|
|
Узк. УЗК AR1.2. Технологическая карта 1 узк оси кп по варианту метода а 2
ВЧДр-Тосно
|
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1.1 УЗК оси КП по варианту метода АR1.2
|
Листов 5
|
Лист 1
|
Утверждаю: Главный инженер предприятия
_____________ __________ Маркевич А.А. __________ Маркевич А.А.
«15»_января 2021 г.
|
Объект контроля:
Ось типа РУ1, РУ1Ш, РВ2Ш
|
Место проведения контроля:
КРУ
|
НД на контроль: ПР НК В.1-2019;ПР НК В.2-2019; ТИ НК В.21-1.2019
|
Узел: Колесная пара
|
Норма времени, мин 1,55
|
Наименование операции: УЗК оси КП по варианту метода АR1.2 при текущем виде ремонта КП при демонтаже торцевого крепления
|
Тип подвижного состава:
Грузовой
|
Освещенность:
рабочего места не менее 500 лк
|
Критерии браковки: при УЗК по варианту метода АR1.2 амплитуда эхо-сигнала от дефекта в зоне контроля равна или превышает браковочный уровень (значение параметра N ≥ 0 дБ).
|
Характеристика объекта контроля: Сталь осевая
|
Уровень квалификации:
не ниже II уровня по УЗК
|
Требования к контролепригодности: На торцевых поверхностях оси не должно быть видимых поверхностных дефектов, загрязнений, наслоений краски и смазки
|
Зона контроля: Шейка и предподступичная часть оси под кольцами подшипников 100-250 мм (РУ1, РУ1Ш), 60-280 мм (РВ2Ш)
|
Основные средства контроля: Дефектоскоп: УД2-102 «PELENG» (ДШЕК.663532,001 ТУ); Преобразователи: П111-2,5 или П131-2,5- 0/20; Меры: СО-2 (СО-3Р); Настроечные образцы: НО НК В.2-РУ1Ш; НО-РВ2Ш-957Г
|
Вспомогательные средства контроля: Стенд для закрепления и вращения оси КП; масло индустриальное марки И-40А; линейка металлическая (рулетка); маркер для металла (мел); безворсовая ветошь
|
Основные параметры контроля
|
Тип волны
|
Угол, град
|
Частота, МГц
|
Браковочный уровень
|
продольная
|
0
|
2,5
|
КУ = 40 дБ, настраивается по донной поверхности на СО-2 (или СО-3Р)
|
а) ось типа РУ1 б) ось типа РУ1Ш в) ось типа РВ2Ш
Рисунок 1 – Схема установки ПЭП (и прозвучивания) при УЗК по варианту метода АR1.2.
Поверхность сканирования: а) перемещая ПЭП по окружности зарезьбовой канавки оси РУ1 б,в) последовательно устанавливая ПЭП
на плоские участки торца оси РУ1Ш, РВ2Ш в 20-25 точках
Руководитель ЛНК
|
Разработана (актуализирована) «_15_» января 2021 г.
|
Срок действия продлен до «31»12.2021 г.
|
Составил (разработал) _______________Резцов С, Б.
|
ВМ ПУ НК_________ Степанов Э.Г.
|
Начальник технического отдела
______________ Богданова М.Г.
|
Ось типа РУ1, РУ1Ш, РВ2Ш
|
УЗК оси КП дефектоскопом УД2-102 по варианту метода АR1.2
|
Лист 2
|
Колесная пара
|
1 Подготовка оборудования к контролю:
1.1 Произвести внешний осмотр корпуса дефектоскопа, соединительных кабелей и разъемов, ПЭП на наличие механических повреждений. Запрещается использовать оборудование при наличии видимых повреждений, влияющих на работоспособность оборудования и безопасность его эксплуатации.
1.2 Включить дефектоскоп, кнопкой  . .
1.3 Ввести шифр дефектоскописта, выполняющего УЗК, проверить правильность и, при необходимости, произвести корректировку установок даты и времени, а также настройку индикаторов дефектоскопа (яркости изображения, АСД)
1.4 Проверить основные параметры УЗК осей по варианту метода АR1.2.
1.4.1 Подключить ПЭП П111-2,5 (или П131-2,5-0/20, переведя тумблер на корпусе ПЭП в положение «0о») соединительным кабелем к дефектоскопу.
1.4.2 Вызвать настройку дефектоскопа, соответствующую проведению УЗК осей по варианту метода АR1.2, для чего:
− убедиться, что на экране дефектоскопа индицируется меню «РЕЖИМ РАБОТЫ». В противном случае вызвать требуемое меню последовательным нажатием кнопки  ; ;
− выделить фоном строку «ВЫЗОВ НАСТРОЙКИ» кнопкой  или или  ; ;
− установить в строке «ВЫЗОВ НАСТРОЙКИ» число, соответствующее номеру требуемой настройки, кнопкой  (или (или  ) или с использованием цифровых кнопок (при использовании цифровых кнопок перед вводом и после ввода требуемого значения должна быть нажата кнопка ) или с использованием цифровых кнопок (при использовании цифровых кнопок перед вводом и после ввода требуемого значения должна быть нажата кнопка  ); );
− вызвать настройку кнопкой 
1.4.3 Убедиться, что значения всех параметров, установленных в настройке, соответствуют приведенным в таблице 1, а номер ПЭП, установленный в настройке, соответствует номеру ПЭП подключенного к дефектоскопу. В противном случае выполнить корректировку настройки в соответствии с настроечной картой № 2 или подключить соответствующий ПЭП.
1.5 Проверить браковочный уровень и глубиномер одним из 2-х способов:
1.5.1 Проверка браковочного уровня и глубиномера на НО для УЗК осей:
- изменить значение усиления дефектоскопа на величину ΔАR1.2 с учетом знака;
ПРИМЕЧАНИЕ – ΔАR1.2 – соотношение между значением усиления, соответствующим браковочному уровню УЗК осей по варианту метода АR1.2, и амплитудой эхо-сигнала от пропила глубиной 3 мм в шейке НО для УЗК осей, определяемое при создании и корректировке настройки в соответствии с настроечной картой № 2.
− нанести контактную жидкость на торец (в зарезьбовую канавку) НО и установить ПЭП П111-2,5 (или П131-2,5-0/20) в соответствии со схемой, приведенной на рисунке 2;
- перемещая ПЭП П111-2,5 по торцу (П131-2,5-0/20 по зарезьбовой канавке) НО, найти положение, при котором амплитуда эхо-сигнала от пропила глубиной 3 мм (в сечении А-А НО) максимальна (рисунок 3);
− убедиться, что в положении максимальной амплитуды эхо-сигнал от пропила отличается от порогового уровня зоны ВС (середины ВШ экрана) не более чем на 2 дБ. В противном случае выполнить настройку браковочного уровня по донной поверхности в СО-2 (или СО-3Р);
|
Ось типа РУ1, РУ1Ш, РВ2Ш
|
УЗК оси КП дефектоскопом УД2-102 по варианту метода АR1.2
|
Лист 3
|
Колесная пара
|
Таблица 1 – Значения параметров УЗК осей по варианту метода АR1.2.
Общие параметры
|
Параметры развертки
|
Параметр
|
Значение
|
Параметр
|
Значение
|
«ЧАСТОТА»
|
2,5 МГц
|
«РАЗВЕРТКА»
|
120%
|
«ВКЛ.ПЭП»
|
СОВМЕЩ
|
«ВС1:НАЧ.»
|
100Y* для РУ1, РУ1Ш
60Y* для РВ2Ш
|
«АМПЛ.ЗОНД.»
|
ВЫС/НИЗК
|
«ВС1:КОН.»
|
400Y* для РУ1, РУ1Ш
500Y* для РВ2Ш
|
«УГОЛ ВВОДА»
|
0
|
«ВС1:МЕТОД»
|
ЭХО
|
«СКОР-ТЬ»
|
5900 М/С
|
«ВС2:МЕТОД»
|
НЕТ
|
«ТОЛЩ.»
|
0000.0 ММ
|
«АРУ:НАЧ.»
|
0.0 Y
|
«ДОП.УСИЛ.»
|
+6дБ
|
«АРУ:КОН.»
|
0.0 Y
|
«ОТСЕЧКА»
|
5%
|
«ВКЛ:АРУ»
|
-
|
«ТРЕБ.ЧУВ»**
|
-40 дБ
|
«РЕЖИМ ВРЧ»
|
ОТКЛ
|
«№ ПЭП»
|
номер используемого ПЭП
|
.
|
а) ось типа РУ1Ш б) ось типа РВ2Ш
Рисунок 2 – Схема установки ПЭП на НО для УЗК осей при проверке
основных параметров УЗК по варианту метода АR1.2.
|
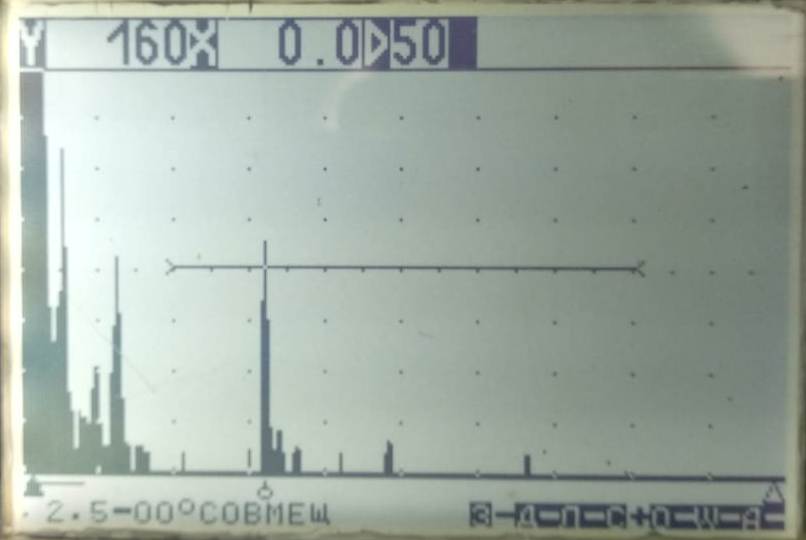
Рисунок 3 - Вид А-развертки и амплитуды эхо-сигнала от пропила при проверке основных параметров и от дефекта по варианту метода АR1.2
|
− убедиться, что в положении максимальной амплитуды эхо-сигнала от пропила показание глубиномера, соответствующее значению глубины расположения пропила относительно поверхности сканирования, отличается от значения, указанного в настроечной карте, не более чем 10 мм. В противном случае выполнить настройку глубиномера;
- восстановить первоначальное значение усиления кнопками  или или  , соответствующее браковочному уровню. , соответствующее браковочному уровню.
|
Ось типа РУ1, РУ1Ш, РВ2Ш
|
УЗК оси КП дефектоскопом УД2-102 по варианту метода АR1.2
|
Лист 4
|
Колесная пара
|
1.5.2 Проверка браковочного уровня и глубиномера на мере – СО-2 (или СО-3Р):
- уменьшить значение усиления дефектоскопа на 40 дБ;
− нанести контактную жидкость на рабочую поверхность СО-2 (или СО-3Р) и установить ПЭП П111-2,5 (или П131-2,5-0/20) в соответствии со схемой, приведенной на рисунке 4;
а) СО-2 а) СО-3Р
Рисунок 4 - Схема установки ПЭП на СО-2 или СО-3Р при проверке основных параметров УЗК по варианту метода АR1.2
- убедиться, что в положении максимальной амплитуды первый донный сигнал отличается от порогового уровня зоны ВС (середины ВШ экрана) не более чем на 2 дБ. В противном случае выполнить настройку браковочного уровня по донной поверхности в СО-2 (или СО-3Р);
− убедиться, что в положении максимальной амплитуды первого донного сигнала показание глубиномера, соответствующее значению глубины расположения донной поверхности относительно поверхности сканирования, составляет от 58 до 60 мм. В противном случае выполнить настройку глубиномера;
− восстановить первоначальное значение усиления кнопками или , соответствующее браковочному уровню.
1.6 Результаты подготовки дефектоскопа и проверки основных параметров УЗК осей по варианту метода АR1.2 зарегистрировать в журнал проверки работоспособности средств УЗК.
2 Подготовка детали к контролю:
2.1 Выполнить визуальный осмотр оси на отсутствие видимых поверхностных дефектов, загрязнений, остатков наслоения краски и смазки. При наличии дефектов ось бракуется без проведения контроля.
2.2 Участки поверхности сканирования в зонах ввода ультразвука должны быть очищены от загрязнений, препятствующих обеспечению акустического контакта. Зачищенные поверхности не должны иметь заусенцев, пропущенных мест с остатками смазки, грязи, краски.
ПРИМЕЧАНИЕ: – Обеспечение контролепригодности осей не входит в обязанности дефектоскописта.
3 Проведение контроля:
3.1 Подключить ПЭП П111-2,5 (или П131-2,5- 0/20), переведя тумблер на корпусе ПЭП в положение «0о») к дефектоскопу.
3.2 Вызвать настройку дефектоскопа, соответствующую проведению УЗК осей по варианту метода АR1.2, аналогично п 1.4.2.
3.3 Установить уровень фиксации, увеличив значение усиления дефектоскопа на 6 дБ, для чего:
− вызвать меню «ПОИСК» кнопкой  ; ;
− выделить фоном строку «ВКЛ.ДОП.УСИЛ.» кнопкой ;
|
Ось типа РУ1, РУ1Ш, РВ2Ш
|
УЗК оси КП дефектоскопом УД2-102 по варианту метода АR1.2
|
Лист 5
|
Колесная пара
|
− установить в строке «ВКЛ.ДОП.УСИЛ.» состояние «+» кнопкой ;
− убрать меню «ПОИСК» с экрана двойным нажатием кнопки .
3.4 Установить ПЭП П111-2,5 на предварительно смазанный контактной жидкостью торец оси вплотную к внешней окружности торца шейки так, чтобы ПЭП не попадал на торцевые отверстия, либо П131-2,5- 0/20 в зарезьбовую канавку.
3.5 Выполнить сканирование, последовательно устанавливая ПЭП на плоские участки торца оси, на которых обеспечивается акустический контакт (вне торцевых отверстий), в 20-25 точках, либо перемещая ПЭП по зарезьбовой канавке.
ПРИМЕЧАНИЕ – При сканировании необходимо следить за наличием контактной жидкости на поверхности сканирования и плотным прилеганием ПЭП к поверхности оси в процессе его перемещения. При этом также следует избегать чрезмерного нажима, который, не способствуя улучшению акустического контакта, приводит к быстрому утомлению руки дефектоскописта и износу ПЭП.
3.6 Отметить положения ПЭП, в которых амплитуда эхо-сигналов в зоне контроля превышает уровень фиксации, мелом или маркером.
3.7 Оценить амплитуду эхо-сигнала от дефекта в случае обнаружения в зоне контроля эхо-сигналов, превышающих уровень фиксации, для чего:
− установить браковочный уровень, уменьшив значение усиления дефектоскопа на 6 дБ;
− найти положение ПЭП, соответствующее максимальной амплитуде эхо-сигнала от дефекта;
− считать с экрана дефектоскопа значение коэффициента выявляемости (превышение амплитудой эхо-сигнала от дефекта браковочного уровня).
ПРИМЕЧАНИЕ – При проведении УЗК следует учитывать, что эхо- сигналы в зоне контроля могут быть обусловлены наличием конструктивных отражателей (например, галтельных переходов), шероховатостей, неровностей, загрязнений. Для идентификации ложных эхо-сигналов следует считать с экрана дефектоскопа их координаты (показания глубиномера), определить местоположение вызвавшего их отражателя и, в случае наличия рисок, забоин или загрязнений, провести обработку или очистку поверхности и повторный УЗК.
3.8 Записать протокол контроля оси при обнаружении дефекта.
3.9 Выполнить на противоположном торце оси операции по пп. 3.4 – 3.8.
3.10 Очистить ось от контактной жидкости.
4 Оценка качества и оформление результатов контроля
4.1 Ось браковать, если при УЗК по варианту метода АR1.2 амплитуда эхо-сигнала от дефекта в зоне контроля равна или превышает браковочный уровень (значение параметра N ≥ 0 дБ).
4.2 Результаты контроля осей регистрировать в рабочем журнале «Регистрации результатов УЗК осей КП» до конца рабочей смены.
4.3 Электронные протоколы контроля забракованных осей передать в компьютерную базу данных и, при необходимости, распечатать.
5. Заключительные операции
5.1 Удалить с поверхностей оси остатки контактной жидкости, протерев их ветошью.
5.2 На забракованную деталь нанести белой краской надпись «БРАК» и отправить деталь в изолятор брака.
| |
|
|
 Скачать 1.01 Mb.
Скачать 1.01 Mb.