Техника безопасности при сварке. Техника безопасности при сварке Организация безопасного производства газосварочных (газорезательных) работ Газообразные вещества и оборудование для газовой сварки
 Скачать 157.76 Kb. Скачать 157.76 Kb.
|

|
Техника безопасности при сварке Организация безопасного производства газосварочных (газорезательных) работ Газообразные вещества и оборудование для газовой сварки Основными причинами несчастных случаев при выполнении газосварочных работ являются:
Кроме того, возможно отравление продуктами сгорания горючих газов или парами свариваемого материала при отсутствии вентиляции или средств индивидуальной защиты (противогазы, респираторы и т. п.). Выполнение работ без соответствующей спецодежды и обуви, а также без защитных очков приводит к ожогам тела и заболеванию глаз. Для производства газосварочных работ необходимы баллоны с кислородом и горючими газами, ацетиленовый генератор, редукторы, резиновые шланги (рукава), предохранительные затворы, сварочные горелки, резаки и др. Схемы переносного и передвижного газосварочных устройств приведены на рис. 6.6 и 6.7. Кислород — бесцветный газ, не имеющий запаха, тяжелее воздуха (плотность кислорода при температуре 0 °С составляет 1,429 кг/м3). Кислород не горит, но поддерживает горение, образуя химические соединения почти со всеми веществами. При газовой резке кислород применяется для получения высокой температуры подогревающего пламени и сжигания металла в месте разреза. Масло и жир в струе кислорода самовоспламеняются в результате быстрого окисления. Ацетилен — бесцветный горючий газ, легче воздуха, со слабым эфирным запахом — представляет собой химическое соединение углерода и водорода. Технический ацетилен, применяемый для газовой сварки и резки металлов, содержит примеси, которые придают ему резкий неприятный запах. При сгорании ацетилена в кислороде температура пламени достигает 3200 °С. Смеси ацетилена с воздухом и кислородом взрывоопасны, если в них содержится соответственно 2,8... 80 % и 2,8... 93,0 % ацетилена по объему. Они могут взрываться от искры, открытого пламени или сильного нагрева. При нагревании до температуры 450... 500 °С и одновременном повышении давления до 153 кПа ацетилен взрывается, образуя взрывную волну, в которой давление газа в 10... 11 раз больше первоначального давления ацетилена. 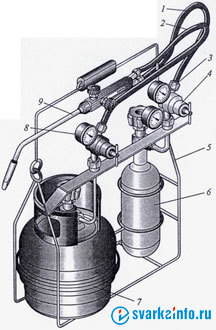 Рис. 6.6. Переносное газосварочное устройство: 1 — рукав для пропана; 2 — рукав для кислорода; 3 — хомут для закрепления рукава; 4 — кислородный редуктор типа БКО-50ДМ; 5 — корзина для укладки оборудования; 6 — кислородный баллон; 7— пропановый баллон; 8 — пропановый редуктор типа БПО-5ДМ; 9 — газосварочная горелка типа ГЗУ 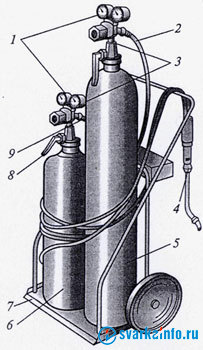 Рис. 6.7. Передвижное газосварочное устройство: 1 — редукторы; 2 — кислородный шланг; 3 — регулировочные ручки; 4 — горелка; 5 — кислородный баллон; 6 — ацетиленовый баллон; 7 — тележка; 8 — накладной ключ; 9 — ацетиленовый шланг Взрывоопасность ацетилена снижается, если он находится в тонких (капиллярных) сосудах. Это свойство ацетилена используется при наполнении им баллонов под давлением. Плотность ацетилена по отношению к воздуху составляет 0,9, а по отношению к кислороду — 0,8. Причинами взрыва ацетилена могут служить образование взрывоопасной смеси при наличии источника воспламенения; присутствие катализатора (медь, латунь, окислы меди и железа); температура свыше 530 °С и давление 0,3 МПа (3 кгс/см2), при которых происходит полимеризация ацетилена с выделением значительного количества теплоты; сильные толчки или удары баллонов с ацетиленом; длительное соприкосновение газа с медью или серебром, в результате которого образуется ацетиленистая медь (ацетиленистое серебро), взрывающаяся при ударе или повышении температуры (допустимое содержание меди в сплавах, из которых изготавливают ацетиленовую аппаратуру, не превышает 70 %). Температура самовоспламенения ацетилена зависит от его давления и наличия в нем примесей. Пропан-бутановые смеси состоят из технического пропана (С3Н8) с примесью (5...30%) технического бутана (С4Н10). Пропан, бутан и их смеси образуются при переработке нефти и нефтепродуктов. Эти газообразные вещества тяжелее воздуха, бесцветны и имеют специфический запах. При небольшом давлении они сжижаются, тогда как при нормальном давлении пропан-бутановая смесь переходит в жидкое состояние при температуре около -40 °С. Природные газы — это все горючие газы, которые добывают из недр земли. Они могут находиться в нефтяных месторождениях и сопутствовать нефти при ее добыче. Основной компонент природного газа — метан (СН4), объемное содержание которого составляет 85... 98 %. Остальные 2... 15 % приходятся на азот, этан, пропан, сероводород и др. Природный газ легкий, бесцветный, не имеет запаха, не ядовит, но является удушающим газом. Для придания ему характерного резкого неприятного запаха добавляют одорант (16 г на 1000 м3 газа). Природный газ опасен тем, что при его неполном сгорании выделяется бесцветный и очень ядовитый угарный газ. При его содержании в воздухе 0,5% через 20... 30 мин наступает смерть, при содержании 1 % после нескольких вдохов — потеря сознания и через 1 ...2 мин — смерть. Редуктор представляет собой аппарат для регулирования и контроля рабочего давления газов. Кислородный редуктор (рис. 6.8) комплектуют двумя манометрами высокого давления с пределом измерений до 25 МПа (250 кгс/см2), ацетиленовый редуктор (рис. 6.9) — манометрами высокого и низкого давления с пределами измерений соответственно до 3 МПа (30 кгс/см2) и 0,5 МПа (5 кгс/см2). Существуют специальные конструкции редукторов и манометров для пропан-бутановых смесей. Редукторы, манометры и баллоны для определенного газа окрашивают в один и тот же цвет. 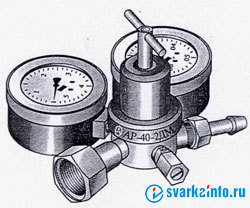 Рис. 6.8. Редуктор кислородный Пользоваться неисправными редукторами запрещается. Редуктор считается неисправным, если неисправны или не прошли ежегодной проверки манометры, на них отсутствует красная черта предельного давления, при полностью вывернутом регулировочном винте газ проходит в камеру рабочего давления (самотек), при прекращении отбора газа рабочее давление в камере повышается более чем на 0,2 МПа (2,25 кгс/см2), не работает предохранительный клапан или неисправна резьба накидной гайки, с помощью которой редуктор подсоединяется к вентилю газового баллона. Манометры считаются неисправными, если разбиты стекло или корпус, при выключении прибора стрелка не возвращается к упорному штифту или «заскакивает» за него, а погрешность измерений превышает допустимую. Манометры на редукторах следует прочно закреплять, устанавливая так, чтобы их показания были видны газосварщику. Редуктор следует осмотреть перед присоединением к вентилю баллона со сжатым или сжиженным газом. Необходимо убедиться в том, что на нем нет следов масел и жиров, а также каких-либо внешних повреждений, манометры исправны и имеют пломбы или клеймо об очередной ежегодной проверке, регулирующий винт вывернут до полного освобождения нажимной пружины; резьба накидной гайки не повреждена, а присоединительные элементы исправны и не загрязнены. В процессе эксплуатации технический осмотр и испытание кислородных, ацетиленовых и пропан-бутановых редукторов осуществляют не реже одного раза в 3 мес и непосредственно перед эксплуатацией. Кроме того, один раз в неделю проводят проверку резьбы накидной гайки и испытание на герметичность. Результаты технического осмотра и испытаний заносят в специальный журнал. 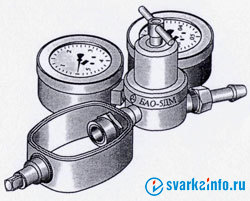 Рис. 6.9. Ацетиленовый редуктор Шланги (рукава) из прорезиненной ткани (ГОСТ 18698 - 73) служат для подвода кислорода и горючего газа к горелке или резаку. Шланги должны быть достаточно прочными, чтобы выдерживать давление газа, и гибкими, чтобы не стеснять движений сварщика во время работы. Чаще всего пользуются шлангами внутренним диаметром 9 мм и наружным — 17,5 мм; для наиболее мощных горелок и резаков применяют шланги внутренним диаметром 16 и 19 мм. Длина шлангов для газовой сварки и резки не должна превышать 30 м. В монтажных условиях с разрешения главного инженера и инженера по охране труда допускается применение шлангов длиной до 40 м. Короткие шланги неудобны для работы, и пользоваться ими не рекомендуется. В зависимости от условий работы длина шлангов может составлять 9...30 м. При укладке шлангов не допускается их сплющивание, скручивание и перегибание. Запрещается пользоваться замасленными шлангами. Шланги должны применяться в соответствии с их назначением. Недопустимо присоединение к шлангам вилок и тройников для питания нескольких горелок. Использовать кислородные шланги для подачи ацетилена запрещается. Новые кислородные, ацетиленовые и пропановые шланги перед употреблением следует испытать на устойчивость к давлению, указанному в паспорте. Кроме того, до присоединения новых шлангов к резакам, горелкам и редукторам эти шланги нужно осмотреть и продуть сначала воздухом (не содержащим масла), чтобы удалить из них тальк или воду, а затем рабочим газом. Все соединительные шланги следует закреплять на редукторах, горелках, резаках и генераторах только специальными хомутами. При разрыве шланг нельзя соединять отрезками гладких трубок или обматывая изоляционной лентой. Необходимо вырезать поврежденное место и соединить куски шланга двусторонним ниппелем, обязательно закрепив его хомутом или отожженной проволокой. Шланг должен состоять не более чем из трех кусков. Места присоединения шлангов следует тщательно проверять перед началом и во время работы. На штуцера водяных затворов шланги нужно плотно надевать, но не закреплять на них. Запрещается применять ацетиленовый шланг в качестве кислородного и наоборот (во избежание возгорания). В случае возгорания шланга необходимо быстро перегнуть его возле горящего места со стороны редуктора или газогенератора и закрыть вентиль баллона. Во время сварки шланги должны быть подвешены для предотвращения их повреждения. Необходимо предохранять от искр и брызг расплавленного металла, а в проходах и проездах укладывать в специальные трубы или короба. Запрещается располагать их на расстоянии менее 1 м от тепловых приборов, огня и электропроводов. В случае аварии, загорания или разрыва ацетиленового шланга нужно немедленно погасить пламя горелки или резака, а при загорании кислородного шланга — прекратить подачу кислорода из баллонов, одновременно производя тушение огня пенным огнетушителем или сухим песком. По окончании работы шланги следует снять, свернуть в бухты и вместе с горелками и редукторами хранить в кладовой. В процессе эксплуатации шланги следует испытывать не реже одного раза в месяц, причем кислородные — при давлении 2 МПа, а ацетиленовые — при давлении 0,5 МПа (соответственно 20 и 5 кгс/см2). Техническое освидетельствование шлангов осуществляется один раз в 3 мес. При этом проводятся их внешний осмотр, удаление дефектов, испытание сжатым воздухом или азотом под давлением 1 МПа (10 кгс/см2), а затем жидкостью под давлением 3 МПа (30 кгс/см2). Ацетиленовый генератор служит для получения технического ацетилена при взаимодействии карбида кальция с водой. Процесс разложения карбида кальция протекает бурно и крайне неравномерно. Интенсивность реакции постоянно ослабевает. Вначале, когда куски карбида кальция еще не покрыты коркой извести, а их поверхность относительно велика, скорость реакции разложения максимальна. По мере уменьшения поверхности и образования корки извести, скорость реакции снижается, и интенсивность выделения ацетилена уменьшается. Существует несколько систем ацетиленовых генераторов: «карбид в воду» (куски карбида кальция сбрасываются из загрузочного бункера в воду, находящуюся в замкнутом объеме, где происходит полное разложение карбида); «вода на карбид» (карбид разлагается в небольшом количестве воды, подаваемой порциями, постепенно превращаясь в жидкую гашеную известь) и др. Генераторы системы «вода на карбид» имеют наименее сложную конструкцию, удобны в эксплуатации, но наиболее взрывоопасны. Каждый переносной ацетиленовый генератор должен иметь паспорт и инвентарный (регистрационный) номер. К генератору прилагается инструкция по эксплуатации и технике безопасности, составленная на основе его технической характеристики (паспорта) с учетом условий эксплуатации. Переносные ацетиленовые генераторы устанавливают преимущественно на открытом воздухе или под навесом на расстоянии не менее 10 м от места выполнения газопламенных работ, а также от любого источника огня и искр, строго в вертикальном положении. Допускается установка переносных генераторов для выполнения временных газопламенных работ в рабочих и жилых проветриваемых помещениях объемом не менее 300 м3 на каждый ацетиленовый генератор или не менее 100 м3, если он размещен в одном, а работы по сварке и резке выполняются в другом (смежном) помещении. Установка ацетиленовых генераторов разрешается на расстоянии не менее 10 м от мест курения или очагов открытого огня. Расстояние между сварочным аппаратом и газогенератором должно составлять не менее 3 м, а между сварочными кабелями и кислородными ацетиленовыми шлангами или шлангами других горючих газов — не менее 1 м. Запрещается размещать и эксплуатировать генераторы в работающих котельных, проездах, проходах, местах скопления людей, около мест забора воздуха компрессорами и вентиляторами, в помещениях, где возможно выделение веществ, образующих с ацетиленом самовзрывающиеся или легковоспламеняющиеся смеси. При выполнении газосварочных, наплавочных и резательных работ может возникнуть обратный удар пламени. Его сущность состоит в том, что при нагреве наконечника горелки (вследствие резкого понижения давления кислорода, уменьшающего скорость истечения горючей смеси из мундштука горелки или резака), приближении горелки на небольшое расстояние к предмету и по другим причинам ацетиленокислородная смесь, поступающая в горелку, воспламеняется внутри наконечника. При этом повышается давление в канале горелки, и горящая смесь устремляется в шланг, соединяющий горелку с ацетиленовым генератором или баллоном, вызывая в нем взрыв ацетилена. Чтобы предохранить ацетиленовый генератор от взрыва при обратном ударе пламени, между горелкой и генератором (или баллоном) устанавливают водяной предохранительный затвор. По принципу действия и в соответствии с давлением ацетилена различают предохранительные затворы открытого (низкого давления) и закрытого (среднего уровня давления) типов. По величине подачи ацетилена предохранительные затворы могут быть постовыми (с подачей до 3,2 м3/ч), устанавливаемыми на ацетиленовых станциях, и центральными или групповыми (с подачей свыше 3,2 м3/ч), применяемыми на ацетиленовых магистралях. Схема устройства водяного затвора низкого давления и принцип его действия при обратном ударе пламени показаны на рис. 6.10. В цилиндрический корпус 5 водяного затвора вварены газопод-водящая трубка 4 и предохранительная трубка 3. Верхняя часть предохранительной трубки заканчивается воронкой 2, снабженной отбойником 1. Газоподводящая трубка опускается в корпус водяного затвора ниже, чем предохранительная. В верхней части водяного затвора имеется газоотводящая трубка 7, по которой ацетилен из затвора поступает в рукав и подводится к газосварочной горелке или резаку. Под газоотводящей трубкой расположен контрольный кран 6. Перед началом работы в затвор заливают воду до уровня контрольного крана (рис. 6.10, а). 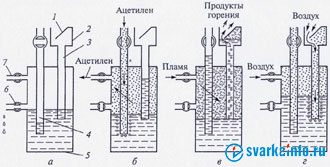 Рис. 6.10. Схема устройства и принцип действия водяного затвора низкого давления: а — заправка; б — нормальный рабочий процесс; в — рабочий процесс при обратном ударе пламени; г — восстановление рабочего процесса; 1 — отбойник; 2 — воронка; 3 — предохранительная трубка; 4 — газоподводяшая трубка; 5 — корпус; 6 — контрольный кран; 7 — газоотводящая трубка При работе ацетилен проходит из генератора по газоподводя-щей трубке, попадает в воду, находящуюся в затворе, а из воды поступает в верхнюю часть затвора (рис. 6.10, б). Отсюда он подается по газоотводящей трубке к горелке или резаку. В случае возникновения обратного удара пламя по шлангу доходит до газоотводящей трубки, а затем проникает внутрь водяного затвора. При этом ацетилен в верхней части затвора воспламеняется и давит на воду, которая уходит в газоподводящую трубку и закрывает тем самым доступ пламени к генератору (рис. 6.10, в). Ввиду того что уровень воды становится ниже нижнего конца предохранительной трубки, продукты горения из затвора выбрасываются наружу через предохранительную трубку и воронку. При этом отбойник предотвращает выплескивание воды из затвора. После ликвидации обратного удара давление в затворе понижается и вода из газоподводящей трубки перетекает в корпус затвора. При понижении давления в водяной затвор через предохранительную трубку подсасывается воздух (рис. 6.10, г). Принцип действия водяного затвора среднего давления несколько иной: при воспламенении ацетилена вода давит на специальный клапан, закрывающий газоподводяшую трубку, по которой ацетилен поступает из генератора в затвор. Перед началом отбора ацетилена следует проверить уровень воды в предохранительном затворе. Воду заливают через специальную горловину или воронку, следя за ее уровнем с помощью контрольного крана. Заполнение затвора водой и проверка ее уровня осуществляются при включенной подаче ацетилена. Во время работы нельзя допускать изменения уровня воды. При его понижении затвор может не обеспечить защиту ацетиленового генератора (баллона) от взрыва при обратном ударе пламени. Чтобы избежать обратного удара, нельзя допускать засорения мундштука и перегрева горелки (резака). Следует регулярно проверять прочность насадки мундштука. Не рекомендуется чрезмерно приближать его к поверхности металла или погружать в расплавленный металл. Необходимо периодически очищать газогенератор от остатков карбида кальция и аккуратно обращаться с горелкой: не класть ее отверстием вниз (пользоваться специальной подставкой или крючком) и следить, чтобы во время работы брызги металла не попадали на мундштук горелки (резака). Если появились хлопки, свидетельствующие об обратном ударе пламени, следует быстро перегнуть ацетиленовый шланг и закрыть кислородный вентиль, а затем проверить уровень воды в затворе и охладить горелку (резак) при закрытом ацетиленовом и открытом кислородном кранах. Для охлаждения мундштука горелки (резака) сварщик должен иметь ведро с водой. После охлаждения мундштука нужно прочистить сопло деревянной шпилькой или проволокой из цветного металла (применять стальную проволоку запрещается), отрегулировать давление и продуть горелку (резак) с открытыми вентилями во избежание воспламенения смеси газов, проверить уровень воды в водяном затворе и продуть шланги газами, для которых они предназначены. Техническое освидетельствование и проверку водяного затвора проводят периодически в следующие сроки:
Техническое освидетельствование и испытание ацетиленовых генераторов осуществляют один раз в год. При этом проводят очистку, продувку, общий осмотр, устранение неплотных соединений, смазку резьбы техническим вазелином, испытание на герметичность при максимальном давлении и делают отметку об этом в паспорте генератора. Сварочные горелки и резаки, предназначенные для получения устойчивого пламени путем смешивания горючего газа с кислородом, относятся к основным инструментам сварщика. Они позволяют регулировать состав, мощность и форму сварочного пламени. Различают несколько типов горелок, но все они имеют ряд одинаковых элементов конструкции: рукоятку с расположенными на ней запорно-регулировочными вентилями и набор сменных наконечников. На маховички вентилей наносят наименование газа (ацетилен или кислород) и стрелки, указывающие направление вращения при открывании и закрывании. По способу подачи горючего газа и кислорода в смесительную камеру горелки подразделяют на инжекторные (рис. 6.11) и безынжекторные (рис. 6.12), по назначению — на универсальные и специальные, по числу наконечников — на однопламенные и многопламенные, по мощности — на горелки малой (расход горючего газа 25...400 дм3/ч), средней (400...2800 дм3/ч) и большой (более 2800 дм3/ч) мощности. Наибольшее распространение получили инжекторные горелки, работающие на смеси ацетилена с кислородом. В этих горелках подачу горючего газа в смесительную камеру 9 (см. рис. 6.11) осуществляют подсосом его струей кислорода, поступающего в п> релку с большим давлением, чем горючий газ. Подсос горючего газа, называемый инжекцией, происходит следующим образом. Кислород под давлением через штуцер 6 и регулировочный вентиль 4 подается к инжектору 3. Выходя с большой скоростью из узкого канала инжекторного конуса, кислород создает значительное разрежение и засасывает горючий газ, поступающий в смесительную камеру 9, где образуется горючая смесь. По наконечнику 2 горючая смесь поступает к мундштуку 1, на выходе из которого образуется сварочное пламя. 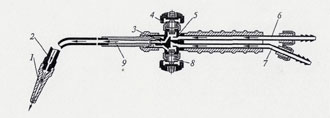 Рис. 6.11. Схема инжекторной сварочной горелки: 1 — мундштук; 2 — наконечник; 3 — инжектор; 4 — регулировочный кислородный вентиль; 5 — корпус; 6 — штуцер подачи кислорода; 7 — штуцер подачи горючей смеси; 8 — регулировочный вентиль горючей смеси; 9 — смесительная камера В безынжекторной горелке (см. рис. 6.12) горючий газ и кислород подают примерно при одинаковом давлении в смесительную камеру 3, откуда они поступают в наконечник 2 горелки, образуя на выходе сварочное пламя. 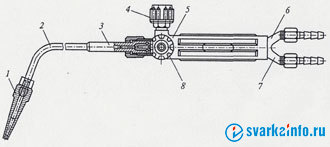 Рис. 6.12. Схема безынжекторной сварочной горелки: 1 — мундштук; 2 — наконечник; 3 — смесительная камера; 4 — регулировочный кислородный вентиль; 5 — корпус; 6 — штуцер подачи кислорода; 7 — штуцер подачи горючей смеси; 8 — регулировочный вентиль горючей смеси Перед началом сварочных работ нужно проверить исправность горелки, продув ее кислородом. Если она исправна, то в ацетиленовом ниппеле создается сильное разрежение, которое легко обнаружить, приложив палец к его отверстию. При зажигании и тушении горелки (резака) необходимо соблюдать определенную очередность пользования кранами: при зажигании сначала открывают кислородный кран, а затем ацетиленовый, при тушении краны закрывают в обратной последовательности. Источник: Охрана труда при производстве сварочных работ. О.Н.Куликов, Е.И.Ролин. Учебное пособие. М.: Академия. 2004 |