Д111нт Microsoft Office Word. Рис. 2 Схема зубошлифования дисковым кругом При шлифовании воспроизводится зацепление колеса с рейкой. Движение обката перемещение и согласованный с ним поворот
 Скачать 41.62 Kb. Скачать 41.62 Kb.
|

|
Обкатка- процесс совместного вращения обрабатываемого зубчатого колеса 1 и одного или нескольких закаленных до большой твердости высокоточных колес 2 (рис.1) при воздействии радиальной или окружной нагрузки от 50 до 100 Н/см2. 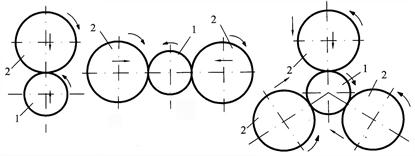 а б в Рис.1. Схема процесса обкатки зубчатого колеса: а - с одним накатником; б - с двумя накатниками; в - с тремя накатниками Инструмент называется накатником. В отличие от зубошевингования при обкатке (накатке) окончательная обработка боковых поверхностей зубьев зубчатого колеса осуществляется без снятия стружки посредством тонкого пластического деформирования металла в холодном состоянии. Величина припуска под накатывание принимается примерно в два раза меньше, чем под шевингование. Точность после обкатки улучшается ещё меньше, чем при шевинговании, и зависит от точности предшествующей зубообработки. Производительность процесса очень высокая, так как обкатка ведется ограниченное время. Увеличение продолжительности обкатки вызывает искажение профиля. Производительность относительно высокая. Из-за сложности наладки способ встречается только в крупносерийном производстве для обработки колес с прямыми зубьями. Наладка для работы по шлифованию абразивными червячными кругами довольно сложна, так как требует сложной заправки винтовой поверхности абразивного червяка. Наибольшее распространение получила обработка дисковым кругом с коническими боковыми сторонами, который представляет собой зуб воображаемой рейки (рис.2). 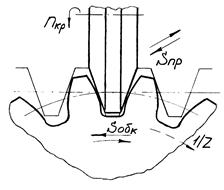 Рис. 2 Схема зубошлифования дисковым кругом При шлифовании воспроизводится зацепление колеса с рейкой. Движение обката (перемещение и согласованный с ним поворот - Sобк) совершает заготовка. Для обработки зуба по всей длине круг имеет продольную (вдоль зуба колеса) подачу Sпр. Способ обеспечивает высокую точность, наиболее универсален и широко применяется в мелкосерийном производстве. Повышение производительности шлифования методом обкатки достигается при работе двумя тарельчатыми кругами с нулевыми профильными углами (рис.4). При этом качество поверхностного слоя сохраняется таким же, как и в предшествующем случае. 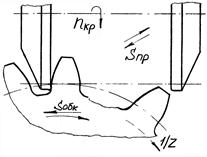 Рис.4. Схемы зубошлифования двумя кругами с α=0 В целом, зубошлифование по любой схеме - это единственный способ надежного исправления погрешностей термообработки, а также всех погрешностей предварительной обработки. Зубошлифование обладает высокой исправляющей способностью. Применяется для обработки точных закаленных колес. Оно весьма малопроизводительно и дорого. В условиях крупносерийного и массового производств применяется, как правило, редко. |