МДК. 03.01 «Реализация технологических процессов изготовления деталей». мдк 03.01 скорнякова. Технологические схемы сборки это графическое изображение соответствующих сборочных единиц и деталей, представленных в порядке их монтирования. 7 Процесс сборки 8 Рисунок
 Скачать 395.6 Kb. Скачать 395.6 Kb.
|

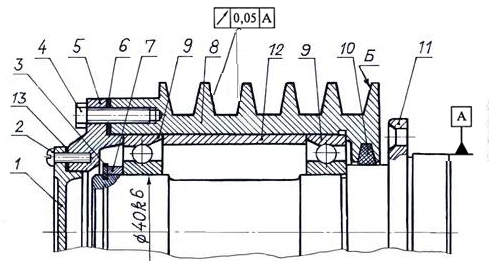
ОглавлениеВведение 6 Технологические схемы сборки - это графическое изображение соответствующих сборочных единиц и деталей, представленных в порядке их монтирования. 7 Процесс сборки 8 Рисунок 1. Опора вентилятора в сборе (вал + ступица + шкив + подшипники). 9 9 Рисунок 2. Эскиз сборочной единицы (Сб.11 – Ступица). 9 Таблица 1. Состав сборки. 9 № позиции 9 Деталь 9 Количество 9 1 9 Крышка 9 1 9 2 9 Винт М6*20 9 4 9 3 10 Кольцо разрезное фиксирующее 10 1 10 4 10 Болт М12*35 10 4 10 5 10 Фланец 10 1 10 6 10 Прокладка 10 1 10 7 10 1 10 8 10 Шкив 10 1 10 9 10 Подшипник 10 2 10 10 10 Кольцо уплотненное войлочное 10 1 10 11 10 Ступица 10 1 10 12 10 Втулка дистанционная 10 1 10 13 10 Прокладка бумажная 10 1 10 10 Рисунок 3. Технологическая схема сборки ступицы. 10 Пятиручьевой шкив 8 клиноременной передачи вращается на двух радиально-упорных подшипниках качения 9, установленных на ступице 11 на переходной посадке. Ступица неподвижно закреплена цилиндрической поверхностью А на посадке с натягом в корпусе привода (на чертеже не показан). Радиальное биение поверхности Б шкива 8 относительно поверхности А ступицы 11 не должна превышать 0,020 мм (20 мкм). Уплотнение подшипников качения 9 на шкиве справа производится войлочным уплотнительным кольцом 10, пропитанным горячей смазкой, слева – фланцем 5 с прокладкой 6 из паронита ПОН-2, стянутым к шкиву четырьмя болтами 4 с резьбой М12 и глухой крышкой 1 с прокладкой 13 из картона, затянутой к фланцу 5 четырьмя винтами 2 с резьбой М6. Подшипники 9 зафиксированы на ступице 8 разрезным кольцом 3 и дистанционным компенсирующим кольцом 7, а в отверстии шкива 8 – дистанционной втулкой 12. 10 Контроль сборки и методы обеспечения точности 13 При узловой и общей сборке проверяют: 13 I) наличие необходимых деталей в собранных соединениях (выполняют осмотром); 13 2) правильность положения сопрягаемых деталей и узлов (выполняют осмотром); 13 3) зазоры в собранных сопряжениях (щупом); 13 4) точность взаимного положения сопряженных деталей (на радиальное и осевое биение и др. производят в контрольных приспособлениях); 13 5) герметичность соединения в специальных приспособлениях и плотность прилегания поверхностей на краску в процессе сборки; 13 6) затяжку резьбовых соединений, плотность и качество постановки заклепок, плотность вальцовочных и других соединений; 13 7) размеры, заданные в сборочных чертежах; 13 8) выполнение специальных требований (уравновешенности узлов вращения, подгонки по массе и статическому моменту, проверку щупом производят в процессе сборки и после ее окончания); 13 9) выполнение параметров собранных изделий и их составных частей (производительности и развиваемого напора насосов, точности делительных механизмов, качества контакта в электрических соединениях и др.); 13 10) внешний вид собранных изделий (отсутствие повреждений деталей, загрязнения и других дефектов, которые могут возникнуть в процессе сборки). 13 В функцию контроля входят также проверка предписанной последовательности выполнения сборочных переходов (порядок затяжки резьбовых соединений, последовательность наложения сварных швов и др.) и проверка обязательного выполнения вспомогательных операций (промывка и очистка сопрягаемых деталей, промывка трубопроводов и др.). Задача проектирования технологии сборки связана с выбором организационно-технической формы и средств контроля. 13 Средства контроля выбирают с учетом их метрологических характеристик (пределов за точности измерения), конструктивных особенностей (габаритных размеров, массы), экономических соображений, а также с учетом улучшения условий труда контролеров. 14 При проектировании операций контроля исходными данными являются точность контроля (допустимая погрешность контроля обычно не превышает 20 % допуска на контролируемую величину) и его производительность. Технолог устанавливает объект, метод и средства контроля. Он дает техническое задание на конструирование специальных контрольно-измерительных инструментов и приспособлений; выбирает схему контрольного приспособления с учетом наименьшей себестоимости выполнения контрольной операции. 14 На контрольные операции составляют инструкционные карты, в которых подробно указывают метод и последовательность контроля, используемые средства контроля. 14 Под точностью сборки подразумевается степень совпадения материальных осей, контактирующих поверхностей или иных элементов сопрягающихся деталей с положением их условных прототипов, определяемым соответствующими размерами на чертеже или техническими требованиями. 14 В данном случае в виде контрольной операции в виде проверки величины радиального биения поверхности Б шкива 8 относительно поверхности А ступицы 12. 14 Радиальное биение – разность наибольшего и наименьшего расстояний от точки реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси. 14 14 Рисунок 6. Прибор для контроля деталей на биение. 14 Заключение 17 В производстве при сборке маховиков и шкивов с валами применяют специальные приспособления с пневмо- и гидроприводом, переносные пневмогидравлические скобы и специальные стационарные прессы. 17 В результате сборки на посадочной поверхности возникают удельное давление и соответствующие ему силы трения. Этими силами и обеспечивается взаимная неподвижность соединения, позволяющая передавать как крутящие, так и осевые нагрузки. 17 Список литературы. 18 ВведениеСборка - часто завершающая стадия производства изделия, характеризующаяся сложностью и разнообразием выполняемых операций, высокой трудоемкостью и стоимостью. Трудоемкость сборочных работ в разных отраслях машино- и приборостроения и в разных типах производств составляет 20...70 % общей трудоемкости изготовления изделия. В сборочных цехах преобладает ручной труд. В среднем механизировано около 25 % сборочных работ, а уровень автоматизации в настоящее время не превышает 10.. .15 % сборочных работ. Основные принципы, которыми следует руководствоваться технологу при разбивке изделия на сборочные единицы и разработке схем сборки следующие: сборочная единица не должна быть слишком большой по размерам и массе и состоять из значительного количества деталей и сопряжений, но в то же время излишнее дробление на сборочные единицы также нерационально; сборочная единица должна быть выделена в особую, если в процессе её сборки требуется проведение испытаний, обкатка, специальная слесарная доработка, пригонка и т.п.; сборочная единица при последующем монтировании её в машине не должна подвергаться разборке (если этого избежать нельзя, то разборочные работы необходимо предусмотреть в технологии); сборочные единицы должны включать также детали крепления, резьбовые соединения с тем, чтобы сократить количество отдельных деталей, подаваемых непосредственно на общую сборку; сборочные единицы должны быть примерно одинаковыми по трудоемкости; сборку следует начинать с установки на рабочем месте (стенде, конвейере) базовой детали или базовой сборочной единицы, к которой последовательно будут присоединяться остальные детали и сборочные единицы; сборку следует начинать с деталей, имеющих размеры, входящие в качестве составляющих звеньев в ту размерную цепь, при помощи которой решается наиболее ответственная задача; последовательность сборки определяется возможностью и удобством присоединения деталей; каждая ранее смонтированная деталь или сборочная единица не должна мешать последующей сборке; детали или сборочные единицы, выполняющие наиболее ответственные функции или которые являются общими звеньями в параллельно связанных размерных цепях, желательно монтировать в первую очередь; в процессе сборки необходимо обеспечить минимальное количество переустановок. Сборка – это образование разъемных и неразъемных соединений составных частей заготовки или изделия. По объему сборка подразделяется на: общую – объектом которой является изделие в целом; узловую - объектом которой является составная часть изделия, т.е. сборочная единица или узел. Технологические схемы сборки - это графическое изображение соответствующих сборочных единиц и деталей, представленных в порядке их монтирования.Графически на схемах сборки элементы изделия (детали, сборочные единицы) изображаются в виде прямоугольников, разделенных на три части, в которых вписываются наименование, номер позиции и количество элементов. Обозначение деталей принимается в соответствии со сборочными чертежами и спецификациями. Для обозначения сборочной единицы проставляют буквы "Сб." и номер базовой детали. Схемы сборки кроме деталей и сборочных единиц могут содержать надписи, поясняющие специфические особенности сборочных работ (операций): соединение элементов (запрессовкой, пайкой, вальцеванием), фиксация (свинчиванием, с помощью клея, лаков, красок и компаундов), механическая доработка (сверление, развертывание), использование технологических деталей, контроль, регулировка и т.д. В состав технологического процесса включаются при необходимости подготовительные, пригоночные, регулировочные, контрольные и др. работы (операции и переходы). Процесс сборкиШпоночные соединения состоят из вала, шпонки и ступицы колеса (шкива или другой детали). Шпонка представляет собой стальной брус, вставляемый в пазы вала и ступицы. Она служит для передачи вращающего момента между валом и ступицей. Основные типы шпонок стандартизованы. Шпоночные пазы у вала получаются фрезерованием дисковыми или пальцевыми фрезами, а в ступице – долблением или протягиванием. Достоинства: 1) простота и надежность конструкции; 2) низкая стоимость; 3) простота сборки и разборки. Недостаток: шпоночные пазы ослабляют вал и ступицу насаживаемой на вал детали. Шкив предназначен для передачи крутящего момента с ведущего вала на ведомый. Для работы такого привода оба вала располагают параллельно. На каждый вал надевают и закрепляют плоское колесо, их располагают в одной плоскости. Колеса соединяют бесконечным гибким приводным ремнем. При вращении приводного шкива сила трения заставляет двигаться ремень, облегающий часть его поверхности. Это движение передается ведомому шкиву, заставляя его вращаться. Ременная передача распространена среди бытовой техники, механизмов станков малой и средней мощности, в различных двигателях внутреннего сгорания. Она обладает следующими достоинствами: простое устройство; возможность передачи значительной мощности, современные клиноременные пары транслируют до 400 квт; высокая скорость вращения, до 50 м/с; плавный и малошумный ход; демпфирование вибраций и рывков приводного вала при передаче вращения; проскальзывание при перегрузках срабатывает как предохранительный механизм. Сам шкив – это диск на валу. Он состоит из двух основных частей: обода и ступицы. Если используется параллельно несколько ручьев, на ободе делают несколько канавок. Ступица- внутренняя част шкива. Он имеет отверстие для крепления на валу. Часто обод и ступица отливаются, вытачиваются или фрезеруются в виде единой детали. Ступица — это центральная часть вращающейся детали с отверстием (маховика, шкива, зубчатого колеса и т. д.) для насадки на вал или ось. Отверстие ступицы обычно имеет шпоночный паз или шлицевый профиль для передачи крутящего момента. Если же деталь свободно вращается на оси, то в отверстие ступицы запрессовывают заглушки или подшипники качения. Ступицу шкива в большинстве случаев насаживают на вал, устанавливаемый на шариковых подшипниках. Вентилятор обычно приводится во вращение от шкива коленчатого вала при помощи клиноременной передачи.  Рисунок 1. Опора вентилятора в сборе (вал + ступица + шкив + подшипники). |
№ позиции | Деталь | Количество |
1 | Крышка | 1 |
2 | Винт М6*20 | 4 |
3 | Кольцо разрезное фиксирующее | 1 |
4 | Болт М12*35 | 4 |
5 | Фланец | 1 |
6 | Прокладка | 1 |
7 | Кольцо дистанционное компенсирующее | 1 |
8 | Шкив | 1 |
9 | Подшипник | 2 |
10 | Кольцо уплотненное войлочное | 1 |
11 | Ступица | 1 |
12 | Втулка дистанционная | 1 |
13 | Прокладка бумажная | 1 |
Рисунок 3. Технологическая схема сборки ступицы.
Технологические процессы оборки фиксируют в маршрутных и операционных картах, оформляемых в соответствии со стандартами ЕСТД.
Пример маршрутного технологического процесса сборки ступицы представлен в таблице 2.
Таблица 2. Маршрутный технологический процесс.
| № операции | Наименование операции | Содержание операции и переходов |
| 005 | Сборка шкива (1Сб.8). | Закрепить шкив 8 в приспособлении Установить кольцо 10. Смазать и установить подшипник 9. Протереть и установить втулку 12. Смазать и установить подшипник 9. |
| 010 | Установка шкива (1Сб.8). | Закрепить ступицу 11 в приспособлении. Установить шкив (1Сб.8) на ступицу 11. Протереть и установить кольцо компенсационное 7. Установить кольцо стопорное 3. |
| 015 | Сборка фланца (1Сб.5). | Закрепить фланец 5 в приспособлении. Установить крышку 1. Закрепить крышку винтами 2. Установить прокладку 6. |
| 020 | Установка фланца (1Сб.5). | Установить фланец (1Сб.5). Закрепить фланец (1Сб.5) винтами 4. |
| 025 | Контрольная | Проверить легкость вращения шкива 8. Проверить биение поверхности Б относительно поверхности А. |
Технические требования, предъявляемые к сборке маховиков и шкивов, заключаются в обеспечении надёжной их посадки на валы без перекосов и соблюдение допусков радиального и торцового биения. Наиболее распостранены следующие способы закрепления маховиков и шкивов на валах:
1. на конусе и шпонке;
2. на цилиндрической шейке и призматической шпонке;
3. на цилиндрической шейке и клиновой шпонке;
4. на фланце вала болтами.
В первом случае сначала контролируют конус вала на биение. Затем проверяют прилегание конуса вала к отверстию на краску. При неравномерном распределении отпечатков краски в отверстии производят операцию пригонки по конусу вала или эталонным притиром. После пригонки устанавливают и запрессовывают шпонку в шпоночный паз на конусе вала, а затем напрессовывают маховик или шкив на вал одним из существующих способов.
Во втором случае маховик или шкив базируется на цилиндрической поверхности вала с небольшим натягом с помощью специального приспособления. В этом случае вал устанавливают в приспособление, устанавливают и запрессовывают шпонку в шпоночный паз вала. Затем устанавливают и напрессовывают маховик или шкив на вал до упора в ступень вала с помощью специального приспособления (рис. 5).
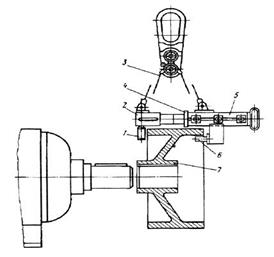
Рисунок 4.
В серийном и массовом производстве при сборке маховиков и шкивов с валами применяют специальные приспособления с пневмо- и гидроприводом, переносные пневмогидравлические скобы и специальные стационарные прессы (рис. 6).
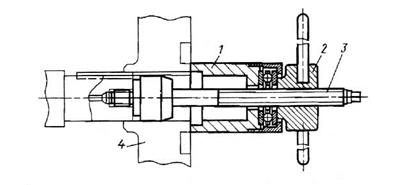
Рисунок 5.
Для посадки крупных шкивов или маховиков на вал применяют гидропрессовой способ сборки.
В третьем случае вал устанавливают в приспособление, затем устанавливают и напрессовывают маховик или шкив на вал до упора в ступень вала с помощью специального приспособления, после чего устанавливают и запрессовывают шпонку в шпоночный паз вала и маховика. Запрессовку производят молотком.
После закрепления маховика или шкива на валу проверяют их радиальное и торцовое биения. Вал при этом устанавливают в центрах, на призмах или на подшипниках, если он уложен в корпус. Маховики и шкивы при этом должны быть предварительно отбалансированы в соответствии с техническими требованиями. В быстроходных передачах валы в сборе подвергают повторной (контрольной) балансировке.
В условиях крупносерийного и массового производства маховики и шкивы с валами целесообразно собирать на поточных механизированных или полуавтоматических линиях.
Контроль сборки и методы обеспечения точности
При узловой и общей сборке проверяют:
I) наличие необходимых деталей в собранных соединениях (выполняют осмотром);
2) правильность положения сопрягаемых деталей и узлов (выполняют осмотром);
3) зазоры в собранных сопряжениях (щупом);
4) точность взаимного положения сопряженных деталей (на радиальное и осевое биение и др. производят в контрольных приспособлениях);
5) герметичность соединения в специальных приспособлениях и плотность прилегания поверхностей на краску в процессе сборки;
6) затяжку резьбовых соединений, плотность и качество постановки заклепок, плотность вальцовочных и других соединений;
7) размеры, заданные в сборочных чертежах;
8) выполнение специальных требований (уравновешенности узлов вращения, подгонки по массе и статическому моменту, проверку щупом производят в процессе сборки и после ее окончания);
9) выполнение параметров собранных изделий и их составных частей (производительности и развиваемого напора насосов, точности делительных механизмов, качества контакта в электрических соединениях и др.);10) внешний вид собранных изделий (отсутствие повреждений деталей, загрязнения и других дефектов, которые могут возникнуть в процессе сборки).
В функцию контроля входят также проверка предписанной последовательности выполнения сборочных переходов (порядок затяжки резьбовых соединений, последовательность наложения сварных швов и др.) и проверка обязательного выполнения вспомогательных операций (промывка и очистка сопрягаемых деталей, промывка трубопроводов и др.). Задача проектирования технологии сборки связана с выбором организационно-технической формы и средств контроля. Средства контроля выбирают с учетом их метрологических характеристик (пределов за точности измерения), конструктивных особенностей (габаритных размеров, массы), экономических соображений, а также с учетом улучшения условий труда контролеров. При проектировании операций контроля исходными данными являются точность контроля (допустимая погрешность контроля обычно не превышает 20 % допуска на контролируемую величину) и его производительность. Технолог устанавливает объект, метод и средства контроля. Он дает техническое задание на конструирование специальных контрольно-измерительных инструментов и приспособлений; выбирает схему контрольного приспособления с учетом наименьшей себестоимости выполнения контрольной операции.На контрольные операции составляют инструкционные карты, в которых подробно указывают метод и последовательность контроля, используемые средства контроля.
Под точностью сборки подразумевается степень совпадения материальных осей, контактирующих поверхностей или иных элементов сопрягающихся деталей с положением их условных прототипов, определяемым соответствующими размерами на чертеже или техническими требованиями.В данном случае в виде контрольной операции в виде проверки величины радиального биения поверхности Б шкива 8 относительно поверхности А ступицы 12.
Радиальное биение – разность наибольшего и наименьшего расстояний от точки реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси.
Рисунок 6. Прибор для контроля деталей на биение.
Основанием прибора (рис. 6) служит станина 1 с направляющими, по которым передвигают центровые бабки; одна бабка 2 снабжена жестким центром, а другая 9 - подвижным центром. В среднем участке направляющих станины 1 устанавливается стойка 6 о кронштейном 5, имеющим присоединительную втулку для укрепления индикатора 4. Для плавного подвода измерительного наконечника индикатора к поверхности измеряемой детали кронштейн оснащен микроподачей 7.
Предельная погрешность измерения радиального биения индикатором часового типа будет от 5 до 20 мкм в зависимости от величины радиуса измеряемой детали и величины хода измерительного стержня индикатора.
Тщательно осмотреть конические участки центровых отверстий и убедиться в отсутствии забоин и заусенец, так как их наличие резко увеличивает измеренную величину биения поверхности.
Подготовка базирующих центров.
Установить бабку 2 (рис. 6) с жёстким центром на левый край станины 1, для чего освободить зажим бабки, сдвинув её налево от середины станины на расстояние не менее половины длины измеряемого вала и закрепить прочно зажим этой бабки.
Установить бабку 9 с неподвижным центром правее середины станины на расстояние между центрами бабок, равном длине измеряемого вала. Для этого освободить зажим бабки 9 и отодвинуть эту бабку вправо от края станины, взять измеряемый вал в левую руку и упереть его центровым отверстием в жесткий центр бабки 2; правой рукой придвинуть бабку 9 до упора подвижным центром в центровое отверстие свободного центра вала;
деталь отложить на стол, а бабку 9 сдвинуть в сторону бабку 2 на 2-3м для 8 создания запаса и плотного зажатия вала в центрах пружинной подвижного центра. Закрепить прочно зажим бабки 9.
Подготовка индикатора часового типа.
Установить стойку 6 на направляющие станины 1 (рис. 6). Для этого основание стойки поставить на направляющие станины в таком месте по длине станины, чтобы колонка стоики оказалась против середины измеряемого элемента поверхности вала и закрепить прочно зажим основания стойки.
Установить деталь в центра, для чего отвести ручкой 8 подвижный центр, вставить деталь центровыми отверстиями по оси центров прибора и отпустить ручку 8.
Установка индикатора.
Установить индикатор 4 над измеряемой поверхностью, для этого вставить гильзу индикатора в присоединительное отверстие кронштейна 5 и прочно закрепить зажимом 3 (рис. 6) присоединительной втулки, но так, чтобы сохранить свободное передвижение измерительного стержня индикатора. Перемещениями кронштейна 5 приблизить измерительный наконечник индикатора к измеряемой поверхности вала до оставления небольшого зазора между ними.
Измерение радиального биения.
Установка индикатора в исходное положение.
Наблюдая за стрелкой индикатора, медленно повернуть рукоятку 7 (рис. 4) микропередачи стойки до создания контакта измерительного наконечника индикатора с поверхностью вала и далее до поворота главной стрелки индикатора на полный оборот.
Повернуть вал в центрах до установки стрелки индикатора в наибольшее положение, при вращении в направлении часовой стрелки.
Измерение величины радиального биения.
Нулевая установка.
Установить на "0" шкалу индикатора по "max" положению стрелки, для чего плавно повернуть ободок с циферблатом до совмещения оси главной стрелки и середины нулевого штриха шкалы.
Определение минимума.
Повернуть вал медленно от себя до приведения стрелки в наименьшее положение и записать показание в этом положении.9
Определение максимума.
Продолжить вращение вала в том же направлении до тех пор, пока стрелка не займет наибольшее положение (в направлении по часовой стрелке), и записать показание в этом положении.
Возвратно-вращательные движения валом в крайних точках делать не следует, так как при этом из-за невысокой жесткости стойки возникает непостоянство положения индикатора при переменном направлении нагрузки, а в связи с этим увеличивается погрешность измерения величины радиального биения.
Повторные измерения.
Повторить полный оборот вала в центрах, записывая показания индикатора в крайних положениях стрелки, и сравнить эти показания с показаниями при первом обороте вала. Если эти показания будут расходиться больше, чем на одно деление круговой шкалы, то выполнить третий оборот вала с записью показаний.
Заключение
В производстве при сборке маховиков и шкивов с валами применяют специальные приспособления с пневмо- и гидроприводом, переносные пневмогидравлические скобы и специальные стационарные прессы.
В результате сборки на посадочной поверхности возникают удельное давление и соответствующие ему силы трения. Этими силами и обеспечивается взаимная неподвижность соединения, позволяющая передавать как крутящие, так и осевые нагрузки.Список литературы.
ГОСТ 20889-88 Шкивы для приводных клиновых ремней нормальных сечений. Общие технические условия
Богодухов С.И., Схиртладзе А.Г., Сулейманов Р.М. «Технологические процессы в машиностроении» Учебник - Ст. Оскол: ТНТ, 2012. - 624 c.
Голиков А.Н. «Измерение радиального биения вала. Методические указания к выполнению лабораторной работы по курсу “Общая теория измерений” для студентов по направлению 200100 «Приборостроение» очного обучения».
Косилова Н. Г., Мещеряков Р. К. “Справочник технолога - машиностроителя”. т. 1, 2. - М.: Машиностроение, 1985-1986.
Схиртладзе, А.Г. «Технологические процессы в машиностроении». - М.: Высшая школа, 2007. - 927 c.