Вступительные тесты 15.04.05. Системы автоматизированного проектирования
 Скачать 0.91 Mb. Скачать 0.91 Mb.
|

|
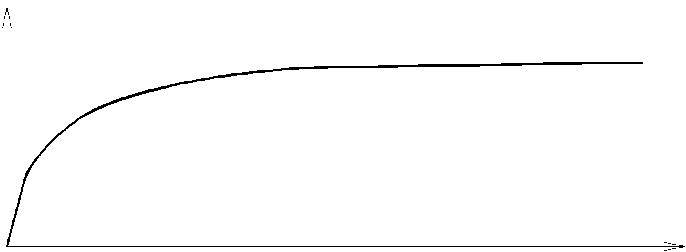
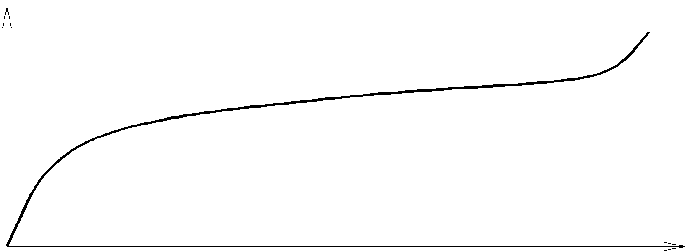
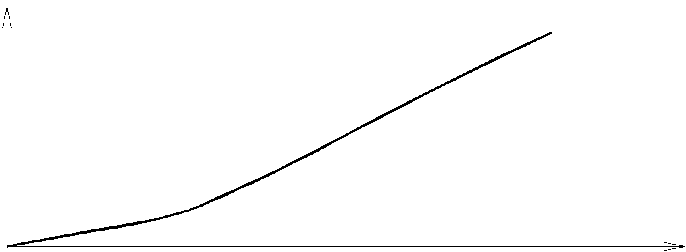
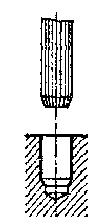
4) в центрах с использованием подводимой опоры (люнета) 51. Для уменьшения погрешности, появляющуюся при точении нежестких валов под действием сил резания следует: 1) ввести в ТП правку заготовки 2) ввести в ТП термические операции 3) применять люнет 4) применять СОЖ 52. Зависимость размерного износа от пути резания описывается кривой, представленной на рисунке:
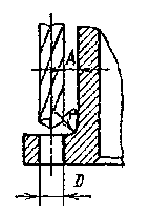
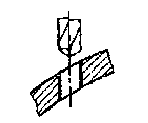
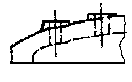
1) 1 2) 2 3) 3 4) 4 53. Установку жесткого вала лучше выполнять: 1) в трехкулачковом патроне 2) в трехкулачковом патроне и заднем центре 3) в центрах 4) в центрах с использованием подводимой опоры (люнета) 54. Штучное время определяется по формуле: 1) 2) 3) 4) 55. Основное технологическое время 1) на установку заготовки 2) на настройку технологической системы 3) на работу станка с ЧПУ по программе 4) на изменение формы и размеров заготовки 56. Основное технологическое время 1) 2) 3) 4) 57. Оперативное время - это: 1) время выполнения одной технологической операции 2) основное время работы технологического оборудования 3) сумма основного технологического и вспомогательного времени 4) время на вспомогательные приемы, необходимые для осуществления переходов 58. На какие действия и приемы затрачивается подготовительно-заключительное время: 1) на установку, закрепление и снятие заготовки 2) на изменение режимов резания 3) на подготовку к работе рабочего и средств технологического оснащения 4) на контроль детали 59. При использовании станков с ЧПУ одним из мероприятий по сокращению вспомогательного времени является: 1) уменьшение времени на статическую настройку 2) увеличение скорости ускоренных перемещений 3) увеличение скорости резания и подачи 4) уменьшение числа рабочих ходов 60. При обработке заготовок пакетом (см. рисунок) основное технологическое время сокращается за счет: 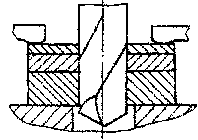 1) увеличения скорости резания и подачи 2) уменьшения длины рабочего хода 3) уменьшения числа рабочих ходов 4) уменьшения вспомогательного времени 61. При обработке нескольких заготовок на продольнофрезерном станке используется структура операции: 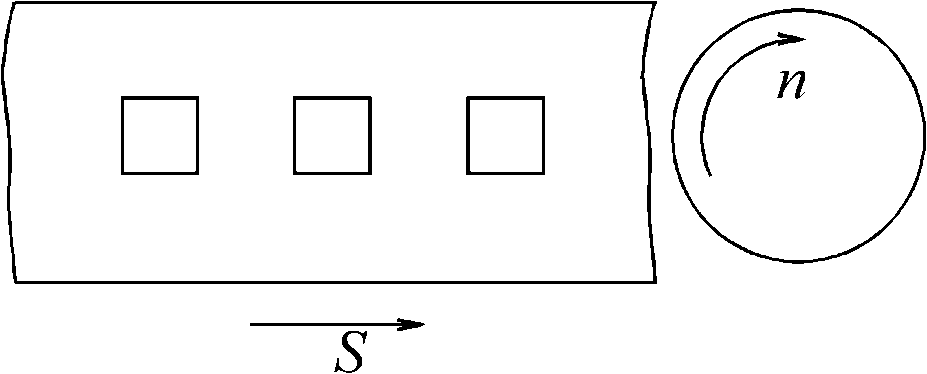 1) параллельная 2) последовательная 3) параллельно-последовательная 4) многоинструментная 62. При обработке нескольких заготовок на продольнофрезерном станке используется структура операции: 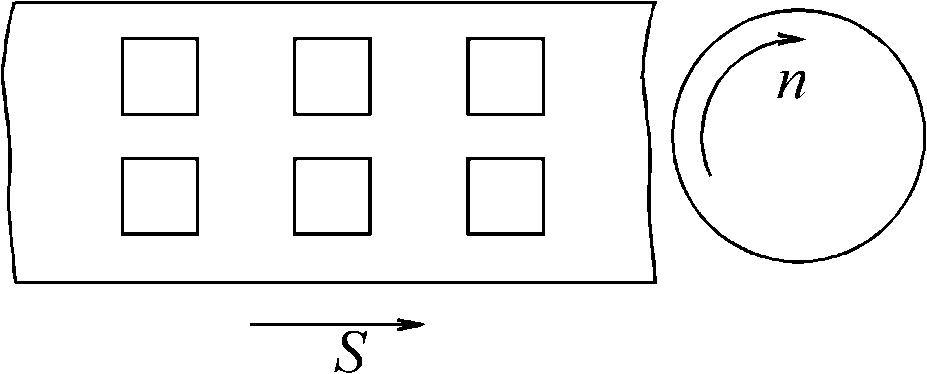 1) последовательная 2) параллельная 3) многоинструментная 4) параллельно-последовательная 63. При большом количестве выпускаемых машин, жесткой конструкции и небольшой массы, используется следующая форма организации процесса сборки: 1) поточная подвижная сборка с непрерывным перемещением собираемой машины 2) поточная подвижная сборка с периодическим перемещением собираемой машины 3) непоточная с перемещающимися объектами 4) стационарная сборка 64. При изготовлении машин в малых количествах используется следующая форма организации процесса сборки: 1) поточная подвижная сборка с непрерывным перемещением собираемой машины 2) поточная подвижная сборка с периодическим перемещением собираемой машины 3) непоточная с перемещающимися объектами 4) стационарная сборка 65. Какой из перечисленных факторов не влияет на погрешность сборки: 1) попадание в стыки между собираемыми деталями посторонних предметов 2) фактическая точность собираемых деталей 3) неправильное закрепление собираемых деталей 4) низкая квалификация сборщиков 66. Выбранный, при проектировании технологии сборки, метод достижения требуемой точности замыкающего звена в первую очередь влияет на: 1) точность сборки 2) на требуемую точность изготовления деталей 3) на производительность сборки 4) на квалификацию сборщиков 67. Последовательность сборки главным образом зависит: 1) от квалификации сборщиков 2) от необходимости обеспечить требуемую точность размерных связей 3) от габаритов и массы собираемых деталей 4) от служебного назначения машины 68. Может ли сборка изменять долговечность службы деталей? 1) может 2) не может 3) иногда 4) в отдельных случаях 69. Производство, характеризуемое малым объемом выпуска одинаковых изделий, повторное изготовление которых не предусматривается, относится к: 1) массовому 2) единичному 3) среднесерийному 4) крупносерийному 70. По какому критерию определяют тип производства? 1) по коэффициенту серийности (Ксер) 2) по объему выпускаемых изделий (N) 3) по коэффициенту закрепления операций (Кзо) 4) по такту выпуска (tВ) 71. Какому значению коэффициента закрепления операций Кзо соответствует мелкосерийный тип производства 1) Кзо = 20…40 2) Кзо = 10…20 3) Кзо = 1…10 4) Кзо> 40 72. Производство, характеризуемое большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в течении продолжительного времени, относится к: 1) массовому 2) мелкосерийному 3) единичному 4) среднесерийному 73. Если материалом деталь является серый чугун, бронза, то вид исходной заготовки: 1) сортовой прокат 2) поковка 3) отливка 4) сварная заготовка 74. Если вал должен быть изготовлен из углеродистой или легированной стали и разница в поперечных сечениях значительна, то вид исходной заготовки: 1) сортовой прокат 2) поковка 3) отливка 4) сварная заготовка 75. Если вал имеет незначительно меняющееся сечение, то вид исходной заготовки: 1) сортовой прокат 2) поковка 3) отливка 4) сварная заготовка 76. Заготовка это: 1) единица промышленной продукции, измеряемая в штуках или экземплярах 2) изделие предприятия-поставщика, подлежащее дополнительной обработке 3) предмет производства, из которого изготовляют деталь 4) предмет производства 77. В качестве технологических баз для обработки заготовки корпусной детали на многоцелевом станке с ЧПУ следует выбирать: 1) поверхности наибольших габаритных размеров 2) поверхности, относительно которых должны занять положение обрабатываемые 3) поверхности, являющиеся вспомогательными конструкторскими базами детали 4) поверхности, используя которые возможно обеспечить доступ инструмента к большинству обрабатываемых поверхностей 78. Для получения 7 квалитета точности отверстия в сплошном материале диаметром до 50 мм достаточно: 1) сверлить однократно 2) сверлить, рассверлить и зенкеровать 3) сверлить, рассверлить, зенкеровать, развернуть 4) сверлить и шлифовать 79. Для получения 11 квалитета точности отверстия в сплошном материале диаметром до 20 мм достаточно: 1) сверлить однократно 2) сверлить, зенкеровать 3) сверлить, зенкеровать, развернуть 4) сверлить и шлифовать 80. Для получения 14 квалитета точности отверстия в сплошном материале диаметром до 70 мм достаточно: 1) сверлить однократно 2) сверлить, зенкеровать 3) сверлить, зенкеровать, развернуть 4) сверлить, расточить 81. На каких операциях выполняются установочные базы... 1) на черновых 2) на чистовых 3) на отделочных 4) на доводочных 82. Какой квалитет точности можно получить на доводочных операциях... 1) 10 2) 8,9 3) 7 4) 5,6 83. После черновой обработки получается квалитет... 1) 8 2) 9 3) 11 4) 14 84. Сравните технологическую себестоимость вариантов обработки ступенчатого отверстия на вертикально-сверлильном: 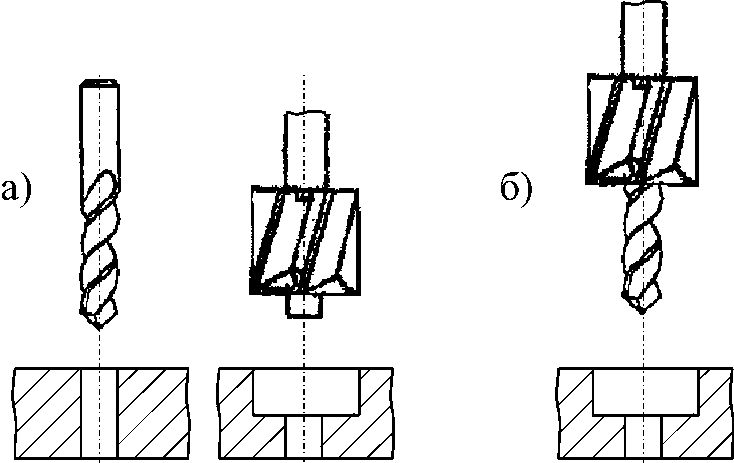 1) себестоимость варианта а) меньше 2) себестоимость варианта б) меньше 3) себестоимости по вариантам одинаковы 4) сравнение следует производить с учетом всех элементов себестоимости 85. При применении автоматических линий коэффициент использования оборудования: 1) повышается 2) снижается 3) не изменяется 4) существенно повышается 86. Наиболее выгодно применение автоматических линий в условиях типа производства: 1) массового 2) мелкосерийного 3) единичного 4) среднесерийного 87. Технологическая себестоимость – это 1) затраты на создание машины 2) затраты на реализацию технологического процесса 3) суммарные затраты предприятия на выпуск продукции 4) стоимость продукции 88. Как переводится слово технология? 1) производство 2) ремесло, мастерство, дело 3) учение 4) техника 89. Чем обеспечивается качество машины? 1) уровнем проектных решений и технологией, определяющей качество деталей, сборки и отделки машины 2) технологичностью 3) техническим совершенством конструкции машины 4) экономичностью 90. Какие цеха относятся к основным? 1) литейные, механические, кузнечно-штамповочные 2) модельные 3) транспортные 4) инструментальные 91. Какие цеха относятся к вспомогательным? 1) литейные 2) механические 3) холодной штамповки 4) ремонтно-механические, модельные, инструментальные 92. Какие цеха и подразделения относятся к обслуживающим? 1) окрасочные 2) тарные 3) транспортные цехи, пути и устройства, складское хозяйство 4) модельные 93. Какие виды технологических процессов применяются в единичном производстве? 1) единичный, типовой, групповой 2) модульный 3) перспективный 4) стандартный 94. Какие виды технологических процессов применяются в серийном производстве? 1) единичный, 2) модульный 3) групповой, 4) стандартный, типовой 95. Перечислите систему связей, составляющих конструкцию машины? 1) информационные 2) размерные, связи свойств материала 3) временные 4) экономические 96. Выберите примеры приемов: 1) взять заготовку из тары, закрепить 2) сверлить отверстие 3) установить заготовку 4) фрезеровать паз 97. В каком производстве часто установы выделяют в отдельные операции 1) в единичном 2) в среднесерийном 3) в массовом, крупносерийном 4) в мелкосерийном 98.Основной задачей термообработки заготовок являются изменения 1) микрогеометрии 2) структуры и свойств их материала 3) внешнего вида заготовки 4) волнистости 99. Шероховатость поверхности измеряют: 1) профилометрами, профилографами 2) микроскопом 3) шаблоном 4) микрометром 100.Укажите вариант технологичного отверстия
1) 1 2) 2 3) 3 4) 4 |