Ремонт и наладка средств КИП. Тема 1. Ремонт и наладка средств КИП. Ремонт контрольноизмерительных приборов и элементов систем автоматизации
 Скачать 460.4 Kb. Скачать 460.4 Kb.
|

|
РЕМОНТ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ И ЭЛЕМЕНТОВ СИСТЕМ АВТОМАТИЗАЦИИ В зависимости от объема ремонтных работ различают следующие виды ремонтов контрольно-измерительных приборов и элементов средств автоматизации: текущий, средний и капитальный. Текущий ремонт средств КИПиА проводится эксплуатационным персоналом КИПиА. Средний ремонт предусматривает частичную или полную разборку и настройку измерительной, регулирующей или других систем приборов, замену деталей, чистку контактных поверхностей, деталей или узлов. Капитальный ремонт включает полную разборку прибора (регулятора) с заменой деталей и узлов, пришедших в негодность, градуировку, изготовление новых шкал и опробование прибора после ремонта на испытательных стендах. После среднего и капитального ремонта прибор должен пройти ведомственную или государственную поверку (см. параграф 2.3). Применение при поверке и ремонте измерительных установок позволяет повысить производительность труда и точность измерений. Рабочий участок оснащают измерительными установками, обеспечивающими точные измерения ЭДС, напряжения, силы тока и электрического сопротивления. С их помощью поверяют потенциометры, магазины сопротивлений и другие приборы измерения сопротивления на постоянном токе. Для градуировки и поверки электроизмерительных приборов на постоянном и переменном токе до класса точности 0,5 используют автоматизированные установки. Установки позволяют вести разбраковку электроизмерительных приборов по классам точности и определять поправки к показаниям прибора в долях деления шкалы. С помощью кнопочного пульта управления печатающее устройство оформляет протокол испытания с указанием типа, номера и предела измерения прибора. Ремонтный участок должен быть укомплектован не только специальными испытательными стендами, но и следующими приборами: универсальным мостом Уинстона, одинарно-двойным мостом или образцовым двойным мостом — для измерения сопротивлений элементов электрических схем и блоков; магазинами сопротивлений — для использования в измерительных схемах; переносным потенциометром для измерений ЭДС термопар, проверки автоматических потенциометров и милливольтметров; комбинированными приборами Ц4313, Ц4315 —для измерения силы тока, напряжения и сопротивления, проверки электрических схем и цепей; мегаомметром — для измерения сопротивления изоляции электрических цепей; цифровым вольтметром — для измерения напряжения постоянного тока в пределах 0...500 В; электронно-лучевым осциллографом для визуального наблюдения за электрическим напряжением, а также для измерения амплитуд и длительности электрических сигналов. Ремонт электроизмерительных приборов. Характерные неисправности электроизмерительных приборов: повышенное трение в опорах; неисправность спиральных пружинок; обрывы обмоток рамок; обрывы добавочных сопротивлений и шунтов; выход из строя элементов схем, диодов и триодов. Трение в опорах увеличивает погрешность измерений, так как равновесие между вращающим моментом пружин при измерении электрической величины наступает несколько раньше и стрелка прибора не фиксирует истинного положения равновесия. Это справедливо как при уменьшении, так и при возрастании измеряемой величины, поэтому возникает удвоенная погрешность от трения, называемая вариацией от сил трения. Основные причины возрастания погрешностей от трения в опорах: плохое качество полировки камня и керна, уменьшение противодействующего момента пружин и увеличение массы подвижной системы. Конус керна должен иметь угол 50...55° при шероховатости поверхности обработки 12... 14-го класса. Вначале требуется обработать поверхность конуса, а затем сферическую поверхность (для закругления по заданному радиусу). Это удобно делать с помощью цанги часового станка полировочными брусками. Качество обработки контролируется микроскопом, установленным на корпусе станка. В качестве шлифовальных кругов применяют круги из яшмы и алмазов, а для полировки — наборные круги из кожи, фетра или прессшпана. В состав полировочной пасты входят (г): парафин 30, стеарин 30, керосин 6, пищевой свиной жир 10, оксид хрома 240. Оксид хрома должен иметь тонкую структуру (дисперсность), поэтому его просеивают через сито (шелк), имеющее 900 отверстий на 1 см . Для полировки применяют также пасты ГОИ, которые бывают трех сортов: тонкая, средняя и грубая.  21.1. Форма оправки для навивки спиральных пружинок: а — оправка; б — вид пружинки после навивки К неисправностям спиральных пружинок можно отнести изгиб, перегрев током ит. д. Незначительный изгиб или скручивание можно выправить двумя пинцетами после демонтажа пружинки. Осматривают пружинку при помощи часовой лупы. Навивку спиральных пружинок осуществляют с помощью оправки (рис. 21.1). Установку и пайку пружинок выполняют после тщательной подгонки соотношений размеров между пружинодержателями. После ремонта подвижной системы электроизмерительного прибора осуществляют ее уравновешивание с целью устранения дополнительной погрешности. Уравновешивание выполняют путем балансировки (правильной установки грузиков-противовесов). Типы противовесов и их держателей показаны на рисунке 21.2. Изготовляют их из латунной проволоки. Систему уравновешивают перемещением противовесов относительно их держателей до тех пор, пока при наклоне прибора стрелка не отклонится от нулевой или другой отметки шкалы. Окончательную фиксацию противовесов выполняют в зависимости от типа прибора оловом, припоем или шеллаком. Измерительные стрелки приборов (рис. 21.3) при деформациях и изгибах выравнивают пинцетом.  Рис. 21.2. Типы противовесов и их Рис. 21.3. Типы стрелок измерительных держателей: приборов: а, б, в — противовесы; г, д — держатели а — копьевидные; б — ножевые; в — рамочные Ремонт рамок, неподвижных катушек измерительных механизмов, шунтов и катушек индуктивностей выполняют перемоткой проводов согласно техническим данным прибора (сечение, тип изоляции).  Рис. 21.4. Оправка для намотки бескаркасных рамок: / — накидная пластина; 2 — стяжной болт; 3 — шаблон рамки; 4 — ось Существуют однослойная и многослойная укладка витков обмотки. К однослойной укладке относится простая однослойная и бифилярная; к многослойной — простая многослойная, спиральная секционированная и бифилярная. Бифилярную укладку выполняют для уменьшения индуктивности катушек. Провод в этом случае перед намоткой складывают вдвое. Рамки подвижных систем бывают каркасные и бескаркасные. Перед намоткой рамок провод проверяют на наличие ферромагнитных включений, а также измеряют его сечение и сопротивление на длине одного метра. При укладке провода через 2...4 слоя обмотку пропитывают бакелитовым лаком. Для намотки бескаркасной рамки применяют специальную оправку (рис. 21.4), с приводом которой связан счетчик числа витков. В зависимости от диаметра используемого провода для обеспечения высокого качества намотки, исключения случаев обрыва, повреждений изоляции и нарушения формы рамки при намотке следует соблюдать необходимое натяжение провода, которое определяется по специальным справочным таблицам. Натяжение обеспечивается тормозным устройством. После намотки требуемого количества витков верхний слой обмотки покрывают лаком, сушат 6...8 ч при температуре 20...50 °С, а затем рамку помещают в термостат температурой 100... 120 °С на 7...9 ч. После этого оправку разбирают, рамку очищают от следов лака, зачищают выводы и вторично сушат в термостате при той же температуре в течение 2...3 ч. После сушки проверяют общее сопротивление рамки на отсутствие обрывов и короткозамкнутых витков. Наличие короткозамкнутых витков в катушках определяют с помощью специальных электронных стендов. По выполнению намотки, проверки и сушки каркасные рамки практически не отличаются от бескаркасных. Перед намоткой проверяют каркас рамки, затем каркас покрывают бумагой и устанавливают на оправке в станок. При намотке используют клей БФ-2. Выводы рамки зачищают шабером или скальпелем, закручивают вокруг лепестков стрелкодержателей и держателей, а затем паяют припоем ПОС-90 с канифолью. Намотку катушек индуктивностей, шунтов и добавочных сопротивлений выполняют так же, как и в случае намотки рамки. В качестве намоточного провода при намотке добавочных сопротивлений и шунтов используют манганиновый провод в эмалевой изоляции. Намотку ведут для заданного значения сопротивления и контролируют с помощью электрического моста. После намотки для стабилизации характеристики добавочное сопротивление подвергают искусственному или естественному старению. Искусственное старение заключается в выдержке сопротивления в термостате при температуре 120 °С в течение 8 ч и остывании при комнатной температуре 20...25 °С. Цикл старения повторяют 8... 12 раз (в зависимости от диаметра провода), а затем окончательно подгоняют сопротивления при помощи указанных выше приборов. Магнитные системы приборов вследствие магнитного старения теряют свои свойства с течением времени. Причинами частичной потери магнитных свойств служат физико-химические изменения структуры материала, изменение температуры, действие внешних магнитных полей и т. д. Для улучшения свойств и повышения стабильности постоянных магнитов проводят их искусственное старение, которое заключается в том, что магнит выдерживают при температуре 100 °С в течение нескольких часов, а затем его намагничивают. Намагничивание можно выполнять по одной из приведенных на рисунке 21.5 схем. По схеме, показанной на рисунке 21.5, д, магнит намагничивается постоянным током, протекающим по шине, присоединяемой к конденсатору С. По этой схеме намагничиваются (постоянным током разряда батарей конденсаторов С общей емкостью до 20 мФ и при напряжении до 400 В) кольцевые и замкнутые магнитные системы. 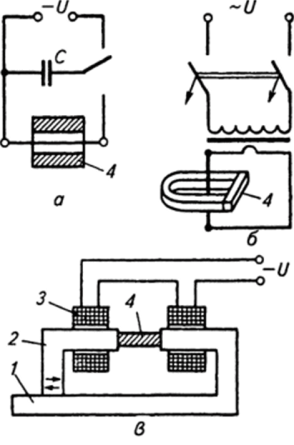 Рис. 21.5. Схемы для намагничивания постоянных магнитов: 1 — неподвижный магнитопровод; 2 — подвижный магнитопровод; 3— катушка; 4 — магнит По схеме, изображенной на рисунке 21.5, 6, намагничивание осуществляют переменным током через силовой трансформатор, нагрузкой которого служит коротко- замкнутая медная шина. На этой шине установлен намагничиваемый магнит. При размыкании цепи (при помощи автомата в первичной обмотке трансформатора) индуктируется намагничивающий импульс тока до 20...25 кА. При намагничивании по схеме, показанной на рисунке 21.5, в, магнитное поле создается катушками 3. После ремонта измерительный механизм закрепляют с помощью установочных болтов и присоединяют к электрической схеме. Для предохранения от самоотвинчива- ния резьбовые соединения покрывают лаком. Затем проводят балансировку механизма, определяют и подгоняют угол отклонения рамки со стрелкой, проверяют параллельность плоскости шкалы и плоскости вращения стрелки прибора. После этого проверяют чистоту поверхностей демпферов, работу арретира, крепление подвижной части прибора, осевой зазор между керном и его подпятником.  Риг. 21.6. Схема подгонки сопротивления цепи рамки: R — потенциометр; г0 — рамка; r[t г2 — подгоночные сопротивления; G — поверяемый прибор Рис. 21.7. Схема компенсации температурной погрешности магнитоэлектрического прибора: г0 — рамка; r, rj — подгоночные катушки; Гу — шунт; г4 — сопротивление, определяюшее предел измерения прибора Вследствие того что угол отклонения прибора магнитоэлектрической системы зависит от силы тока рамки, подгонкой сопротивления рамки можно добиться соответствия между углом поворота стрелки и значением измеряемой силы тока. Схема подгонки сопротивления рамки щитовых приборов показана на рисунке 21.6. По образцовому прибору выставляют заданное напряжение и изменением подгоночных сопротивлений Г| и г2 добиваются соответствующего показания регулируемого прибора. При ремонте рамки приборов классов точности свыше 0,5 проверяют схему компенсации температурной погрешности (рис. 21.7). Медное подгоночное сопротивление rj и манганиновое сопротивление /*2 включены последовательно с рамкой г0 прибора для температурной компенсации. Сопротивлением г4, включенным последовательно с цепью рамки, определяется предел измерения прибора. По образцовому прибору выставляют заданное напряжение и изменением подгоночных сопротивлений Г и г2 добиваются соответствующего показания регулируемого прибора. Подгонку цепи рамки проводят регулировкой силы тока потребления подгоночной катушкой Г. Ремонт и устранение неисправностей комбинированных электроизмерительных приборов осуществляют следующим образом. При невозможности ремонта узлы и детали заменяют, а затем выполняют подгонку, проверку и градуировку прибора. Обнаружение неисправностей прибора ведут по описанию, заводской электрической схеме прибора и спецификации элементов схемы. Заменяя сопротивления, их номинальные значения определяют по спецификации. При обрыве сопротивлений и шунтов многопредельных приборов отсутствуют или искажаются показания приборов. В комбинированных приборах переменного и постоянного токов в случае выхода из строя диодов мостовых схем прибор не работает на всех пределах постоянного тока (или дает неправильные показания) и правильно работает на пределах измерения переменного тока. Недопустимая погрешность измерения прибора на переменном токе может быть связана также с изменением коэффициента усиления транзистора. В этом случае требуется замена транзистора. Полное отсутствие показаний прибора на всех пределах измерения связано с обрывом цепи измерительного механизма. Ремонт приборов для измерения температуры. Основные неисправности термопар и термометров сопротивления: обрыв чувствительных элементов; замыкание элементов на корпус; межвитковое замыкание (термометра сопротивления); пониженное сопротивление изоляции; повреждение защитной гильзы. Сопротивление изоляции обмотки термометра сопротивления и термопары измеряют мегаомметром на 500 В. Целость обмотки и значение сопротивления термометра определяют лабораторным мостом. Причиной уменьшения значения сопротивления по сравнению с градуировочными данными может стать межвитковое замыкание или утечка тока через клеммник. При обрывах чувствительных элементов термометров сопротивления их заменяют новыми, той же градуировки, а при их отсутствии выполняют ремонт термометров. Ремонт медных термометров сопротивления заключается в изготовлении (намотке) чувствительного элемента. Для этого на предварительно подготовленный и бакелизированный каркас равномерным шагом наматывают медный провод ПЭШО или ПЭС диаметром 0,1 мм; каждый слой обмотки покрывают бакелитовым или глифтале- вым лаком. После просушки элемента с целью получения стабильной характеристики термометр сопротивления подвергают старению, которое осуществляют при 150 °С в течение 6 ч. После охлаждения проверяют, подгоняют и сравнивают характеристики термометра с градуировочными данными. Перед сборкой термометра выводы клеммника припаивают к концам чувствительного элемента припоем ПОС-60. При ремонте платиновых термометров сопротивления чувствительный элемент разбирают, отделяя его от слюдяных накладок, стяжной ленты и каркаса. Обрыв устраняют сваркой платиновой проволоки в электрической дуге или в растворе поваренной соли переменным током напряжением 20...24 В. При межвитковом замыкании элемента либо заменяют поврежденную слюдяную пластину с насечками, либо короткозамкнутые витки раздвигают и укладывают в соответствующие им пазы (насечки) в слюдяной пластине. Проверку, подгонку и сравнение сопротивления термометра с градуировочными кривыми проводят с помощью мостов сопротивлений. Сопротивление изоляции отремонтированных и собранных в чехол термометров измеряют мегаомметром; при этом напряжение прикладывают к корпусу и к закороченным выводам термометра. Сопротивление изоляции в зависимости от исполнения термометров сопротивления составляет 1... 10 МОм. Ремонт термопар при обрывах и нестабильности работы заключается в разборке и осмотре состояния рабочего конца и термоэлектродов. При обнаружении дефектов (трещин, обрывов) термопары ремонтируют. Места обрывов сваривают. Рабочий конец термопары сваривают (после скрутки концов электродов) в электрической дуге между графитовыми электродами малого диаметра (5...8 мм) до образования расплавленного шарообразного окончания на конце электродов. Обрывы электродов термопар типов ХА, ХК можно устранить дуговой сваркой. Для этого ко вторичной обмотке понижающего трансформатора (напряжением 20...30 В) через графитовый электрод подсоединяют оборванные части термоэлектрода; с прикосновением графита к частям термоэлектрода возникает дуга и части свариваются. При сварке термопар типов ХА, ХК в качестве флюса используют буру, которую после сварки удаляют резким охлаждением в воде. При ремонте термопары из благородных металлов подвергают отжигу, чистке и проверке на однородность электродов. Отжиг проводят нагревом электрическим током до температуры 1300 °С в течение 1 ч; при этом бурой ведут чистку электродов от оксидов. Однородность термоэлектрических свойств электродов проверяют милливольтметром, подключенным к свободным (холодным) концам термопары. Термоэлектрод помещают в муфельную печь. При медленном перемещении электрода через печь измеряется термоЭДС. Если термоЭДС превышает половину допустимой погрешности термопары, то на данном нагретом участке существует неоднородность и этот участок подлежит замене. Ремонт вторичных приборов. Ремонт логометров и милливольтметров заключается в определении и устранении неисправностей, возникших при их эксплуатации, транспортировке и т. д. Основные неисправности таких приборов: обрывы обмотки рамки и спиральных волосков измерительного механизма; износ подпятников и кернов; увеличение трения стрелки и выход из строя элементов электронной схемы регулирующих приборов. Подвижную часть гГрибора осматривают с помощью бинокулярной лупы. При этом обращают внимание на состояние подпятников и кернов. Подпятник не должен иметь следов трещин и неровностей. При наличии дефектов агатовый картер заменяют новым. Изношенные керны со следами нарушений полированной поверхности, конусности и радиуса закругления также подлежат замене. Протирать керны и агатовые подпятники допускается только папиросной бумагой. Противодействующие спиральные пружины, имеющие повреждения, заменяют новыми с теми же механическими характеристиками. При обрывах и повреждениях обмотки рамку заменяют или изготовляют рамку с намоткой по шаблону. Тип провода, сечение и число витков определяют по техническим данным прибора. В логометрах при ремонте измерительного механизма регулируют полный угол отклонения измерительной стрелки (72 ± 2°). Регулирование выполняют, подгоняя сопротивления, обеспечивающие минимальный и максимальный углы поворота стрелки.  |