению зоны термического влияния и снижает сварочные деформации. В качестве охлаждающей жидкости применяются водные растворы солей, содержащие ионизирующие вещества (например, кальцинированную соду), облегчающие периодическое возбуждение дуги после ее гашения. Вибродуговую наплавку можно осуществлять не только в среде охлаждающей жидкости, но и под флюсом, в защитных газах и т. д. По сравнению с дуговой вибродуговая наплавка характеризуется меньшей величиной зоны термического влияния и позволяет наносить слои наплавляемого металла толщиной 0,5…2,0 мм при восстановлении деталей из стали, серого и ковкого чугунов (шейки валов, шлицы, резьбовые поверхности и др.). При электрошлаковой наплавке электродная проволока (или лента) непрерывно подается и расплавляется внутри слоя электропроводного жидкого шлака, разогреваемого проходящим через него электрическим током. Электрошлаковая наплавка характеризуется высокой производительностью (до 200 кг/ч) и позволяет наплавлять слои заданного химического состава на плоских поверхностях (рисунок 6, а) и на поверхностях вращения (рисунок 6, б), обеспечивая за один проход получение наплавленного слоя требуемой толщины с минимальным (до 10 %) его перемешиванием с металлом основы. 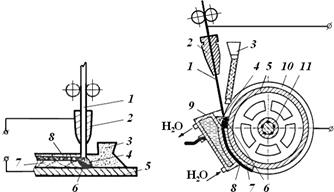 Рисунок 6 (а, б) - Схема электрошлаковой наплавки: а — плоской поверхности; б — цилиндрической поверхности; 1 — наплавочный материал; 2 — токоподводмундштук; 3 — гранулированный шлак; 4 — шлаковая ванна; 5 — обрабатываемая поверхность; 6 — сварочная ванна; 7 — наплавленный металл; 8 — шлаковая корка; 9 — кристаллизатор; 10 — технологические пластины; 11 — оправка Этот способ применяется для наплавки поверхностей прокатных валков, катков, гусениц тракторов, зубьев ковшей экскаваторов, крупномодульных зубьев шестерен и звездочек, в производстве заготовок для их последующей прокатки и получения биметаллических листов и др. Газовая наплавка — распространенный способ наплавки, осуществляемый на стандартном оборудовании для газовой сварки. В качестве присадочного материала используются проволока сплошного сечения, порошковая проволока, литые прутки и порошки из сплавов для наплавки. Присадочный металл в виде проволок или прутков подается в сварочную ванну вручную или специальными механизмами. При наплавке порошковых материалов с помощью горелок специальной конструкции предварительно напыляют слой порошка на поверхность изделий, а затем оплавляют нанесенное покрытие. При наплавке небольших порций порошков процесс напылениящоесутвляют одновременно с оплавлением покрытия. Наплавка может проводиться во всех пространственных положениях и на деталях практически любой толщины и формы. Производительность газовой наплавки составляет до 3 кг/ ч, а толщина наплавленного слоя — 0,3...3 мм. Газовая наплавка чаще всего применяется для устранения дефектов (трещины, раковины и т. д.) на корпусных деталях из бронзы, латуни и других цветных металлов (вкладыши, щеткодержатели электрических машин и др.). Плазменная наплавка является наиболее прогрессивным способом нанесения износостойких покрытий на рабочую поверхность деталей при их изготовлении или восстановлении. Плазменная наплавка выполняется с использованием порошковых материалов или проволоки из высоколегированных сталей, а в качестве плазмообразующего, защитного и транспортирующего газов обычно используется аргон. Расход газа и диапазон рабочих токов и напряжений при наплавке примерно тот же, что и при плазменной сварке. Для плазменной наплавки порошковых материалов используются плазмотроны с дугой как прямого, так и косвенного действия. Однако в последнее время нашли широкое применение плазмотроны комбинированного действия. В таком плазмотроне (рисунок 7) одновременно реализуется горение независимой дуги между вольфрамовым электродом и соплом и основной — между электродом и изделием. При горении независимой дуги происходит расплавление присадочного металлического порошка, а при горении основной — нагрев поверхности изделия и сплавление присадочного и основного металлов. Плазмотроны комбинированного действия обеспечивают минимальную глубину проплавления и минимальную долю основного металла в составе наплавленного, что является важнейшим технологическим преимуществом плазменной наплавки по сравнению с другими способами. 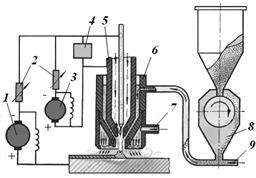 Рисунок 7 - Схема установки для плазменной наплавки металлическим порошком: 1 — источник питания дуги прямого действии; 2 — балластные сопротивления; 3 — источник питания дуги косвенного действия; 4 — осциллятор; 5 — сопло для плазмообразующего газа; 6 — корпус горелки; 7 — отверстие для ввода защитного газа; 8 — питатель для подачи порошка; 9 — трубка, по которой подается газ, несущий порошок С помощью плазменной наплавки металлическим порошком можно получить жаростойкие и наиболее износостойкие покрытия из сплавов на основе никеля и кобальта. Этот способ позволяет получить тонкий равномерный слой покрытия с гладкой беспористой поверхностью, не требующей дополнительной механической обработки. Применение присадочного материала в виде порошка позволяет использовать для наплавки практически любые сплавы, что трудно осуществить при использовании присадочной проволоки. При плазменной наплавке токоведущей присадочной проволокой дуга горит между вольфрамовым электродом (катодом плазмотрона) и проволокой (анодом), равномерно подаваемой в пространство между соплом и изделием. При таком способе обеспечивается более высокая производительность процесса наплавки при малой глубине проплавления основного металла, однако возможности получения тонкого и равномерного слоя ограничены. Плазменная наплавка позволяет за один проход наносить слой толщиной от 0,25 до 9,5 мм и шириной от 1,2 до 45 мм. Плазменная наплавка широко применяется для упрочнения поверхности и защиты от коррозии и износа деталей, работающих при высоких нагрузках и температурах. Этот способ наплавки можно выполнять на универсальных установках, позволяющих наплавлять детали разной формы и размеров, или на специализированных установках, предназначенных для наплавки деталей одного типа. Плазменную наплавку используют для упрочнения и восстановления клапанов двигателей внутреннего сгорания, дисков и седел арматуры, инструмента и др. Лазерная наплавка — способ упрочнения при изготовлении и восстановлении деталей, при котором для нагрева используется энергия излучения лазера. Узкая фокусировка лазерного луча и высокая концентрация энергии в зоне его воздействия на материал исключает разогрев детали и искажение ее формы и позволяет осуществлять наплавку практически любых материалов. Быстрое охлаждение наплавленного металла (со скоростью 0д0о02 ° С/с) способствует получению высокотвердых структур как в поверхностном слое основного металла, так и в наплавленном. Наиболее простой является наплавка порошковых материалов. Сущность этого процесса заключается в нанесении порошковой смеси на изношенную поверхность детали и в последующей ее обработке мощным излучением. Этот метод позволяет получать наплавленныевпеорхности толщиной до 0,1 мм . Производительность лазерной наплавки в условиях серийного производства может достигать до 1 кг/ч при доле основного металла в наплавленном 5...7 %. Область применения лазерной наплавки — изготовление режущего инструмента, упрочнение рабочих поверхностей клапанов двигателей внутреннего сгорания, местное упрочнение рабочих поверхностей штампов и других тяжело нагруженных деталей в труднодоступных местах. Например, этот способ используют для наплавки лопастей турбин, распределительных валов и других деталей ответственного назначения. 1.2 Материалы, применяемые для наплавочных работ. Электроды с покрытием. Для ручной дуговой наплавки поверхностных слоев с особыми свойствами используются металлические покрытые электроды (ГОСТ 10051-75 предусматривает 44 типа электродов). Обозначение типов электродов состоит из индекса Э и следующих за ним цифр и букв, маркировка которых аналогична маркировке сварочных электродов и определяет химический состав наплавляемого материала. Так, для наплавки деталей, работающих в условиях интенсивных ударных нагрузок (осей, валов, автосцепок и др.), применяются электроды типов Э-10Г2, Э-11Г3, Э-30Г2ХМ и др., для восстановления изношенных деталей из высокомарганцовистых сталей типов Г13 и Г13Л — Э-65Х11Н3, Э-65Х25Г13Н3, для металлорежущего инструмента — Э -80В18Х4Ф, Э-90В10Х5Ф2 и др., для деталей, работающих в условиях интенсивных ударных нагрузок с абразивным изнашиванием, — Э-95Х7Г5С, Э-30Х5В2Г2СМ. Наплавочная проволока сплошного сечения. Для автоматической и механизированной дуговой наплавки применяется стальная наплавочная проволока сплошного сечения (ГОСТ 10543-98). Стандартом предусмотрен выпуск проволоки из углеродистых сталей 3- х марок, легированной стали 9-и марок и высоколегированной стали 9-и марок. Обозначение марки проволоки состоит из индекса Нп (наплавочная) и следующих за ним цифр и букв, показывающих содержание углерода и легирующих элементов. Углеродистые наплавочные проволоки (Нп-30, Нп-50, Нп-85) применяются, в основном, для восстановления размеров изношенных деталей (осей, валов, опорных роликов и др.). Легированные наплавочные проволоки (Нп-40Г, Нп-40Х2Г2М, Нп-50ХВА и др.) используются для восстановления деталей, испытывающих ударное и абразивное изнашивание (коленчатые валы двигателей внутреннего сгорания, шлицевые валы, оси, поворотные кулаки и др.). Высоколегированные наплавочные проволоки (Нп-20Х14, Нп-40Х13, Нп-30Х10Г10Т и др.) рекомендуются для наплавки деталей, работающих в условиях гидроабразивного изнашивания и высоких температур (лопасти гидротурбин, гребные валы морских судов, детали арматуры проходных печей и др.). Для автоматической и механизированной наплавки также применяют стальную сварочную проволоку. Так, для антикоррозионной наплавки рекомендуются Св-08Х19Н10Г2Б, Св-04Х19Н11М3 и др. Обычно для наплавки в защитных газах используют проволоку диаметром 1,6…2,2 мм, а для наплавки под флюсом — проволоку диаметром 3,0…5,0 мм и катанку диаметром 6,5 мм. Наплавочная порошковая проволока. Порошковые проволоки являются в настоящее время преобладающим материалом для наплавки износостойких покрытий. Они изготавливаются методом волочения или прокатки в виде трубки, заполненной порошковой шихтой заданного химического состава, с краями, сформированными встык или внахлестку (рисунок 8). Коэффициент заполнения (отношение массы порошковой шихты к общей массе проволоки для наплавки в процентах) наплавочной порошковой проволоки не превышает 40…45 %. Чаще всего для наплавки под флюсом используются проволоки диаметром 3,6 мм и 1,8…3,2 мм — для механизированной и автоматической наплавки открытой дугой.  Рисунок 8 - Конструкции порошковой проволоки: а — трубчатая стыковая; б — трубчатая с нахлестом кромки; в — двухслойная; 1 — металлическая оболочка; 2 — порошковая шихта Порошковые наплавочные проволоки производятся по ГОСТ 6101-84, который предусматривает 23 марки. Обозначение марки проволоки состоит из индексов ПП (порошковая проволока) и Нп (наплавочная) и следующих за ними цифр и букв, показывающих содержание углерода и легирующих элементов. В зависимости от вида изнашивания для нанесения покрытий используются различные марки порошковых проволок. Так, при абразивном изнашивании с умеренными и значительными ударными нагрузками применяются порошковые проволоки марок ПП-Нп-200Х12М, ПП-Нп-200Х12ВФ, ПП-Нп-250Х10Б8С2Т, ПП-Нп-350Х10Б8Т2 и др.; при трении металла о металл при знакопеременных нагрузках — ППНп-30Х5Г2СМ, ПП-Нп-18Х1Г1М и др.; при трении металла о металл в коррозионной среде и при эрозионном изнашивании — ПП -Нп-10Х14Т, ПП-Нп-10Х17Н9С5ГТ и др.; при термической усталости и больших удельных давлениях — ПП-Нп-25Х5ФМС, ПП-35В9Х3СФ, ПП-Нп-35Х6М2 и др.; при трении металла о металл без смазки и при трении качения — ППНп-14СТ, ПП-Нп-50Х3СТ и др.; при сильных ударах и высоких контактных нагрузках — ПП-Нп-90Г13Н4 и ПП-Нп-12Х12Г12СФ. Наплавочная холоднокатаная лента. При антикоррозионной наплавке под флюсом используют холоднокатаные ленты. Содержание углерода в них не превышает 0,08 % при различном содержании хрома и никеля. Для повышения коррозионной стойкости металл стабилизируется титаном или ниобием. Для антикоррозионной наплавки производят ленты девяти типов. Например, ленты Св- 04Х19Н11М3, Св-10X16Н25АМ6, Св-08Х19Н10Г2Б, Св-07Х25Н13 выпускают согласно ТУ 14-1-1468-75. Для наплавки применяют ленты толщиной 0,4…1,0 мм и шириной 20…100 мм. Рисунок 9 - Конструкции наплавочной порошковой ленты: а — одно замковая; б — двух замковая Наплавочная порошковая лента. Порошковые ленты для наплавки производятся методом прокатки шириной 10…18 мм и толщиной 3…3,8 мм и по конструкции они могут быть одно и двух замковые (рисунок 9). Порошковые ленты используются для наплавки под флюсом и для механизированной и автоматической наплавок открытой дугой. Обозначение марки ленты состоит из индексов ПЛ (порошковая лента) ипНлпав(ончаная ) и следующих за ними цифр и букв, показывающих содержание углерода и легирующих элементов. Например, ленты ПЛ-Нп-300Х25С3Н2Г2 и ПЛ-Нп-400Х25С3Г2М применяются для наплавки деталей дробилок, ножей бульдозеров, бил угольных мельниц и др.; ПЛ-Нп-15Х4В2М2, ПЛ-Нп-20Х4В2М2, ПЛ-Нп-20Х10Г10Т — для наплавки крановых колес, роликов и направляющих; ПЛ-Нп-12Х16Н9С5Г2Т и ПЛ-Нп-12Х16Н8М6С5Г4Б — для наплавки под флюсом деталей трубопроводной арматуры, работающей при температурах до 560 °С. Наплавочная спеченная лента. Ленты изготавливают холодной прокаткой смеси порошков железа и сталей с добавлением к ним легирующих элементов в виде порошков металлов, ферросплавов, графита с последующим спеканием в водороде. Спеченную ленту производят толщиной 0,8…1,2 мм и шириной 30…60 мм (ГОСТ 22366-93). Преимуществом спеченной ленты является повышение производительности наплавки (на 25…30 % по сравнению с холоднокатаной лентой идентичного химического состава). Стандартом предусматривается изготовление 7-и марок спеченных лент для электрошлаковой наплавки и 10- и марок — для дуговой. Обозначение марки ленты состоит из индекса ЛС (лента спеченная) и следующих за ним цифр и букв, показывающих содержание углерода и легирующих элементов. В зависимости от вида изнашивания для нанесения покрытий используются различные марки спеченных лент. Например, для деталей, работающих в условиях абразивного изнашивания, сопровождаемого ударными нагрузками (ножи бульдозеров, ножевые диски плугов, детали грузовых автомобилей и др.), применяются спеченные ленты марок ЛС-70Х3НМ и ЛС-70Х3НМС; для деталей, работающих в условиях интенсивного абразивного изнашивания, сопровождаемого умеренными ударными нагрузками (катки гусеничного хода, ножи бульдозеров и др.), — ЛС-У10Х7ГР1; для деталей, работающих в условиях трения металла о металл (крановые колеса, тормозные шкивы, катки и натяжные колеса гусеничных машин и др.), — ЛС-18ХГСА и ЛС-25ХГСА. Прутки для наплавки. Прутки используются в качестве присадочного материала при газовой наплавке и дуговой наплавке в среде защитных газов. По ГОСТ 21449-75 производят литые прутки ПР-С27 (тип наплавленного металла У45Х28Н2СВМ), Пр-В3К (тип наплавленного металла У10ХК63В5), Пр-В3К-Р (тип наплавленного металла У20ХК5),7В10 используемые для наплавки деталей, работающих в условиях абразивного изнашивания, ударных нагрузок, коррозии, эрозии при повышенных температурах или в агрессивных средах. Например, литые прутки марки Пр-С27 применяют для наплавки рабочих органов почвообрабатывающих и дорожных машин, зубьев ковшей экскаваторов и т. п.; Пр-В3К — для наплавканиовклап и седел двигателей внутреннего сгорания, уплотнительных поверхностей деталей энергетической, нефтяной арматуры, ножей и т. п.; Пр-В3К-Р — для наплавки режущего инструмента, зубьев рамных пил и т. п. Диаметр прутков для наплавки составляет 4, 5, 6 и 8 мм, длина — 300…500 мм. Порошки из сплавов для наплавки. В зависимости от химического состава порошки из сплавов для наплавки изготавливают следующих марок: ПГ-С27 (тип наплавленного металла ПН-У40Х28Н2С2ВМ), ПГ-УС25 (тип наплавленного металла ПНУ50Х38Н), ПГ-ФБХ6-2 (тип наплавленного металла ПН-У45Х35ГСР), ПГ-АН1 (тип наплавленного металла ПН-У25Х30СР), ПГ-СР2 (тип наплавленного металла ПН-ХН80С2Р2), ПГ-СР3 (тип наплавленного металла ПН-ХН80С3Р3) и ПГ-СР4 (тип наплавленного металла ПН-ХН80С4Р4). В зависимости от гранулометрического состава порошки выпускаются следующих классов: крупный, средний, мелкий и очень мелкий с размерами частиц1о6тд0о, 1,25 мм. Порошки используются для наплавки и напыления износостойкого слоя на детали машин и оборудования, работающие в условиях абразивного изнашивания, ударных нагрузок, коррозии, эрозии при повышенных температурах или в агрессивных средах. Например, порошки марок ПГ-С27 и ПГ-АН1 применяются для наплавки деталей металлургического и энергетического оборудования, сельскохозяйственных и строительных машин, работающих в условиях абразивного изнашивания при умеренных ударных нагрузках; ПГ-УС25 — для наплавки деталей сельскохозяйственных машин, работающих в условиях интенсивного абразивного изнашивания без ударов; ПГ-СР2, ПГ-СР3 и ПГ-СР4 — для наплавки и напыления деталей уплотнительных поверхностей арматуры тепловых и атомных электростанций, подвергающихся интенсивному изнашиванию и воздействию агрессивных сред. 2 Назначение напыления металла. Напыление — процесс нанесения покрытия на поверхность детали с помощью высокотемпературной скоростной струи, содержащей частицы порошка или капли расплавленного напыляемого материала, осаждающиеся на основном металле при ударном столкновении с его поверхностью. Первоначально напыление покрытий осуществляли с помощью истекающей из сопла горелки струи воздуха или нагретого газа, обеспечивающей мелкое распыление расплавленного металла и его осаждение на поверхности изделия. Этот способ впоследствии развился в технологию распыления жидких расплавов, широко используемую в современной порошковой металлургии. Первые газотермические покрытия были получены в начале XX в. М. У. Шоопом, который распылил расплавленный металл струей газа и, направив этот поток на образец – основу, получил на ней слой покрытия. По имени автора этот процесс называли шоопированием. Он был запатентован в Германии, Швейцарии, Франции и Англии. Конструкция первого газопламенного проволочного металлизатора Шоопа относится к 1912 г ., а первого электродугового проволочного металлизатора — к 1918 г. В СССР газовую металлизацию стали применять в конце 20-х гг. прошлого века, а в конце 30-х гг. она была успешно заменена электродуговой. Аппаратуру для электродуговой металлизации создали Н. В. Катц и Е. М. Линник. Нанесение покрытий испарением и конденсацией в вакууме впервые было применено в 20-х гг. прошлого столетия для получения тонких пленок (от 1 до 10 нм) в оптике и радиотехнической промышленности. Существуют два вида процесса напыления: газодинамическое и вакуумное (рисунок 10). В первом случае напыление осуществляют частицами порошкового материала размером 10…150 мкм. Во втором — образование покрытия происходит в вакууме при пониженном давлении за счет конденсации атомов или ионов напыляемого материала на поверхности изделия. 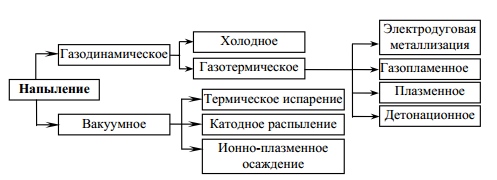 Рисунок 10 - Классификация процессов напыления. 2.1 Основные методы напыления металлов Электродуговое напыление. Сущность его состоит в плавлении металлических проволок электрической дугой, зажженной между ними, продувании через электрическую дугу струи сжатого газа, сдувании расплавленного металла и переносе его в виде частиц на восстанавливаемую поверхность. Преимущества электродугового напыления: процесс имеет наибольшую производительность (до 50 кг/ч) их всех видов напыления; высокий термический кпд; возможность получения покрытий с высокой адгезионной и когезионной прочностью и низкой пористостью. Затраты на нанесение 1 кг покрытия в два раза ниже, чем при электродуговой наплавке. Недостатки процесса сводятся к следующему. Интенсивное взаимодействие частиц с газовой средой приводит к насыщению покрытия кислородом и азотом, а также к повышенному содержанию оксидов. Необходимость применения только токопроводящих напыляемых материалов ограничивает возможность способа. Значительное выгорание легирующих элементов, содержащихся в стальных проволоках, при электродуговом напылении сужает область его применения. 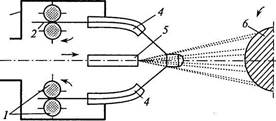 Рисунок 11 - Схема аппарата для электродугового напыления:1 - ролики подающие; 2 - проволока; 3 - провода электрические;4 - направляющие; 5 - сопло; 6 – заготовка Применяют ручное и механизированное напыление. В первом случае технологические перемещения аппарата производят вручную. Механизированные установки имеют устройства для перемещения распылителей относительно напыляемой поверхности. Частицы металла будущего покрытия при электродуговом напылении могут быть защищены от кислорода и азота воздуха стенкой продуктов сгорания газообразного или жидкого топлива или вдуванием пропана или природного газа, или паров бензина в зону горения дуги. Жидкий металл в последнем случае распыляют не струей сжатого воздуха, а продуктами сгорания, разогретыми до температуры 1800...2100 оС. Активированное электродуговое напыление заключается в распылении металла и его защите от влияния воздуха продуктами сгорания углеводородного топлива. Этот вид напыления целесообразно применять при восстановлении деталей, работающих в условиях граничной смазки. Применяют проволочные материалы - Нп-65Г, Нп-40Х13, Св-08Г2С. Повышение твердости покрытия является следствием науглероживания материала. Газопламенное напыление. Сущность заключается в нагреве напыляемого материала газовым пламенем и нанесении его на восстанавливаемую поверхность струей сжатого газа. В качестве основного материала применяют порошки, проволоки и шнуры. Газопламенное напыление -один из немногих процессов, с помощью которого наносят покрытия из шнуров. В зависимости от наличия и времени оплавления покрытий различают три вида газопламенного напыления: без оплавления, с одновременным оплавлением (в литературе называют газопорошковой наплавкой) и с последующим оплавлением. Первый вид напыления применяют для восстановления деталей, не испытывающих деформаций и знакопеременных нагрузок, рабочая температура которых < 350 оС. Способ применяют при восстановлении наружных и внутренних цилиндрических поверхностей подвижных и неподвижных соединений при невысоких требованиях к прочности соединения с основным материалом. Газопламенное напыление с одновременным оплавлением покрытия применяют для восстановления деталей из стали и чугуна при износе на сторону 1,3... 1,8 мм. Последующее оплавление покрытий толщиной 0,5... 1,3 мм выполняют газокислородным пламенем, в индукторе или другим источником тепла. Процесс применяют при восстановлении наружных и внутренних цилиндрических поверхностей подвижных и неподвижных соединений при повышенных требованиях к износостойкости и прочности соединения с основным материалом. Активирование газопламенного напыления обеспечивают интенсивным смешением рабочих газов, а также эффективным теплообменом между пламенем и материалом. Для газопламенного напыления выпускается много образцов горелок и оборудования. По мощности пламени газовые горелки подразделяются на: очень малой (до 60 л/ч), малой (от 60 до 700 л/ч), средней (от 700 до 2500 л/ч) и большой мощности (свыше 2500 л/ч), а по степени механизации - на ручные и машинные. В зависимости от способа подачи горючего газа горелки делят на инжекторные и безинжекторные. Применение электродугового и газопламенного напыления проволочными материалами эффективно для деталей (коленчатых валов, осей, вкладышей подшипников скольжения, направляющих), работающих в трущихся сопряжениях, и при восстановлении поверхностей отверстий под подшипники. Плазменное напыление. Основано на использовании энергии плазменной струи как для нагрева, так и для переноса частиц металла. Плазменную струю получают путем продувания плазмообразующего газа сквозь электрическую дугу и его обжатия стенками медного водоохлаждаемого сопла. В качестве плазмообразующих газов используют аргон, гелий, азот, водород и их смеси. Микроплазменное напыление применяют при восстановлении участков деталей с размерами 5... 10 мм с целью уменьшения потерь напыляемого материала. Используют плазмотроны малой мощности (до 2...2,5 кВт), генерирующие квазиламинарную плазменную струю при силе тока 10...60 А. Детонационное напыление. При этом виде напыления наносимые частицы приобретают энергию во время горения и перемещения ацетиленокислородной смеси в стволе пушки. Детонация - особый вид горения газообразного топлива. Она возникает в начальный период горения смеси и распространяется в трубе со скоростью 2000...3000 м/с. Температура горения смеси при детонационном напылении достигает 5200 оС, а развиваемое давление - сотен МПа. Упрочняющая обработка покрытий: Упрочнение напыленных покрытий включает механическую, термическую и комбинированную обработку. Высокотемпературное уплотнение покрытий заключается в приложении давления в процессе локального нагрева. Такое уплотнение позволяет назначать меньшие припуски под механическую обработку покрытий. Увеличение усилия обработки и температуры подогрева положительно влияют на структуру покрытия: трещины и поры уменьшаются или исчезают вовсе. СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
|