Стб 113398 стб 113398 государственный стандарт республики беларусь
 Скачать 134.5 Kb. Скачать 134.5 Kb.
|

|
СТБ 1133-98 СТБ 1133-98 ГОСУДАРСТВЕННЫЙ СТАНДАРТ РЕСПУБЛИКИ БЕЛАРУСЬ ____________________________________________________________________ Соединения сварные МЕТОД КОНТРОЛЯ ВНЕШНИМ ОСМОТРОМ И ИЗМЕРЕНИЯМИ Общие требования Злучэннi зварныя МЕТАД КАНТРОЛЮ ЗНЕШНIМ АГЛЯДАМ I ВЫМЯРЭННЯМI Агульныя патрабаваннi Издание официальное Госстандарт Минск _______________________________________________________________________________________ УДК 621.79:620.19:006.354 (476) Т59 Ключевые слова: соединения сварные, дефект, контроль внешним осмотром и измерениями, приборы и инструменты для контроля, требования безопасности, оценка и оформление результатов контроля ОКС 25.160.40 _______________________________________________________________________________________ Предисловие РАЗРАБОТАН И ВНЕСЕН Научно-исследовательским и конструкторско-технологическим институтом сварки и защитных покрытий (НИКТИ СП) УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Госстандарта Республики Беларусь от 30 декабря 1998 г. № 22 ВВЕДЕН ВПЕРВЫЕ Настоящий стандарт не может быть тиражирован и распространен без разрешения Госстандарта Республики Беларусь _______________________________________________________________________________________ Издан на русском языке Содержание Область применения 1 Нормативные ссылки 1 Определения 2 Общие положения 2 Дефекты сварных соединений, выявляемые внешним осмотром и измерениями 2 Требования к проведению контроля внешним осмотром и измерениями 4 Приборы и инструменты для контроля внешним осмотром и измерениями 5 Требования безопасности 8 Оценка и оформление результатов контроля 8 Приложение А Перечень типовых инструментов для проведения контроля внешним осмотром и измерениями 9 Приложение Б Форма протокола или журнала регистрации результатов контроля внешним осмотром и измерениями ….. 10 Приложение В Библиография . 11 ГОСУДАРСТВЕННЫЙ СТАНДАРТ РЕСПУБЛИКИ БЕЛАРУСЬ
Дата введения 1999-07-01 1 Область применения Настоящий стандарт устанавливает общие технические требования к контролю внешним осмотром и измерениями соединений металлов и сплавов, выполненных видами сварки, приведенными в ГОСТ 19521. 2 Нормативные ссылки В настоящем стандарте использованы ссылки на следующие нормативные документы (НД): СТБ 1016-96 Соединения сварные. Общие технические условия СТБ 8001-93 Система обеспечения единства измерений Республики Беларусь. Государственные испытания средств измерений. Основные положения. Организация и порядок проведения ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия ГОСТ 427-75 Линейки измерительные металлические. Технические условия ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий ГОСТ 3242-79 Соединения сварные. Методы контроля качества ГОСТ 3749-77 Угольники поверочные 90°. Технические условия ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 5584-75 Индикаторы рычажно-зубчатые с ценой деления 0,01 мм. Технические условия ГОСТ 6507-90 Микрометры. Технические условия ГОСТ 7502-89 Рулетки измерительные металлические. Технические условия ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры ГОСТ 19521-74 Сварка металлов. Классификация ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры ГОСТ 23479-79 Контроль неразрушающий. Методы оптического вида. Общие требования ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация и определения ГОСТ 30489-97 (EN 473-92) Классификация и сертификация персонала в области неразрушающего контроля. Общие требования 3 Определения В настоящем стандарте применяют следующие термины с соответствующими определениями: Основные понятия в области сварки металлов - по СТБ 1016 и ГОСТ 2601. Дефекты швов - по ГОСТ 30242. 4 Общие положения Контроль внешним осмотром и измерениями предназначен для выявления и измерения поверхностных дефектов сварных соединений в соответствии с ГОСТ 3242 и определения качества сварных соединений по внешнему виду. Контроль внешним осмотром и измерениями должен производиться независимо от других разрушающих или неразрушающих методов контроля качества и всегда предшествовать им. Контролю внешним осмотром и измерениями должны подвергаться все сварные соединения свариваемых изделий (продукции). Контроль внешним осмотром и измерениями должен включать проверку: внешнего вида сварного соединения после сварки; размеров свариваемого узла, сборочной единицы и изделия после сварки на соответствие конструкторской документации; выполнения сварных швов в соответствии с конструкторской, технологической и НД; наличия дефектов и их размеров в сварном соединении. Сварные соединения должны предъявляться на контроль очищенными от шлака, брызг металла, окалины, продуктов коррозии и других загрязнений, препятствующих проведению контроля. Освещенность контролируемых поверхностей сварных соединение должна быть достаточной для надежного выявления дефектов и соответствовать требованиям ГОСТ 23479. Выявленные при контроле внешним осмотром и измерениями дефекты должны быть исправлены до проведения контроля другими методами. В случаях, предусмотренных НД, на проверенные сварные соединения ставится клеймо (штамп), удостоверяющее положительные результаты контроля. К контролю внешним осмотром и измерениями допускаются операторы (дефектоскописты), прошедшие обучение, имеющие удостоверение на право проведения контроля внешним осмотром и измерениями и заключение медкомиссии в соответствии с ГОСТ 30489. 5 Дефекты сварных соединений, выявляемые внешним осмотром и измерениями 5.1 Дефекты сварных соединений, выполненных дуговыми способами сварки: трещины; прожоги; незаваренные кратеры; непровары; свищи; поры, раковины; шлаковые, металлические (вольфрамовые), оксидные и флюсовые включения; наплывы, натеки; подрезы; стартовые и финишные дефекты: поры, форма шва, незаваренные кратеры; смещение кромок; смещение вершины шва от центра линии соединения; неравномерность выпуклости; неравномерность ширины шва сварного соединения; нарушение длины и шага прерывистых швов; неровности поверхности шва; неправильный профиль сварного шва; нарушения величины нахлеста; пятна от коротких замыканий электрода на основном металле; наличие цветов побежалости на основном металле шва. 5.2 Дефекты сварных соединений, выполненных способами контактной и стыковой сварки: трещины; прожоги; наружный и внутренний выплеск; раздавливание кромок при контактной сварке; нарушение размеров сварных точек, шага точечных швов и расстояния между рядами точек; нарушение величины вмятин от электрода при контактной сварке; отклонение соединяемых точек (шва) от центра оси соединяемых элементов; неправильное формирование величины буртика соединения при стыковой сварке; отсутствие сплавления при стыковой сварке. 5.3 Дефекты сварных соединений, выполненных специальными способами сварки: прожоги в местах соединения при электронно-лучевой и плазменно-лучевой сварке; смещение источника нагрева от оси соединения; трещины; поры; дефекты формы шва; подрезы; несплавление. 5.4 Дефекты паяных соединений: трещины; усадочные раковины; поверхностные поры; шлаковые и флюсовые включения; избыток или недостаток паяного шва по сечению; общая и локальная эрозия; непропай; неспай; подрез. Указанные в 5.1-5.4 дефекты, а также другие возможные дефекты, выявляемые внешним осмотром, уточняются в процессе отработки технологического процесса и указываются в НД и конструкторской документации на конкретное изделие. При контроле внешним осмотром и измерениями подготовленных кромок под сварку необходимо проверять следующее: форму и размеры подготовленных кромок под сварку, которые должны соответствовать требованиям действующих стандартов на конкретные контролируемые изделия; свариваемые кромки и прилегающие поверхности, которые должны быть очищены до металлического блеска. 5.7 При контроле внешним осмотром в процессе сварочных работ необходимо проверять: качество валика шва перед нанесением последующего слоя; несплавление наплавленного металла с основным или между отдельными валиками сварного шва. При этом не должно быть никаких видимых дефектов, таких, как трещины, газовые поры и полости, или других дефектов наплавленного металла. Видимые дефекты устраняются перед нанесением следующего слоя (валика). При зачистке или расчистке наплавленного металла контроль осуществляют аналогично вышеуказанному. 6 Требования к проведению контроля внешним осмотром и измерениями Контроль внешним осмотром и измерениями сварных соединений должен проводиться в соответствии с требованиями настоящего стандарта и НД на контроль конкретных сварных изделий. Внешний осмотр сварных соединений следует производить невооруженным глазом или с применением оптических приборов не более чем с десятикратным увеличением. 6.3 Внешний осмотр сварных соединений следует производить по всей длине сварного соединения и прилегающего к нему с обеих сторон основного металла шва на расстоянии не менее 20 мм. 6.4 При измерении конструктивных элементов и размеров швов сварных конструкций их величины должны соответствовать требованиям НД: при ручной дуговой сварке – ГОСТ 5264, ГОСТ 11534, ГОСТ 16037; при сварке в защитных газах – ГОСТ 14771, ГОСТ 23518, ГОСТ 16037; при сварке под флюсом – ГОСТ 11533, ГОСТ 8713, ГОСТ 16037; при сварке электрозаклепками – ГОСТ 14776; при контактной точечной, шовной, рельефной и стыковой сварке – ГОСТ 15878; при газовой сварке – СТБ 1016. Конструктивные элементы и размеры нестандартных швов должны соответствовать требованиям, указанным на чертежах. 6.5 Все измерения осуществляются после контроля внешним осмотром или одновременно с ним. Контроль измерением производится с помощью измерительного инструмента и шаблонов, обеспечивающих требуемую точность. При измерении угловых сварных швов, имеющих выпуклость и вогнутость, измеряется катет, выпуклость, вогнутость в соответствии с рисунком 1. 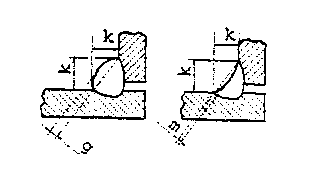 к - катет углового шва; g - выпуклость сварного шва; m - вогнутость углового шва Рисунок 1 7 Приборы и инструменты для контроля внешним осмотром и измерениями 7.1 Погрешность измерений при измерительном контроле не должна превышать указанную в таблице 1, если в конструкторской документации не предусмотрены более жесткие требования. Таблица 1 — Основная абсолютная погрешность измерения при измерительном контроле В миллиметрах
7.2 Для измерительного контроля следует применять приборы и инструменты, класс точности которых обеспечивает надежное определение измеряемых величин с погрешностью не более указанной в таблице 1 или в конструкторской документации в случае, предусмотренном 7.1. 7.3Измерительные инструменты и приборы должны периодически (а также после ремонта) проходить поверку в метрологических службах в сроки, установленные НД на соответствующие приборы и инструменты. Измерительные инструменты, изготовленные предприятием-изготовителем оборудования и трубопроводов для собственных нужд, должны быть аттестованы метрологической службой и подлежать периодической поверке согласно СТБ 8001. 7.4 При измерениях следует использовать измерительные инструменты и приборы: линейки измерительные металлические по ГОСТ 427; штангенциркули по ГОСТ 166; микрометры по ГОСТ 6507; рулетки измерительные металлические по ГОСТ 7502; индикаторы по ГОСТ 577 и ГОСТ 5584; угольники поверочные по ГОСТ 3749; лупы измерительные по ГОСТ 25706; другие приборы и инструменты, предусмотренные конструкторской документацией, в том числе наборы шаблонов и щупов соответствующей конструкции для контроля формы и размеров сварных швов, аттестованные метрологической службой. Примеры применения инструмента приведены на рисунках 2-4. Перечень типовых инструментов для проведения контроля внешним осмотром и измерениями приведен в приложении А. Допускается применение зеркал, перископов, волоконных световодов и телекамер при условии обеспечения выявления дефектов, а также изготовление слепка, снятого с контролируемого участка шва, из отвердевающей на холоде пластмассы, глины и других пластических материалов. Для измерения толщин стенок сварных соединений допускается применять физические методы контроля с использованием толщиномеров. 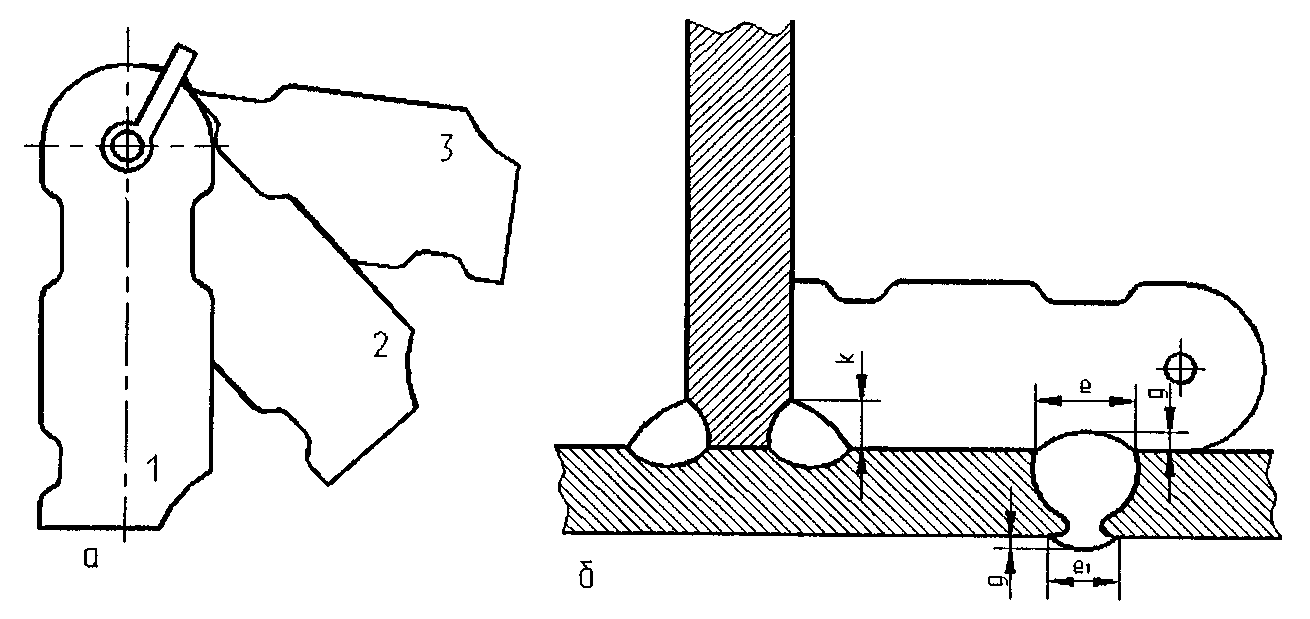 а - набор шаблонов; б - проверка размеров швов е, е1, g, k Размеры е, е1, g, k выбираются соответственно размерам и допускам, установленным для контролируемых соединений Рисунок 2 - Набор шаблонов для контроля размеров шва 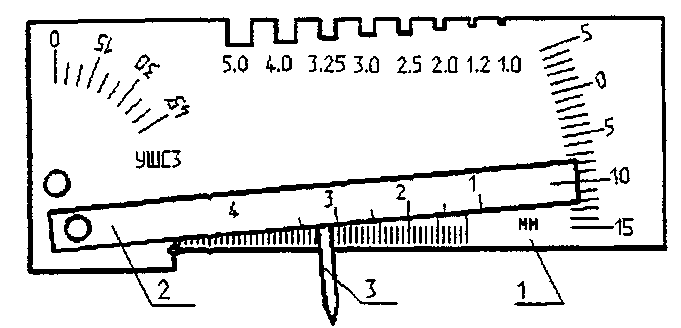 1 — основание; 2 — движок; 3 — указатель Рисунок 3 – Общий вид универсального шаблона сварщика 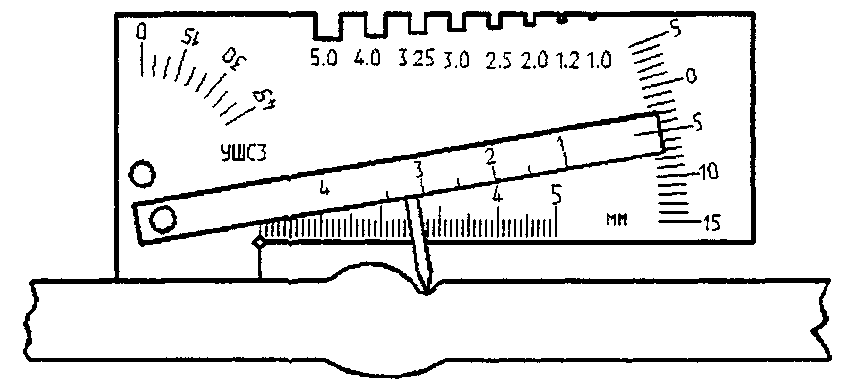 а – для измерения глубины подреза 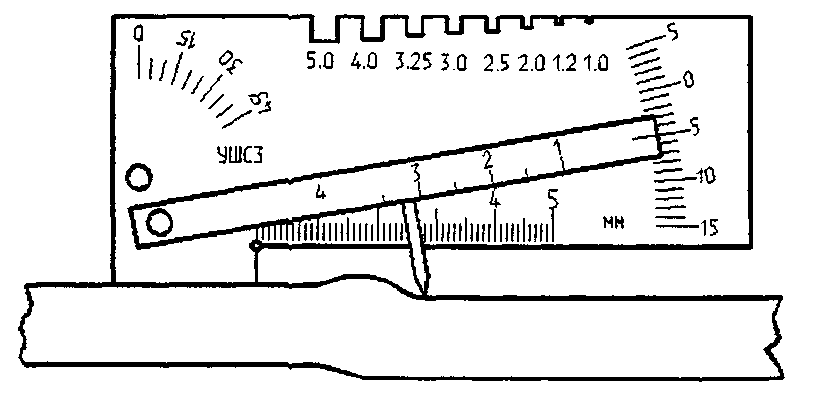 б - для измерения смещения кромок Рисунок 4 - Примеры использования универсального шаблона сварщика УШС-3 8 Требования безопасности Производственные участки и рабочие места, на которых осуществляется контроль внешним осмотром и измерениями, должны удовлетворять требованиям действующих правил безопасности для предприятий и организаций данной отрасли промышленности. Дополнительные требования по технике безопасности, производственной санитарии и пожарной безопасности устанавливаются технической документацией на контроль сварных изделий. Работники, выполняющие контроль сварных соединений внешним осмотром и измерениями, должны периодически проходить инструктаж согласно требованиям [1] и 4.9. 9 Оценка и оформление результатов контроля Оценку качества сварных соединений по результатам контроля внешним осмотром и измерениями следует производить в соответствии с нормами, указанными в НД на контроль конкретных сварных изделий. Результаты внешнего осмотра и измерения размеров сварных соединений считаются удовлетворительными, если отсутствуют: трещины всех видов и направлений; непровары (несплавления) между основным металлом и металлом шва, а также между валиками шва; непровары в корне шва (кроме случаев, оговоренных в НД); наплывы, натеки и брызги металла; незаваренные кратеры; свищи; прожоги; скопления включений; подрезы (кроме случаев, оговоренных в НД), а также отклонения размеров сварных соединений сверх установленных норм в НД: а) при ручной дуговой сварке – ГОСТ 5264, ГОСТ 11534, ГОСТ 16037; б) при сварке в защитных газах – ГОСТ 14771, ГОСТ 23518, ГОСТ 16037; в) при сварке под флюсом – ГОСТ 11533, ГОСТ 8713, ГОСТ 16037; г) при сварке электрозаклепками – ГОСТ 14776; д) при контактной точечной, шовной, рельефной и стыковой сварке – ГОСТ 15878; е) при газовой сварке – СТБ 1016; нестандартные сварные соединения - на чертежах. Приведенная в СТБ 1016 допустимость дефектов без исправления указана для случаев, когда дефекты не нарушают герметичности, не снижают прочности свариваемого изделия и не нарушают других требований, предусмотренных чертежами или техническими условиями на изделие. Результаты контроля внешним осмотром и измерениями должны регистрироваться в журнале или протоколе по форме, приведенной в приложении Б. Приложение А (рекомендуемое) Перечень типовых инструментов для проведения контроля внешним осмотром и измерениями
Приложение Б (рекомендуемое) Форма протокола или журнала регистрации результатов контроля внешним осмотром и измерениями
М.П. руководитель лаборатории Ф.И.О. ___________________________ подпись Приложение В (информационное) Библиография [1] "Типовое положение об обучении, инструктаже и проверке знаний работников по вопросам охраны труда", утвержденное Постановлением Министерства труда Республики Беларусь от 29.08.96 г. № 62 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||