отчет по практике. сварочное производство. Отчет Харисов М.М СП-401 №2. Содержание Дефекты, причины и способы их устранения Деформация, напряжения и перемещения, возникающие при сварке конструкции Контроль качества сварочных материалов Список литературы Дефекты, причины и способы их устранения
 Скачать 410.83 Kb. Скачать 410.83 Kb.
|

   Содержание СодержаниеДефекты, причины и способы их устранения……………………………4 2. Деформация, напряжения и перемещения, возникающие при сварке конструкции…………………………………………………………….........12 3. Контроль качества сварочных материалов……………………………...15 4. Список литературы………………………………………………………..19 Дефекты, причины и способы их устранения Сварка - один из самых востребованных процессов металлообработки, позволяющий в самых разных конструкциях соединять стальные детали. В связи с химической неоднородностью металлических поверхностей, кристаллизацией металлов при создании сварного шва, взаимодействии образующего в сварочной ванне жидкого металла с твердыми частицами детали и по ряду других причин нередко в процессе сварки возникают дефекты. Наличие их не только понижает качество готовой конструкции, но также делает ее дальнейшую эксплуатацию опасной для жизни. Если при проведении контроля качества обнаружены изъяны, влияющие на прочность и надежность изделия, то исправление дефектов сварки в таких случаях является обязательным мероприятием. 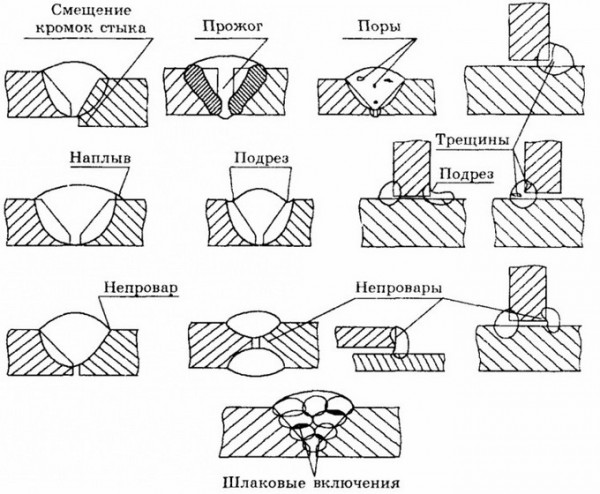  Подрезыпредставляют собой углубление (канавки) в основном металле, идущие по краям шва. Подрезы получаются при сварке на повышенном токе, а также от неправильного угла наклона электрода, горелки. Они уменьшают рабочую толщину металла, вызывают концентрацию напряжений и могут быть причиной разрушения швов. Подрезы устраняют заваркой с предварительной расчисткой завариваемого места. Незаплавленные кратеры. Они образуются при обрыве дуги, остаются на шве в виде углублений. Кратер уменьшает рабочее сечение шва и является очагом концентрации усадочных и температурных напряжений из-за вогнутой поверхности, малого объема расплавленного металла, повышенной скорости охлаждения, обилия пор и раковинных включений. Вследствие этого в кратерах чаще, чем в других местах, возникают трещины, разрушающие сварное соединение. Устраняют дефекты тщательным заплавлением кратеров швов.  Трещины- наиболее опасный вид брака, ведущий к разрушению сварного соединения. Они бывают продольные и поперечные. Продольные трещины в большинстве случаев располагаются около шва, в зоне термического влияния. Трещины- наиболее опасный вид брака, ведущий к разрушению сварного соединения. Они бывают продольные и поперечные. Продольные трещины в большинстве случаев располагаются около шва, в зоне термического влияния.Причины образования трещин - закалка и изменение структуры основного металла в зоне термического влияния. Чем выше в свариваемом изделии содержание углерода и легирующих элементов, тем больше возможность образования трещин. Приводят к ним и неравномерный нагрев и охлаждение, усадка металла шва, неправильный выбор способа сварки, сварка при низкой температуре, разница химического и электродного составов основного металла, повышенное содержание фосфора и серы в стали; наличие дефектов сварки (поры, шлаковые включения, непровары, подрезы); сосредоточение нескольких швов на небольшом участке сварного соединения (конструктивный недостаток). Меры борьбы с трещинообразованием: а) применение электродов, дающих пластичный металл шва; б) сборка в приспособлениях; в) обратноступенчатый метод сварки (при сварке многослойных швов применять метод сварки «горкой» или «каскадный»); г) применение прерывистых швов вместо сплошных; д) предварительный подогрев до 200-300 °С; е) низкотемпературный отжиг. При исправлении трещин концы их засверливают, дефект вырубают, разделывают как кромки стыкового шва и заваривают.  Порыобразуются вследствие перенасыщения ванны расплавленного металла газами, которые при охлаждении металла шва не успевают выделиться в шлак и атмосферу. Причины появления пор: загрязненность свариваемых кромок, ржавчина, влага на свариваемых кромках, влажность обмазки электродов и флюса, большая длина дуги, неправильная регулировка пламени и чрезмерное остывание сварочной ванны в результате неправильной техники сварки, загрязненная присадочная проволока. Поры нарушают плотность и прочность швов. В шве поры могут располагаться группами, равномерно по всей длине или в виде цепочки. Устраняют поры вырубкой с последующей заваркой. Порыобразуются вследствие перенасыщения ванны расплавленного металла газами, которые при охлаждении металла шва не успевают выделиться в шлак и атмосферу. Причины появления пор: загрязненность свариваемых кромок, ржавчина, влага на свариваемых кромках, влажность обмазки электродов и флюса, большая длина дуги, неправильная регулировка пламени и чрезмерное остывание сварочной ванны в результате неправильной техники сварки, загрязненная присадочная проволока. Поры нарушают плотность и прочность швов. В шве поры могут располагаться группами, равномерно по всей длине или в виде цепочки. Устраняют поры вырубкой с последующей заваркой.Наплывыили натеки образуются в результате стекания расплавленного электродного металла на основной металл. Наплывы могут быть местными или по всей длине шва. Причиной их образования являются нарушения в режиме сварки, чрезмерная сила тока и большая скорость сварки шва. В местах наплывов часто бывает непровар. Наплывы удаляют механическим путем или газовым резаком. Места среза по необходимости проваривают вновь. Прожогиобразуются при сварке металла небольшой толщины и при заварке первого слоя в многослойных швах. Причины: очень большая сила тока и недостаточная скорость перемещения электрода, большой зазор, малая величина притупления, тонкий основной металл. Места прожогов вырубают и заваривают вновь. Внутренние дефекты К ним относятся непровары, внутренние трещины, поры, шлаковые включения, перегрев, прожог.  Непровар- недостаточное сплавление или отсутствие сплавления кромок основного металла с металлом шва или между швами. Уменьшая рабочее сечение шва и вызывая концентрацию напряжений в нем, непровар является очень опасным дефектом. Причинами непровара могут быть: Непровар- недостаточное сплавление или отсутствие сплавления кромок основного металла с металлом шва или между швами. Уменьшая рабочее сечение шва и вызывая концентрацию напряжений в нем, непровар является очень опасным дефектом. Причинами непровара могут быть:а) неправильная разделка кромок (малый угол скоса и большое притупление кромок, недостаточный или совсем отсутствует зазор между свариваемыми кромками); б) значительная загрязненность кромок окислами; в) недостаточная мощность горелки, малая сила сварочного тока и быстрое движение электрода; г) большая длина сварочной дуги; д) смещение и перекосы свариваемых элементов; е) малая величина зазора и большой диаметр электрода для данной разделки шва; ж) затекание шлака в зазоры между свариваемыми кромками; з) магнитное дутье; и) неполное удаление шлака с отдельных валиков при наложении многослойной сварки; к) низкая квалификация сварщика и др. Непровар устраняется вырубкой и последующей заваркой шва. Причины возникновения внутренних трещин и пор в металле шва такие же, как и при наружных дефектах.  Шлаковые включения - полости в металле шва, заполненные неметаллическими веществами. Шлаковые включения уменьшают рабочее сечение шва и приводят к ослаблению сварного соединения. Обычно шлаковые включения наблюдаются в местах непровара. Причина появления шлаковых включений - кратковременность остывания малого объема расплавленного металла, что затрудняет полное выделение шлака на поверхность сварочной ванны; тугоплавкость; затекание шлака в зазоры; растрескивание и неравномерность плавления электродного покрытия, частицы которого механически засоряют металл шва; длинная дуга; неправильная техника ведения сварки; окалина и ржавчина на свариваемых кромках. Шлаковые включения - полости в металле шва, заполненные неметаллическими веществами. Шлаковые включения уменьшают рабочее сечение шва и приводят к ослаблению сварного соединения. Обычно шлаковые включения наблюдаются в местах непровара. Причина появления шлаковых включений - кратковременность остывания малого объема расплавленного металла, что затрудняет полное выделение шлака на поверхность сварочной ванны; тугоплавкость; затекание шлака в зазоры; растрескивание и неравномерность плавления электродного покрытия, частицы которого механически засоряют металл шва; длинная дуга; неправильная техника ведения сварки; окалина и ржавчина на свариваемых кромках.Перегрев -образование хрупкой крупнокристаллической структуры в зоне термического влияния шва или наплавленного металла, которая вызывает снижение механических свойств и пластичности сварного соединения. Перегрев металла происходит при его длительном нагреве на малой скорости сварки и относительно большой мощности газовой горелки, а также применения горючего с низкой температурой пламени, что замедляет процесс сварки. Последствия перегрева можно исправить только соответствующей термообработкой (отжиг или нормализация) сварного соединения или изделия в целом. Пережогхарактеризуется окисленной поверхностью шва. Шов при этом приобретает серый оттенок, рыхлое строение и пониженные механические свойства. Пережженные участки шва следует полностью вырубать до здорового металла и вновь заварить. При электродуговой сварке этот дефект встречается очень редко, чаще - при газовой сварке. Деформации, предупреждения и способы их устранения.  Деформацией называется изменение формы и размеров твердого тела под действием какого-либо усилия. Размеры деформации определяются величиной приложенного усилия. Чем больше усилие, тем больше деформация. О величине усилия судят по напряжению. Напряжением называется внутренняя сила, приходящаяся на единицу площади поперечного сечения тела. Следовательно, между напряжением и деформацией существует неразрывная связь. Деформацией называется изменение формы и размеров твердого тела под действием какого-либо усилия. Размеры деформации определяются величиной приложенного усилия. Чем больше усилие, тем больше деформация. О величине усилия судят по напряжению. Напряжением называется внутренняя сила, приходящаяся на единицу площади поперечного сечения тела. Следовательно, между напряжением и деформацией существует неразрывная связь.Внутренние напряжения возникают только в том случае, когда свободному расширению и сокращению детали (узлу) что-либо препятствует. Таким препятствием при сварке являются соседние холодные участки металла вследствие неравномерного его нагрева. Основные причины возникновения напряжений и деформаций при сварке: неравномерный нагрев основного металла, литейная усадка и структурные изменения металла. Неравномерный нагрев металла. Электродуговая сварка характеризуется высоким и быстрым разогревом небольшого объема металла, который при расширении оказывает давление на прилегающий к нему нагретый металл. После прекращения действия источника нагрева нагретые и наплавленные объемы металла начнут охлаждаться в объеме, т.е. будут стягивать прилегающие слои металла, вызывая деформацию изделия или коробление. Усадка наплавленного металла - это уменьшение объема металла при переходе из жидкого состояния в твердое. При затвердевании металл становится более плотным, объем его сокращается. При сварке происходит продольная и поперечная усадка. Продольная усадка вызывает сокращение длины листов при сварке продольных швов. Поперечная усадка приводит к короблению листов в сторону большего объема наплавленного металла. Величина деформации зависит от величины зоны нагрева. Вот почему газовая сварка дает большую деформацию, чем ручная дуговая металлическим электродом.  Размеры и положение швов также влияют на величину деформации. Наибольшие деформации вызывают длинные швы, расположенные несимметрично относительно сечения свариваемого профиля. Чем больше швов на узле, тем больше деформация при сварке. Размеры и положение швов также влияют на величину деформации. Наибольшие деформации вызывают длинные швы, расположенные несимметрично относительно сечения свариваемого профиля. Чем больше швов на узле, тем больше деформация при сварке.Структурные изменения наплавленного металла. При изменении структуры металла меняются размеры и взаиморасположение его зерен (кристаллов), причем меняется и плотность металла. Эти изменения вызывают возникновение внутренних напряжений. При сварке легированных сталей структурное изменение оказывает более сильное влияние, чем при сварке низкоуглеродистой стали, где эти изменения незначительны и почти не принимаются в расчет. Методы обнаружения дефектов После проведения сварочных работ полученный шов должен проверяться на наличие или отсутствие брака. Только так можно понять требуется или нет устранение дефектов сварки. Способы для выявления бракованных участков применяют разные: визуальный осмотр. Результат будет более точным, если осмотр проводить с применением приборов с увеличительным эффектом; магнитный метод, при котором брак определяется степенью искажения волн;  дефектоскопия. На наличие недостатков указывает изменение цвета сварного соединения после контакта поверхностей со специальным идентифицирующим составом, например, керосином; дефектоскопия. На наличие недостатков указывает изменение цвета сварного соединения после контакта поверхностей со специальным идентифицирующим составом, например, керосином; исследование ультразвуком. Проводится с помощью дефектоскопа, брак определятся по звуковым волнам посредством измерения их отражения; радиационный способ. Сварные соединения просвечиваются рентгеном, в результате все детали дефекта видны на полученном снимке. Качество полученных в процессе сварки соединений обозначается маркировкой. У каждого профессионального сварщика есть собственное клеймо, которое он ставит на участке выполнения сварки. 2. Деформация, напряжения и перемещения, возникающие при сварке конструкции Сварочные напряжения и деформации доставляют немало трудностей при изготовлении и эксплуатации сварных конструкций, так как могут вызывать: 1. изменение запроектированных размеров свариваемых деталей и узлов;  2. искажение и изменение формы отдельных сварных узлов и конструкций; 2. искажение и изменение формы отдельных сварных узлов и конструкций;3. появление трещин и разрывов в процессе изготовления сварных конструкций; 4. разрушение сварных конструкций в процессе эксплуатации, особенно при пониженных температурах. Мероприятия для уменьшения напряжений по сварке можно разделить на конструктивные и технологические. Для осуществления конструктивных мероприятий необходимо при выборе основного металла и электродов руководствоваться тем, что основной металл не должен иметь склонности к образованию закалочных структур при остывании на воздухе; учитывать, что электроды должны давать наплавленный металл и иметь пластические свойства не ниже свойств основного металла. Нельзя допускать скопления швов в конструкции, следует избегать их пересечений. Не допускать короткозамкнутых швов, а также ограничить применение косынок и накладок. При расстановке ребер жесткости располагать их следует так, чтобы при сварке нагреву подвергались одни и те же места основного металла, так как это уменьшает поперечную усадку стенки, а, следовательно, и всей конструкции. Применять необходимо преимущественно стыковые швы, которые являются менее жесткими, чем узловые. Проектируя сложные конструкции, надо предусматривать их изготовление в виде отдельных узлов, которые после соединятся в целую конструкцию.  В сложных сварных конструкциях целесообразнее применять штампованные и литые узлы. Расположение швов не должно затруднять механизацию сварочных работ. Предусматривать сборку и сварку необходимо в приспособлениях, обеспечивающих точную сборку и правильную последовательность сварочных работ. В сложных сварных конструкциях целесообразнее применять штампованные и литые узлы. Расположение швов не должно затруднять механизацию сварочных работ. Предусматривать сборку и сварку необходимо в приспособлениях, обеспечивающих точную сборку и правильную последовательность сварочных работ.Технологические мероприятия. Они, прежде всего, предусматривают выбор правильного теплового режима сварки в части нагрева основного металла, а также выбор правильной последовательности наложения швов. Порядок должен быть таким, чтобы свариваемые детали находились в свободном состоянии, особенно это относится к стыковым швам. В первую очередь свариваются стыковые швы балок, а затем угловые. При сварке цилиндрических резервуаров или полотнищ вначале сваривают стыки каждого пояса, а затем - пояса между собой. Сварку следует производить напроход от середины изделия к краям, но ни в коем случае не варить от краев к его середине. Нельзя ставить прихватки на пересечении швов. Важное условие в работе - уменьшение зазоров во избежание поперечных усадок и выполнение швов больших сечений в несколько слоев с применением «горки» или «каскадного» метода. Чем выше температура окружающей среды, тем равномернее и медленнее происходит остывание шва. Сварка на морозе, сильном ветре, сквозняке часто приводит к трещинам. Место сварки должно быть защищено от атмосферных осадков, холода и сквозняков. Применение обратных деформаций. Перед сваркой изделие подвергается выгибу.  Обратноступенчатая сварка. Проковка уплотняет шов, в результате чего уменьшает действие усадки шва. Последний слой его проковывать не рекомендуется, чтобы не вызвать трещину на поверхности шва. Обратноступенчатая сварка. Проковка уплотняет шов, в результате чего уменьшает действие усадки шва. Последний слой его проковывать не рекомендуется, чтобы не вызвать трещину на поверхности шва.Сварка деталей в закрепленном положении Точность сборки. Она гарантирует равномерное сечение швов и уменьшает напряжения. Предварительный нагрев, глубокий провар корня шва и другие перечисленные мероприятия способствуют уменьшению напряжения и деформаций при сварке, гарантируют предотвращение трещин в процессе сварки и эксплуатации. После сварки деформированные детали правят. Применяются два вида правки - холодная и горячая. Холодная правка производится домкратами, прессом, кувалдой или молотком. Метод громоздкий и требует много усилий, возможно образование трещин и разрывов в швах в процессе правки. Горячая правка производится местным нагревом до пластического состояния выпуклой стороны изделия. После остывания в местах нагрева появляются остаточные напряжения растяжения, которые распрямляют изделие. При горячей правке местный нагрев производят газопламенной горелкой. Горячая правка более проста и эффективна, чем холодная. После правки, если этого требует технология, производят отжиг. 3. Контроль качества сварочных материалов Контроль качества сварной конструкции.  Основными задачами технического контроля сварочных работ является: выявление производственного брака и установление причин его возникновения; указание методов устранения и исправления брака. Основными задачами технического контроля сварочных работ является: выявление производственного брака и установление причин его возникновения; указание методов устранения и исправления брака.Различают три вида контроля: Предварительный. Для предупреждения брака, когда проверяют качество основного метала, сварочного материала, электродов, флюсов и т.д. (заготовок, поступающих на сборку, состояние сварочной аппаратуры и качество сборки, а так же квалификацию сварщика). Текущий (контроль в процессе сварки)Проверяют внешний вид шва, его геометрию, режимы и порядок сварки, исправность сварочного оборудования и приспособлений. Контроль готового узла. Предусматривает внешний осмотр и обмер сварных соединений, испытания на плотность, просвечивание рентгеновскими или гамма лучами, контроль ультразвуком, магнитным методом контроля, металлографическими исследованиями, механические испытания. Вид контроля выбирают в зависимости от назначения изделия и требований, предъявляемых техническим условиям или ГОСТом. Внешний осмотр осуществляется невооружённым глазом или с помощью лупы с двадцати кратным увеличением. Этим методом выявляются все видимые дефекты сварки и подготовки кромок под сварку. Внешнему осмотру подвергаются 100% швов. Испытание аммиаком.  Сущность этого метода заключается в том, что испытуемые швы покрываются бумажной лентой или марлей пропитанной пяти процентным раствором азотнокислой ртути или фенолфталеином. В изделие до определённого давления нагнетается воздух и одновременно подаётся некоторое количество газа аммиака. Проходя через поры аммиак, оставляет после себя чёрные или красные пятна, в зависимости от пропитки бумаги (азотнокислая ртуть - чёрные пятна, фенолфталеин - красные). Сущность этого метода заключается в том, что испытуемые швы покрываются бумажной лентой или марлей пропитанной пяти процентным раствором азотнокислой ртути или фенолфталеином. В изделие до определённого давления нагнетается воздух и одновременно подаётся некоторое количество газа аммиака. Проходя через поры аммиак, оставляет после себя чёрные или красные пятна, в зависимости от пропитки бумаги (азотнокислая ртуть - чёрные пятна, фенолфталеин - красные).Гидравлические испытания. Проверку смонтированных резервуаров, трубопроводов, сосудов и ёмкостей проводят двумя способами: наливом воды и гидравлическим давлением. Наливом воды испытываются вертикальные резервуары и другие ёмкости. Для испытания резервуар до краёв наполняется водой, затем выдерживают не менее двух часов, в течение этого времени ведётся наблюдение за появлением дефекта. Если дефект обнаружится, сливают воду до уровня дефекта, устраняют его и вновь заливают водой. Если в течение 24-х часов в сварных швах дефект не обнаружен, резервуар считается выдержавшим испытание. Мелкие дефекты в виде пор исправляют после испытания. Категорически запрещается производить во время гидравлического испытания отстукивания швов во избежание его разрушения. Гидравлическое испытание применяется при проверке плотности и прочности различных котлов, трубопроводов и сосудов, работающих под давлением. Повышенное давление в трубопроводах создаётся гидравлическими насосами. Величина давления при испытании берётся 1,25 -2 рабочего давления. Пневматические испытания Проводятся сжатым воздухом или газом. Этот метод значительно удобнее, чем гидравлическое испытание, но в виду опасности взрыва в строительно-монтажных организациях он почти не применяется. Механические испытания  При механических испытаниях проверяется прочность сварных соединений. При механических испытаниях проверяется прочность сварных соединений.Образцы свариваются сварщиками в тех же условиях, что изделия, или вырезаются из изделия. Засверливание шва применяют для определения дефектов шва или кромки наиболее сомнительных мест, выявленных просвечиванием или дефектоскопией. В исследуемом месте шов насверливают сверлом, диаметр которого на три миллиметра больше ширины шва. Поверхность засверленного места пропитывают 10 - 12% раствором йодной двойной соли хлористой меди и аммония. При этом дефекты хорошо видны после испытания, засверленное место заваривают. Исследования макро- и микроструктуры производят на специальных образцах, называемых макро- и микрошлифами. Поверхность образцов должна быть тщательно отшлифована и протравлена. Испытания проводят в лабораториях с помощью микроскопов и луп. Контроль просвечиванием швов (рентгеновскими или гамма лучами) позволяет обнаружить дефекты внутри шва без разрушения сварного соединения. Эти лучи, невидимые человеческим глазом, способны проникать через толщину метала, действуя на светочувствительную фотоплёнку, приложенную к шву с обратной стороны. В местах, где имеется дефект (поры, трещины и др.), поглощение лучей металлом будет меньше, и они окажут более сильное воздействие на чувствительную плёнку. Поэтому в этом месте после проявления плёнки будет тёмное пятно, соответствующее по размерам и форме имеющемуся дефекту. Источником рентгеновских лучей служит рентгеновская трубка. В качестве источника гамма лучей применяют радиоактивный кобальт, цезий и др.  Ультразвуковой контроль основан на способности высокочастотных колебаний (50000 Гц) проникать в металл. Эти колебания, проходя через металл шва, отражаются от поверхности пор, трещин и других дефектов. Отражения колебания улавливаются искателем и преобразуются в электрические импульсы, которые на специальном приборе дают сигнал о наличии дефекта в сварном шве. Данный метод только определяет место дефекта, не давая данных о его характере и размерах, а характер дефекта засверловкой. Ультразвуковой контроль основан на способности высокочастотных колебаний (50000 Гц) проникать в металл. Эти колебания, проходя через металл шва, отражаются от поверхности пор, трещин и других дефектов. Отражения колебания улавливаются искателем и преобразуются в электрические импульсы, которые на специальном приборе дают сигнал о наличии дефекта в сварном шве. Данный метод только определяет место дефекта, не давая данных о его характере и размерах, а характер дефекта засверловкой.Магнитный контроль осуществляется путем намагничивания изделия. Суть метода заключается в том, что магнитные силовые линии, проходя через сварной шов, отклоняются в местах дефекта от своего пути. В этих местах возникает поток рассеяния, в который входит на поверхность изделия. Различают три метода магнитных порошков, магнитной суспензий, магнитографический. Метод магнитных суспензий Магнитной суспензией называется жидкость (керосин, трансформаторное масло, воду, спирт) с взвешенными частицами магнитного порошка. Суспензия наносится на намагниченный шов кистью или окунанием. Выявление дефектов происходит так же, как и при порошковом методе. Эти два метода позволяют обнаружить трещины глубиной до восьми миллиметров и не провары до шести миллиметров. После контроля изделия размагничивают. Магнитографический метод основан на записи потоков рассеивания намагниченного шва, возникающих в зоне расположения дефектов с помощью ферромагнитной плёнки. Затем дефекты воспроизводятся с ленты на экране электроннолучевой трубки. Метод прост и удобен, даёт высокую производительность (5 - 6 м/мин.). 4. Список литературы  https://studbooks.net/1559522/tovarovedenie/iskusstvennoe_ohlazhdenie_razogretogo_metalla https://studbooks.net/1559522/tovarovedenie/iskusstvennoe_ohlazhdenie_razogretogo_metallahttps://osvarka.com/shvy-i-soedineniya/ispravlenie-defektov-svarnykh-soedineniy |