|
|
Проектирование участка по производству обечаек. Курсовая работа (Основная часть). Сводная ведомость оборудования
 , (1) , (1)
где Ср – расчетное количество оборудования (станков) данного типа, шт.;
Тшт– норма время на операцию, выполняемую на данном типе оборудования, час;
N – годовой объем выпуска изделий, шт.;
Fд – действительный годовой фонд времени работы единицы оборудования, час;
Квн – коэффициент выполнения нормы.
Действительный годовой фонд времени работы единицы оборудования в часах при пятидневной рабочей неделе с двумя выходными днями может быть рассчитан по формуле:
 , (2) , (2)
где в.д. – количество выходных дней (субботы и воскресенья);
п.д. – количество праздничных дней;
п.п.д. – количество предпраздничных дней (продолжительность рабочего дня меньше на 1 час);
Z – число смен работы оборудования;
Кр – коэффициент, учитывающий время пребывания станка в ремонте.
Принимаю: в.д. = 104; п.д. = 10; п.п.д. = 8.
Для не механических стендов Кр = 1
Для средних станков Кр= 0,95
Для мелких станков Кр = 0,97
Fд.(для не механических стендов).= [(365-104-10) 8-8·1] ·2·1 = 4000 час.
Fд.(для мелких станков)= [(365-104-10) ·8-8·1] ·2·0,97 = 3880 час. Fд.(для средних станков) = [(365-104-10) ·8-8·1] ·2·0,95 = 3800 час. Расчетное количество станков Срокругляется до ближайшего большего целого числа – принятого количества станков Сп. Разметочная плита  принимаюСп = 1шт. принимаюСп = 1шт. Гильотинные ножницы  принимаюСп = 1шт. принимаюСп = 1шт. Листогибочная машина  принимаюСп = 5шт. принимаюСп = 5шт. Пост РДС  принимаюСп = 2шт. принимаюСп = 2шт. Пост АДС  принимаюСп = 3шт. принимаюСп = 3шт. Определяется коэффициент загрузки оборудования, который показывает степень использования оборудования или рабочих мест по времени. Расчет коэффициента загрузки данного типа оборудования ведется по формуле:  , (3) , (3)
где Ср – расчетное количество станков;
Сп – принятое количество станков.
Разметочная плита  Гильотинные ножницы Листогибочная машина  Пост РДС  Пост АДС 
Средний коэффициент загрузки оборудования при изготовлении изделий, заданных по проекту, равен:
 , (4) , (4)
гдеСр – расчетное количество станков разных типов по всем операциям для заданного изделия;
Сп – принятое количество станков всех типов по всем операциям.

Работу оборудования можно признать достаточно эффективной, если коэффициенты загрузки по большинству рабочих мест находятся в пределах 0,7 – 0,9, а средний коэффициент – не ниже 0,85.
Сводная ведомость оборудования
Данные о количестве, габаритах, мощности электродвигателей и стоимости( с учетом транспортировки и монтажа) оборудования на участке заносятся в водную ведомость оборудования (табл. 2).
Таблица 2 – Сводная ведомость оборудования
Наименование оборудования
|
Модель
|
Количество станков
|
Габаритные размеры (длина и ширина), мм
|
Мощность электродвигателей, кВт
|
Цена станка, руб
|
Общие затраты на оборудование с монтажом, руб
|
Общие затраты на все оборудование с монтажом, руб
|
Одного станка
|
Всех станков
|
Разметочная плита
|
РП
|
1
|
6000х3000
|
__
|
__
|
4740
|
5451
|
5451
|
Гильотинные ножницы
|
НБ478
|
1
|
4730х3550
|
28,1
|
28,1
|
91200
|
104880
|
104880
|
Листогибочная машина
|
367П
|
5
|
7695х2350
|
58,2
|
291
|
316200
|
363630
|
1818150
|
Пост РДС
|
Пост РДС
|
2
|
5400х3600
|
3
|
6
|
7680
|
8832
|
17664
|
Пост АДС
|
Пост АДС
|
3
|
7400х3600
|
35
|
105
|
28980
|
33327
|
99981
|
Итого:
|
----
|
12
|
----
|
----
|
430,1
|
----
|
----
|
2046126
|
Затраты на транспортировку и монтаж станков принимают в среднем 15% от его стоимости по прейскуранту.
График загрузки оборудования
На основании производственных расчетов строится график загрузки участка
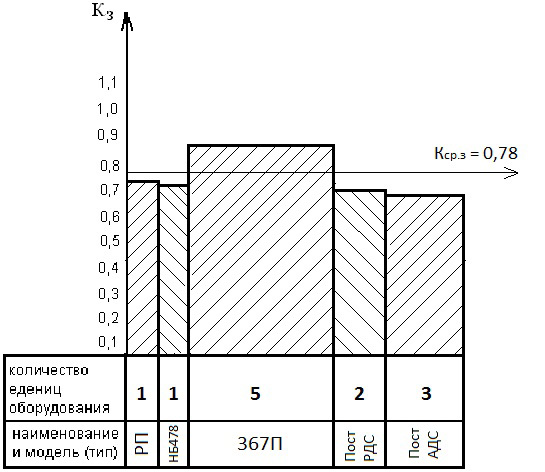
Рисунок 1. График загрузки оборудования
Расчет потребного количества рабочих.
Определение потребного количества основных рабочих
Определение потребного количества основных (производственных) рабочих ведется по каждой профессии и по каждому квалификационному разряду отдельно.
Количество производственных рабочих определяется по формуле:
|
|
|
 Скачать 359.62 Kb.
Скачать 359.62 Kb.