Что такое износ режущих инструментов. Снежинский физикотехнический институт
 Скачать 0.98 Mb. Скачать 0.98 Mb.
|

Кафедра Инструментальная техника и технологии (наименование кафедры) по курсу «Резание материалов» тема: «Виды износа режущего инструмента при резании» Группа ПТМ-38Д Студент ____________Усманов Д.М Преподаватель_________ Орлов А.А. г. Снежинск 2020 Что такое износ режущих инструментов Если говорить максимально просто, то под износом режущих инструментов понимают ухудшение их эксплуатационных свойств. К нему приводят: попадание стружки в зоны резания; вибрации и биение; высокие температуры; неправильный выбор инструмента; контакты с агрессивными средами; установка неподходящих режимов обработки заготовок.  Фотография №1. При критических нагрузках, а также из-за серьезных ошибок режущие инструменты иногда выходят из строя без возможности восстановления. В процессе использования изменяются следующие характеристики инструментов. Габариты и геометрия. Вес. Острота заточки режущих кромок. Внутреннее строение. Стойкость. Структура материала и др. В результате режущие инструменты утрачивают работоспособность. Под ней здесь понимают пригодность приспособлений для выполнения определенных операций с соблюдением технических требований к: точности резания; качеству обработанных поверхностей; скоростному режиму; и пр. Изношенные режущие инструменты по металлу при возможности восстановления параметров отправляют на переточку. В противном случае приспособления идут на переработку. Виды износа режущих инструментов по металлу В зависимости от типов выполняемых операций и режимов обработки режущие инструменты по металлу могут подвергаться различным видам износа. Расскажем об их особенностях, а также о факторах, оказывающих влияние на интенсивность. Абразивный износ режущих инструментов по металлу Происходит при контактах рабочих поверхностей инструментов со стружкой, неровностями и частицами металла. Они внедряются в кромки и царапают их. В результате эффективеность резания значительно ухудшается. Скорость износа этого типа увеличивается в следующих случаях. Заготовки имеют ярко выраженные абразивные свойства. При контактах с имеющимися наростами заточенные поверхности инструментов получают дополнительные повреждения. В материалах заготовок присутствуют включения, сохраняющие высокую твердость даже при сильном нагревании. Это фосфиды, цементиты, интерметаллиды, сложные карбиды. Обработка происходит на малых скоростях. 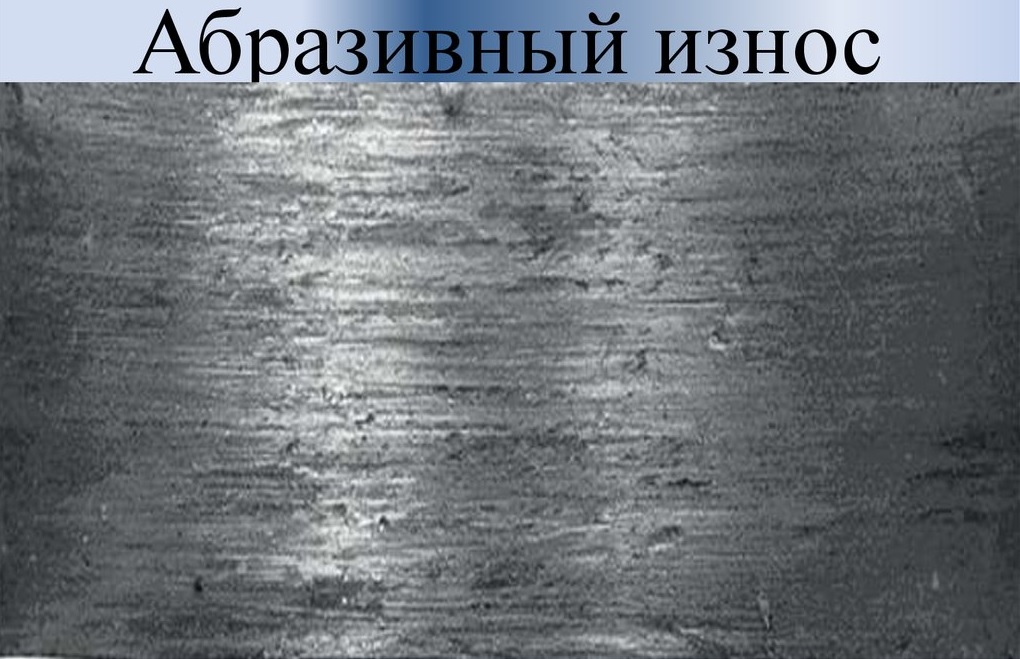 Фотография №2. Абразивный износ. В целях снижения интенсивности абразивного износа: повышают твердость применяемых инструментов (твердосплавные модели служат дольше аналогов из быстрорежущих и конструкционных сталей); при выполнении операций устанавливают режимы с увеличенными скоростями резания; используют приспособления, прочность которых повышается при деформациях; увеличивают температуру; улучшают характеристики рабочих поверхностей инструментов с применением таких технологий, как: закалка; гидрополирование; обкатка; азотирование; борирование; и др.  Фотография №3. Фрезы с твердосплавными пластинами. Адгезионный износ режущих инструментов по металлу при трении поверхностей и высоких температурах Это самый основной вид износа режущих инструментов по металлу. Он проявляется при трении любых твердых поверхностей. Другие виды износа при этом могут отсутствовать. Рассматривать процесс стоит начать с того, что нагрузки по контактирующим поверхностям инструментов и обрабатываемых заготовок распределяются неравномерно. Причина тому — наличие невидимых невооруженных взглядом неровностей. В местах, где поверхности соприкасаются максимально плотно, возникают очень сильные нагрузки. Это создает все условия для абразивного износа, имеющего молекулярную природу. 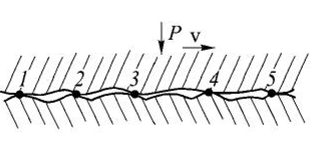 Изображение №1. Поверхности инструментов и деталей соприкасаются друг с другом не так плотно, как кажется. В местах с критическими нагрузками материалы инструмента и заготовки свариваются. Образуются так называемые «мостики схватывания». При их срезании частицы стали вырываются и уносятся вместе со стружкой. Это происходит из-за наличия в поверхностных слоях инструментов пор и трещин. 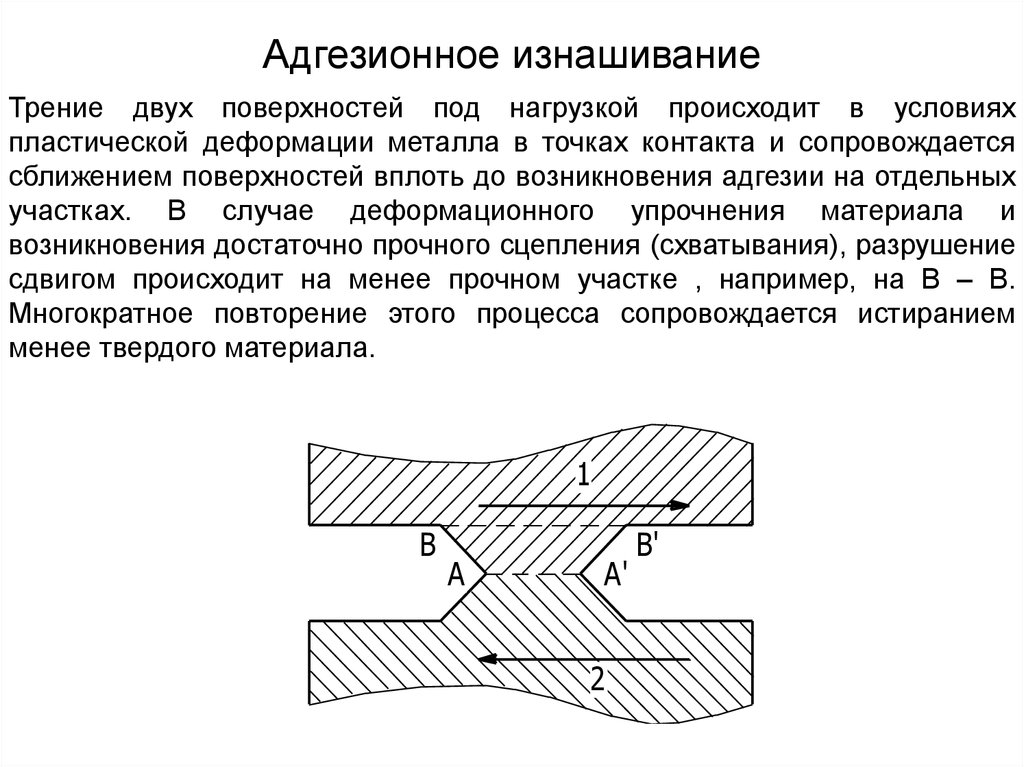 Изображение №2. Механизм адгезионного износа. Усугубляют проблемы неоднородные составы материалов и разные внутренние напряжения.  Фотография №4. При адгезионном износе трущиеся поверхности часто деформируются неравномерно. Интенсивность адгезионного износа также варьируется. Скорость разрушения рабочих поверхностей инструментов увеличивается при обработке деталей на пониженных оборотах и высокой шероховатости контактирующих поверхностей. В решении проблем помогают: установка высокоскоростных режимов обработки; использование твердосплавных инструментов; применение специальных смазывающе-охлаждающих жидкостей, образующих на поверхностях пленки, препятствующие схватываниям. Диффузионный износ режущих инструментов по металлу Как видно из определения, в основе механизма этого вида износа режущих инструментов по металлу лежит диффузия. Это взаимное проникновение контактирующих материалов друг в друга, к которому приводят тепловые движения в поверхностных слоях. В данном случае (при резании металлов) самое разрушительное воздействие на приспособления оказывает отделение частиц углерода и вольфрама от инструментов и железа — от заготовок. Также возникает самодиффузия. Происходящие при этом структурные превращения делают поверхностные слои хрупкими. Отделившиеся частицы инструментального материала уносятся вместе со стружкой. Увеличению интенсивности разрушений способствует повышение температуры и скорости резания. Это объясняет тот факт, что диффузионный износ, в первую очередь, характерен для твердосплавных инструментов, которые контактируют с заготовками при температуре от 900 до 1200 °C. Снизить интенсивность диффузионного износа помогает использование режущих инструментов, изготовленных из двухкарбидных сплавов группы ТК, но это не актуально при обработке чугуна, а также цветных металлов. В эти случаях применение приспособлений из однокарбидных сплавов дает лучшие результаты. Самая распространенная марка стали первой группы — Т5К10, а второй — ВК8.  Изображение №3. Характеристики сплава Т5К10 делают его одним из самых универсальных и востребованных. Окислительный (химический) износ режущих инструментов по металлу Этот вид износа режущих инструментов по металлу происходит под влиянием внешней среды. Содержащийся в воздухе кислород, контактируя с разогретыми инструментами при выполнении операций, проникает в поверхностные слои материалов. В результате образуются твердые химические соединения и растворы. На поверхностях появляются окисные пленки. Они выполняют защитную функцию.  Фотография №5. При образовании окисных пленок металлические поверхности меняют цвета. Окисные пленки отличаются по прочности. Чем она ниже, тем быстрее происходит разрушение защитных покрытий, затрагивающее верхние слои рабочих поверхностей инструментов. Важно! С увеличением толщины и уменьшением плотности защитных пленок интенсивность окислительного износа режущих инструментов значительно повышается. Механический износ режущих инструментов по металлу К этому виду износа относят выкрашивание и появление сколов. Выкрашивание. Его причиной становится наличие дефектов (трещин, неровностей и пр.) на рабочей поверхности инструмента. Под воздействием нагрузок мелкие частицы отделяются и уносятся стружкой. Появление сколов. Под этим понимают отделение от рабочих поверхностей частиц крупных размеров. Чаще всего это происходит при глубоком резании на низких скоростях.  Фотография №6. Сколы на рабочих поверхностях инструментов можно заметить невооруженным глазом. Как происходит размерный износ режущих инструментов по металлу Износ режущих инструментов по металлу приводит к изменению геометрических параметров рабочих поверхностей. Деформации происходят: преимущественно по передним поверхностям; преимущественно по задним поверхностям; по передней и задней поверхностям одновременно. Износ режущих инструментов преимущественно по передним поверхностям Преобладает, когда с заготовок снимаются широкие слои материалов на высокой скорости. При таком режиме температура на передней поверхности режущего инструмента гораздо выше, чем на задней. В чрезмерно нагретой зоне существенно повышается пластичность верхних слоев материала. При длительной работе летящая стружка формирует на передней поверхности лунку. Ее глубина равна рабочей длине режущей кромки. 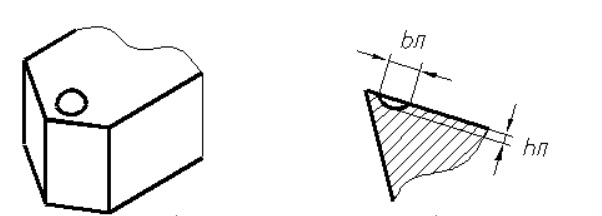 Изображение №4. Износ по передней поверхности. Износ режущих инструментов преимущественно по задним поверхностям Здесь — все наоборот. Толщина снимаемого слоя — менее 0,1 мм, скорость резания — низкая. При обработке хрупких материалов скорости разрушения задних поверхностей становятся максимальными. Нагрузки приводят к образованию на инструменте фаски износа. В ее форме можно заметить сходство с поверхностью резания. 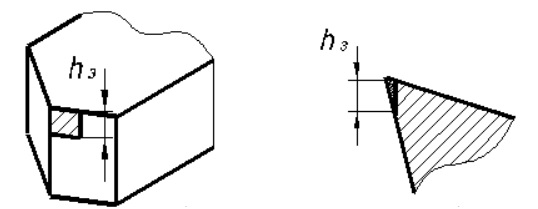 Изображение №5. Износ по задней поверхности. Износ режущего инструмента по передней и задней поверхностям Наблюдается при средних параметрах резания. Лунки и фаски образуются одновременно, но скорости, естественно, могут варьироваться. Деформации происходят по-разному в зависимости от твердости оснастки. Для инструментов из быстрорежущих сталей характерно преобладание износа по задней поверхности. Режущие клинья при этом деформируются следующим образом. 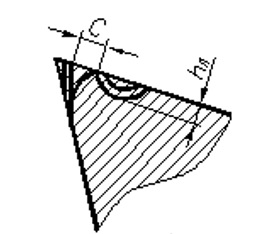 Изображение №6. На стадиях приработки и нормального износа лунки и фаски не соединяются (формируется перемычка C). Так происходит до определенного момента. Если значение прочности падает ниже критической отметки, перемычка прорывается. Наступает фаза катастрофического износа, при котором происходит сверхбыстрое разрушение задней поверхности. Рабочие части твердосплавных инструментов деформируются иначе. 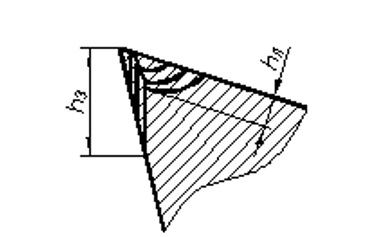 Изображение №7. При износе твердосплавных инструментов лунки и фаски сливаются. Для твердых сплавов характерен относительно равномерный износ. Твердосплавные режущие инструменты обладают отличной стойкостью. Стойкость режущих инструментов по металлу Чем она выше, тем дольше новая или восстановленная оснастка может использоваться до необходимости замены или отправки на переточку. Кроме твердости материала на стойкость инструмента влияет большое количество факторов (параметры резания, свойства используемой СОЖ, габариты рабочей части приспособления и пр.). Поэтому периоды стойкости постоянно варьируются. Для их расчета используют два критерия износа режущих инструментов по металлу. Важно! За основу при оценке стойкости берется износ инструмента по задней поверхности, на которой образуется фаска. Ее параметры определить гораздо проще, чем измерить лунку. Критерий оптимального износа. При расчетах с использованием этого критерия предполагают, что период стойкости инструмента должен быть максимальным. Такой подход актуален для определения характеристик приспособлений, предназначенных для черновых работ. Критерий технологического износа. Его используют при определении периодов стойкости инструментов, предназначенных для чистовых операций. За основу берется необходимость получения готовых деталей или изделий требуемого качества. Профессиональные методы оценки степени износа инструмента Микрометрический метод. Геометрические параметры образующейся на задней поверхности фаски измеряют при помощи инструментального микроскопа или твердомера Бринелля. Метод радиоактивных изотопов. Выглядит так. В инструмент вводятся изотопы кобальта, сурьмы или вольфрама. Продукты износа и изотопы выводятся при помощи смазки через счетчик элементарных частиц. Прибор определяет степень износа по радиоактивности смазки. Взвешивание. Этот метод используют при определении степеней износа небольших режущих инструментов по металлу. При расчетах предполагается, что трущиеся поверхности изнашиваются равномерно. Взвешивание не применяют при оценке степеней износа высокоточных инструментов, оснастки из пористых материалов, а также пропитанных маслом приспособлений.  Фотография №7. Электронный твердомер Бринелля. Какие признаки свидетельствуют об износе режущего инструмента Перечислим признаки разрушения рабочих поверхностей. Уменьшение точности размеров получаемых деталей и изделий. Повышение шероховатости обработанных поверхностей. Увеличение потребляемой оборудованием мощности. Появление заусенцев. Слишком сильный нагрев при резании. Появление и исчезновение радужных окисных пленок. Сильный шум (его уровень заметно увеличивается при вызванных износом вибрациях). Как продлить период стойкости режущего инструмента по металлу Для снижения скорости износа режущих инструментов по металлу используют различные методы. К простым технологиям относятся: подача смазывающе-охлаждающих жидкостей с нужными свойствами; предварительный нагрев заготовок; доводка геометрических параметров инструментов до оптимальных.  Фотография №8: Использование СОЖ — самый распространенный и универсальный способ повышения износостойкости инструментов. Есть более сложные и эффективные методы. Это: упрочнение поверхностных слоев с применением катодно-ионной бомбардировки; электроупрочнение; механическая обработка при высоких температурах (ВТМО); улучшение сплавов, идущих на изготовление инструментов; гидрополирование, обкатка, азотирование, борирование и иные технологии. |