Даут Мейржан. Технологические принципы получения и основные свойства плотной и пористой керамики.
 Скачать 408.25 Kb. Скачать 408.25 Kb.
|

|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН МЕЖДУНАРОДНАЯ ОБРАЗОВАТЕЛЬНАЯ КОРПОРАЦИЯ КАЗАХСКАЯ ГОЛОВНАЯ АРХИТЕКТУРНО-СТРОИТЕЛЬНАЯ АКАДЕМИЯ  ФАКУЛЬТЕТ ОБЩЕГО СТРОИТЕЛЬСТВА на тему: «Технологические принципы получения и основные свойства плотной и пористой керамики.» ВЫПОЛНИЛ: Даут М.Р студент гр.ТПГС 19-8 ПРОВЕРИЛА: Исмаилова А.Б АЛМАТЫ 2021 Введение:
1. Общие сведения Керамическими называют искусственные каменные материалы и изделия, полученные в процессе технологической обработки минерального сырья и последующего обжига при высоких температурах. Название "керамика" происходит от греческого слова "keramos" - глина. Поэтому под технологией керамики всегда подразумевали производство материалов и изделий из глинистого сырья и смесей его с органическими и минеральными добавками. Материал, из которого состоят керамические изделия после обжига, в технологии керамики называют керамическим черепком. Глины всегда в истории человечества были и являются одним из основных видов строительных материалов. Вначале - 8000 лет до н.э. - глины применялись в необожженном виде для глинобитного строительства и изготовления саманного и сырцового кирпича. 3500 лет до н.э. отмечается начало применения керамического кирпича, а 1000 лет до н.э. - глазурованного кирпича и черепицы. С середины первого тысячелетия в Китае начинается производство изделий из фарфора. С начала текущего столетия получило развитие производство эффективного кирпича и пустотелых камней для возведения стен и перекрытий, а также керамических плиток для внутренней и наружной отделки и санитарно-технических изделий. В последнее время получило распространение производство специальной керамики с уникальными свойствами для нужд ядерной энергетики, машиностроения, электронной, ракетной и других отраслей промышленности. Большой практический интерес имеют керметы, состоящие из металлической и керамической частей. В понятие керамические материалы и изделия входит широкий круг материалов с различными свойствами. Их классифицируют по ряду признаков: - по назначению керамические изделия подразделяют на следующие виды: стеновые, отделочные, кровельные, для полов, для перекрытий, дорожные, санитарно-технические, кислотоупорные, теплоизоляционные, огнеупорные и заполнители для бетонов; - по структуре различают керамические изделия с пористым и спекшимся (плотным) черепком. Пористыми считают изделия с водопоглощением по массе более 5%. К ним относятся изделия как грубой (керамические стеновые кирпич и камень, изделия для кровли и перекрытий, дренажные трубы), так и тонкой (облицовочные плитки, фаянсовые) керамики. К плотным относят изделия с водопоглощением по массе менее 5%. К ним принадлежат также изделия и грубой (клинкерный кирпич, крупноразмерные облицовочные плиты), и тонкой (фаянс, полуфарфор, фарфор) керамики; - по температуре плавления керамические материалы и изделия подразделяются на легкоплавкие (с температурой плавления ниже 1350 °С), тугоплавкие (с температурой плавления 1350 °С-1580 °С), огнеупорные (1580 °С-2000 °С), высшей огнеупорности (более 2000 °С). Возможность получения любых заданных свойств, широкая номенклатура, большие запасы повсеместно распространенного сырья, сравнительная простота технологии, высокая долговечность и экологическая безвредность керамических материалов обеспечивают им одно их первых мест по значимости и объемам производства среди других строительных материалов. Так выпуск керамического кирпича составляет около половины объема всех стеновых материалов. 2. Сырье для производства керамических материалов Основным сырьевым материалом для производства строительных керамических изделий является глинистое сырье, применяемое в чистом виде, а чаще в смеси с добавками - отощающими, породообразующими, плавнями, пластификаторами и др. Глинистое сырье Глинистое сырье (глины и каолины) - продукт выветривания изверженных полевошпатных горных пород, содержащий примеси других горных пород. Глинистые минеральные частицы диаметром 0,005 мм и менее обеспечивают способность при затворении водой образовывать пластичное тесто, сохраняющее при высыхании приданную форму, а после обжига приобретающее водостойкость и прочность камня. Помимо глинистых частиц в составе сырья имеется определенное содержание пылевидных частиц с размерами зерен 0,005-0,16 мм и песчаных частиц с размерами зерен 0,16-2 мм. Глинистые частицы имеют пластинчатую форму, между которыми при смачивании образуются тонкие слои воды, вызывая набухание частиц и способность их к скольжению относительно друг друга без потери связности. Поэтому глина, смешанная с водой, дает легко формуемую пластичную массу. При сушке глиняное тесто теряет воду и уменьшается по объему. Этот процесс называется воздушной усадкой. Чем больше в глинистом сырье глинистых частиц, тем выше пластичность и воздушная усадка глин. В зависимости от этого глины подразделяются на высокопластичные, среднепластичные, умеренно-пластичные, малопластичные и непластичные. Высокопластичные глины имеют в своем составе до 80-90% глинистых частиц, число пластичности более 25, водопотребность более 28% и воздушную усадку 10-15%. Средне- и умеренно-пластичные глины имеют в своем составе 30-60% глинистых частиц, число пластичности 15-25, водопотребность 20-28% и воздушную усадку 7-10%. Малопластичные глины имеют в своем составе от 5% до 30% глинистых частиц, водопотребность менее 20%, число пластичности 7-15 и воздушную усадку 5-7%. Непластичные глины не образуют пластичное удобоформуемое тесто. Глины с содержанием глинистых частиц более 60% называют "жирными", отличаются высокой усадкой, для снижения которой в глины добавляют "отощающие" добавки. Глины с содержанием глинистых частиц менее 10-15%*- "тощие" глины, в них при производстве изделий вводят тонкодисперсные добавки, например, бентонитовую глину. Различное сочетание химического, минералогического и гранулометрического состава компонентов обуславливает различные свойства глинистого сырья и пригодность его для получения керамических изделий тех или иных свойств и назначения. Гранулометрический состав глин тесно связан с минералогическим составом. Песчаные и пылевидные фракции представлены главным образом в виде остатков первичных минералов (кварца, полевого шпата, слюды и др.). Глинистые частицы в большинстве своем состоят из вторичных минералов: каолинита, монтмориллонита, гидрослюдистых и их смесей в различных сочетаниях. Глины с преобладающим содержанием каолинита имеют светлую окраску, слабо набухают при взаимодействии с водой, характеризуются тугоплавкостью, малопластичны и малочувствительны к сушке. Глины, содержащие монтмориллонит, весьма пластичны, сильно набухают, при формовке склонны к свилеобразованию, чувствительны к сушке и обжигу с проявлением искривления изделий и растрескивания. Высокодисперсные глинистые породы с преобладающим содержанием монтмориллонита называют бентонитами. Содержание в них частиц размером менее 0,001 мм достигает 85-90%. Образцы с преобладанием в глинистой части гидрослюдистых минералов характеризуются промежуточными показателями пластичности, усадки и чувствительности к сушке. Химический состав глин выражается содержанием и соотношением различных оксидов. Присутствие оксидов железа снижает огнеупорность глин, тонкодисперсного известняка придает светлую окраску и понижает огнеупорность глин, а камневидные включения его являются причинами появления "дутикон" и трещин в керамических изделиях. Оксиды щелочных металлом являются сильными плавнями, способствуют повышению усадки, уплотнению черепка и повышению его прочности. Наличие в глинистом сырье растворимых солей сульфатов и хлоридов натрия, кальция, магния и железа вызывает появление белых выцветов на поверхности изделий. Для изготовления отдельных видов огнеупорных теплоизоляционных изделий применяют глинистое сырье из трепелов и диатомитов, состоящие в основном из аморфного кремнезема, а для производства легких заполнителей используют перлит, пемзу, вермикулит. В настоящее время природные глины в чистом виде редко являются кондиционным сырьем для производства керамических изделий. В связи с этим их применяют с введением добавок различного назначения. Добавки к глинам Отощающие добавки. Их вводят в пластичные глины дни уменьшения усадки при сушке и обжиге и предотвращения деформаций и трещин в изделиях. К ним относятся: дегидратированная глина, шамот, шлаки, золы, кварцевый песок. Порообразующие добавки. Их вводят для повышения пористости черепка и улучшения теплоизоляционных свойств керамических изделий. К ним относятся: древесные опилки, угольный порошок, торфяная пыль. Эти добавки являются одновременно и отощающими. Плавни. Их вводят с целью снижения температуры обжига керамических изделий. К ним относятся: полевые пшаты, железная руда, доломит, магнезит, тальк, песчаник, пегматит, стеклобой, перлит. Пластифицирующие добавки. Их вводят с целью повышения пластичности сырьевых смесей при меньшем расходе воды. К ним относятся высокопластичные глины, бентониты, поверхностно-активные вещества. Специальные добавки. Для повышения кислотостойкости керамических изделий в сырьевые смеси добавляют песчаные смеси, затворенные жидким стеклом. Для получения некоторых видов цветной керамики в сырьевую смесь добавляют оксиды металлов (железа, кобальта, хрома, титана и др.). Глазури и ангобы Некоторые виды керамических изделий для повышения санитарно-гигиенических свойств, водонепроницаемости, улучшения внешнего вида покрывают декоративным слоем - глазурью или ангобом. Глазурь - стекловидное покрытие толщиной 0,1-0,2 мм, нанесенное на изделие и закрепленное обжигом. Глазури могут быть прозрачными и глухими (непрозрачными) различного цвета. Для изготовления глазури используют: кварцевый песок, каолин, полевой шпат, соли щелочных и щелочноземельных металлов. Сырьевые смеси размалывают в порошок и наносят на поверхность изделий в виде порошка или суспензии перед обжигом. Ангобом называется нанесенный на изделие тонкий слой беложгущейся или цветной глины, образующей цветное покрытие с матовой поверхностью. По свойствам ангоб должен быть близок к основному черепку. 3. Схема производства керамических изделий При всем многообразии керамических изделий по свойствам, формам, назначению, виду сырья и технологии изготовления основные этапы производства керамических изделий являются общими и состоят из следующих операций: добыча сырьевых материалов, подготовка массы, формование изделий, их сушка и обжиг. Добыча глины осуществляется на карьерах обычно открытым способом экскаваторами и транспортируется на предприятие керамических изделий рельсовым, автомобильным или другим видом транспорта. Разработке карьера предшествуют подготовительные работы: геологическая разведка с установлением характера залегания, полезной толщи и запасов глин; счистка поверхности от растений за год-два до начала разработки, удаление пород, непригодных для производства. Подготовка глин и формование изделий Карьерная глина в естественном состоянии обычно непригодна для получения керамических изделий. Поэтому проводится ее обработка с целью подготовки массы. Подготовку глин целесообразно вести сочетанием естественной и механической обработки. Естественная обработка подразумевает собой вылеживание предварительно добытой глины в течение 1-2 лет при периодическом увлажнении атмосферными осадками или искусственном замачивании и периодическом замораживании и оттаивании. Механическая обработка глин производится с целью дальнейшего разрушения их природной структуры, удаления или измельчения крупных включений, удаления вредных примесей, измельчения глин и добавок и перемешивания всех компонентов до получения однородной и удобоформуемой массы с использованием специализированных машин (глинорыхлителей; камневыделительных, дырчатых, дезинтеграторных, грубого и тонкого помола вальцов; бегунов, глинорастирочных машин, корзинчатых дезинтеграторов, роторных и шаровых мельниц, одно- и двухвальных глиномешалок, пропеллерных мешалок и др.). В зависимости от вида изготовляемой продукции, вида и свойств сырья массу приготовляют пластическим, жестким, полусухим, сухим и шликерным способами. Способ приготовления массы определяет и способ формования и название в целом способа производства При пластическом способе подготовки массы и формования исходные материалы при естественной влажности или предварительно высушенные смешивают с добавками воды до получения теста с влажностью от 18 до 28%. Этот способ производства керамических строительных материалов является наиболее простым, наименее металлоемким и потому наиболее распространенным. Он применяется в случаях использования среднепластичных и умеренно-пластичных, рыхлых и влажных глин с умеренным содержанием посторонних включений, хорошо размокающих и превращающихся в однородную массу. 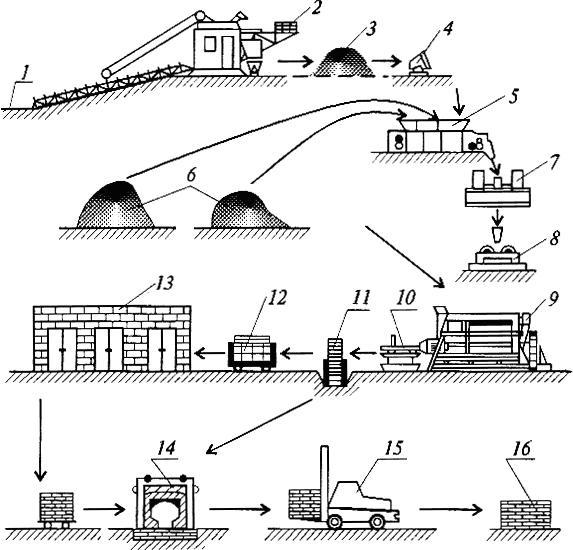 Технологическая схема производства керамического кирпича: 1 - карьер глины; 2 - экскаватор; 3 - глинозапасник; 4 - вагонетка; 5 - ящичный подаватель; 6 - добавки; 7 - бегуны; 8 - вальцы; 9 -ленточный пресс; 10 - резак; 11 - укладчик; 12 - тележка; 13 - сушильные камеры; 14 - туннельная печь; 15 - самоходная тележка; 16 - склад Набор и разновидности машин для подготовки массы могут отличаться от приведенных на рис.1 в зависимости от свойств сырья и добавок. Однако формование при пластическом способе всегда производится на машине одного принципа действия - ленточном шнековом прессе с вакуумированием и подогревом или без них. Вакуумирование и подогрев массы при прессовании позволяет улучшить ее формовочные свойства, увеличить прочность обоженного изделия до 2-х раз. В корпусе пресса вращается шнек-вал с винтовыми лопастями. Глиняная масса перемещается с помощью шнека к сужающейся переходной головке, уплотняется и выдавливается через мундштук в виде непрерывного бруса или ленты, или трубы под давлением 1,6-7 МПа. 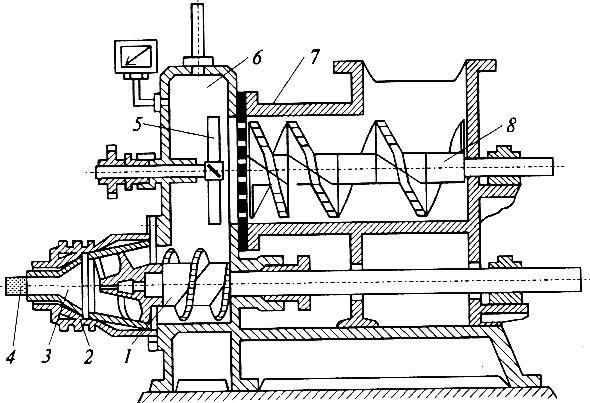 Ленточный вакуумный пресс: 1 - шнековый вал; 2 - прессовая головка; 3 - мундштук; 4 - глиняный брус; 5 - крыльчатка; 6 - вакуум-камера; 7 - решетка; 8 - глиномялка Производительность современных ленточных прессов по производству кирпича достигает 10000 штук в час. Жесткий способ формования является разновидностью современного развития пластического способа. Влажность формуемой массы при этом способе колеблется от 13% до 18%. Формование осуществляется на мощных вакуумных шнековых или гидравлических прессах. Вакуум-пресс итальянской фирмы "Бонджени", например, создает давление прессования до 20 МПа. В связи с тем, что "жесткое" формование осуществляется при относительно высоких 10-20 МПа давлениях, могут быть использованы менее пластичные и с естественной низкой влажностью глины. При этом способе требуются меньшие энергетические затраты на сушку, а получение изделия сырца с повышенной прочностью позволяет избежать некоторые операции в технологии производства, обязательные при пластическом способе. Формование при пластическом и жестком способах завершается разрезкой непрерывной ленты отформованной массы на отдельные изделия на резательных устройствах. Эти способы формования наиболее распространены при выпуске: сплошных и пустотелых кирпичей, камней, блоков и панелей; черепицы и т.п. Полусухой способ производства строительных керамических изделий распространен меньше, чем способ пластического формования. Керамические изделия по этому способу формуют из шихты с влажностью 8-12% при давлениях 15-40 МПа. Недостаток способа в том, что его металлоемкость почти в 3 раза выше, чем пластического. Но вместе с тем он имеет и преимущества. Длительность производственного цикла сокращается почти в 2 раза; изделия имеют более правильную форму и более точные размеры; до 30% сокращается расход топлива; в производстве можно использовать малопластичные тощие глины с большим количеством добавок отходов производства - золы, шлаков и др. Сырьевая масса представляет собой порошок, который должен иметь около 50% частиц менее 1 мм и 50% размером 1-3 мм. Прессование изделий производится в прессформах на одно или несколько отдельных изделий на гидравлических или механических прессах. По этому способу делаются все виды изделий, которые изготовляются и пластическим способом. |