Тема Обеспечение качества в проектировании, производстве и эксплуатации рэс
 Скачать 0.86 Mb. Скачать 0.86 Mb.
|

Тема 1. Обеспечение качества в проектировании, производстве и эксплуатации РЭСКачество продукции. Оценка уровня качества изделия. Технический уровень изделия. Показатели качества продукции. Базовые и придельные показатели качества продукции. Дефект изделия. Регистрационный метод определения показателей качества продукции. Надёжность изделия. Безотказность и ремонтопригодность изделия. Горячее резервирование. Холодное резервирование. Испытание изделия. Тема 2. Компонование и конструирование РЭСТехническое задание. Эскизный и технический проект. Прототип изделия. Единая система конструкторской документации (ЕСКД). Проектная и рабочая конструкторская документация. Сборочный чертеж и спецификация. Техническое предложение. Технические условия. Опытное производство Электронные модули нулевого и первого уровня. Электронные модули второго и третьего уровня. Нижнее и верхнее придельные отклонения, поле допуска. Направляющие в несущих конструкциях электронных блоков. Монтажная рама и монтажная плата. Виды посадок. Тема 3. Технический дизайн при проектированииОсновные понятия в эргономике. Интерактивная система. Внутренняя и внешняя нагрузка в рамках эргономической концепции. Удовлетворённость пользователя и результативность использования в рамках эргономической концепции. Соматографические схемы Методы психологического и социально-психологического анализа в эргономике. Гигиенический анализ и анализ безопасности труда в эргономике. Размещение элементов индикации, управления и кабельных вводов на корпусах ручных приборов. Размещение органов управления и индикации, а также кабельных вводов на настольных приборах с эргономической точки зрения. Размещение органов управления и индикации, а также кабельных вводов на настенных приборах с эргономической точки зрения. Мнемосхема. Зоны досягаемости при проектировании пультов с точки зрения эргономики. Тема 4. Конструирование узлов и блоков РЭС. ЭлектромонтажПереходные и монтажные отверстия на печатной плате. Переходное отверстие – металлизированное отверстие, электрически соединяющее дорожки на разных слоях печатной платы. Монтажное отверстие – необязательно металлизированное отверстие, предназначенное для электрического подсоединения выводов радиодеталей, монтажных проводов, контактов и т.д. к дорожкам печатной платы путём пайки, запрессовки, развальцовки и т.д. Класс точности печатной платы. Класс точности печатной платы — условное цифровое обозначение, характеризующее наименьшие номинальные значения размеров элементов рисунка печатной платы и определяющее значения допусков на размеры этих элементов Существует 7 классов точности (от 1-го до 7-го по мере возрастания точности и уменьшения предела наименьших номинальных размеров). 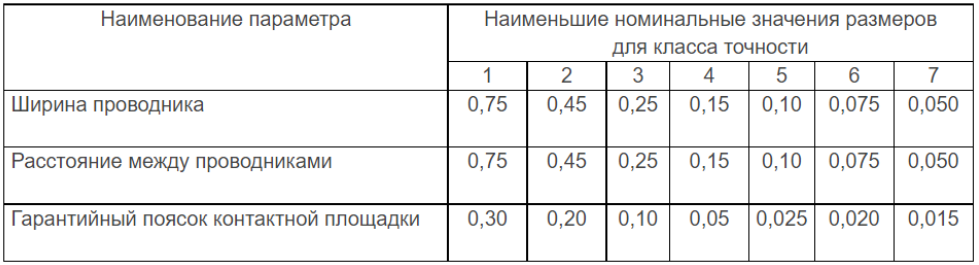 Материалы печатных плат. Основные материалы – стеклотекстолит марок FR4, СТЭФ и др, гетинакс марок XPC, FR1, FR2. Для гибких печатных плат основным материалом является полиимид. Для СВЧ плат диэлектрическим основанием часто является разного рода керамика. Медь обычно гальваническая или фольговая, для СВЧ – никель/нихром, покрытый золотом или другими металлами. Современные платы почти всегда покрываются защитной маской, защищающей основание от действия припоя. Контактные площадки обычно лудятся, в особых случаях покрываются золотом/серебром. Монтаж в отверстие и поверхностный монтаж. Монтаж в отверстие – относительно старый вид монтажа компонентов, при котором их выводы проходят сквозь монтажное отверстие и паяются с другой стороны к контактной площадке. Поверхностный монтаж – набирающий большую популярность в последние десятилетия монтаж, позволяющий миниатюризировать компоненты, а соответственно и конечные устройства. Такой монтаж дешевле классического ввиду лёгкой автоматизации и меньшей стоимости самих компонентов. Обычно не требуется формовка выводов(за исключением некоторых микросхем). Выводы могут быть как в виде металлизированных площадок, так и в виде планарных плоских контактов. Упрощается трассировка печатной платы. Кроссплата. Кроссплата – элемент конструкции, включающий в себя соединители(разъемы) и проводники, соединяющие эти разъемы между собой. В разъемы устанавливаются ячейки – обычно другие платы или блоки. Современные кроссплаты обычно выглядят как печатные платы со слотовыми разъемами. 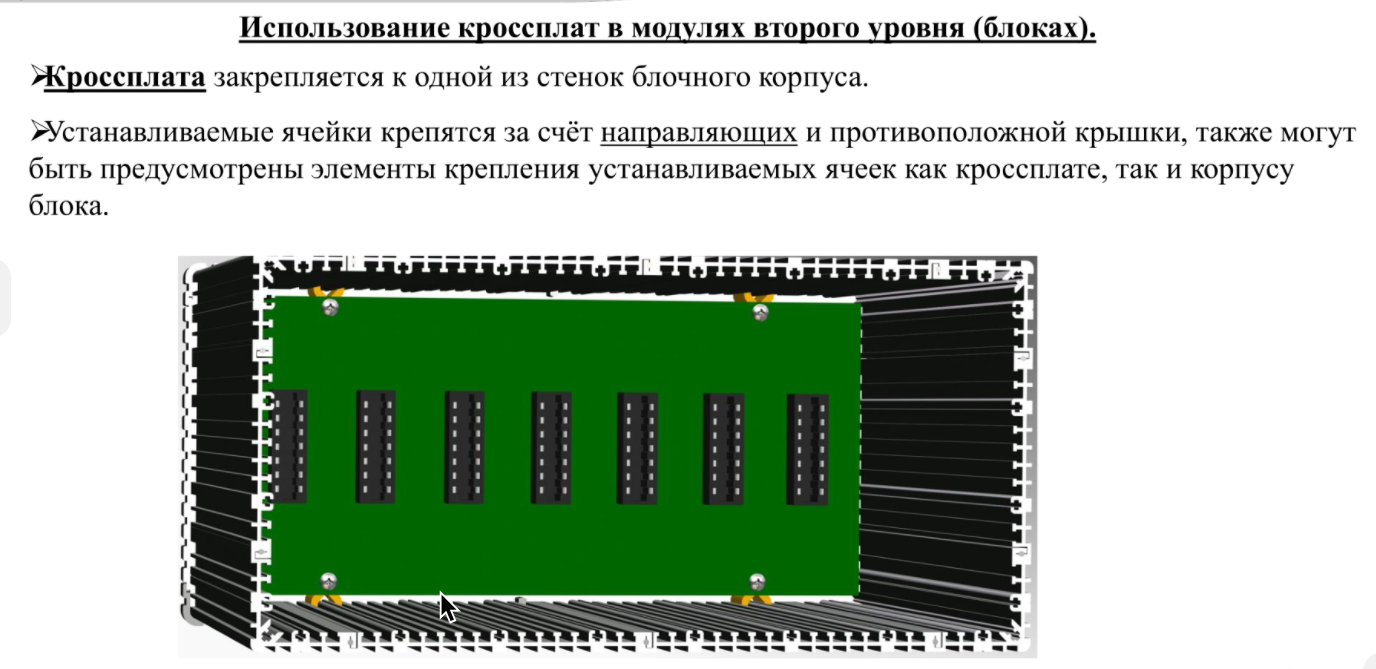 Объёмный монтаж. Объемный монтаж – вид электрического монтажа, обеспечивающий соединение радиоэлементов, узлов и модулей РЭА в единую конструкцию при помощи проводов, жгутов, кабелей и разъемов. Является основным видом электрического монтажа, применяемого в модулях 3 уровня(комплексах), но часто используется и в модулях 2 уровня(блоках). При объемном монтаже обязательно механическое крепление, даже если соединение выполняется пайкой. В объемном монтаже используется крепление непосредственно на выводы элементов, намотка на контактные штырьки, плоские/цилиндрические контакты, опрессовка провода наконечником, монтаж с использованием переходных контактов-деталей. Перемычки при объёмном монтаже. 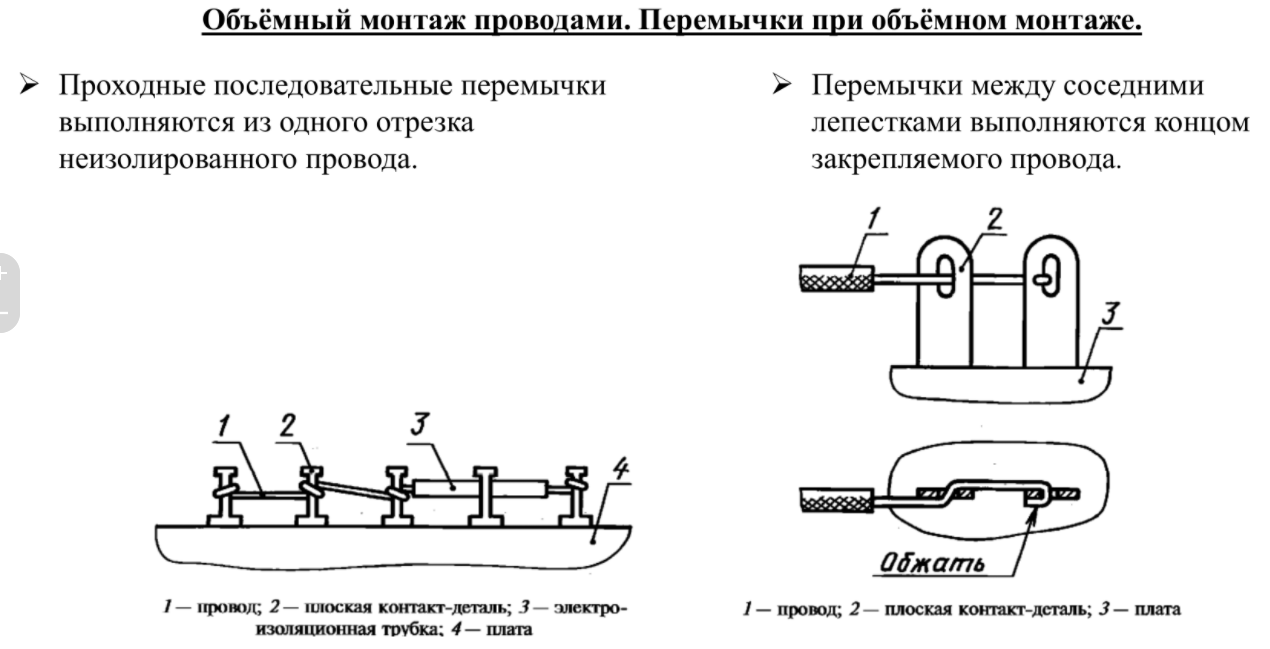 Способы крепления жгутов к несущим элементам конструкции. Жгут – связанный ниткой, лентой, еще каким-либо способом пучок проводов, предназначенный для электрической связи между элементами аппарата, прибора, устройства. Ствол жгута – участок жгута, в котором сосредоточено наибольшее кол-во проводов. Ответвление жгута – часть жгута, отходящая от ствола. Запасные провода – провода, свиваемые в жгут с целью их дальнейшего использования в процессе эксплуатации и ремонта аппаратуры. Жгут к шасси можно крепить скобами(одно/двухсторонними), причем при переходе с одной неподвижной плоскости на другую жгут должен быть прикреплен к обеим вне зависимости от расстояния между местами крепления. Между скобой и жгутом обязательна диэлектрическая прокладка. Расстояние между соседними скобами не более 50мм для жгута проводов сечением .35 квадрата и тоньше. Помимо скоб, жгут может крепиться с помощью хомута, обычно выполняемого из алюминия/пружинящих сталей. Также необходима диэлектрическая прокладка. Также жгут может крепиться клеем, причем ширина склеивающего слоя не менее 1.4 диаметра жгута. Жгуты толще 10мм должны быть прикреплены шнуром или нитками в местах приклеивания. В местах перехода жгута сквозь металлические стенки необходима дополнительная изоляция места перехода. Конструкция оптоволоконных световодов. Оптическое волокно(световод) – это проводник оптического излучения, предназначенный для передачи информации посредством оптического сигнала, и представляющий собой двухслойную конструкцию, состоящую из светопроводящий сердцевины и оболочки с разными коэффициентами преломления. Передача происходит за счёт многократного полного внутреннего отражения световой энергии при переходе из среды с одним коэффициентом преломления в среду с другим коэффициентом преломления. Соединение оптоволоконных световодов. 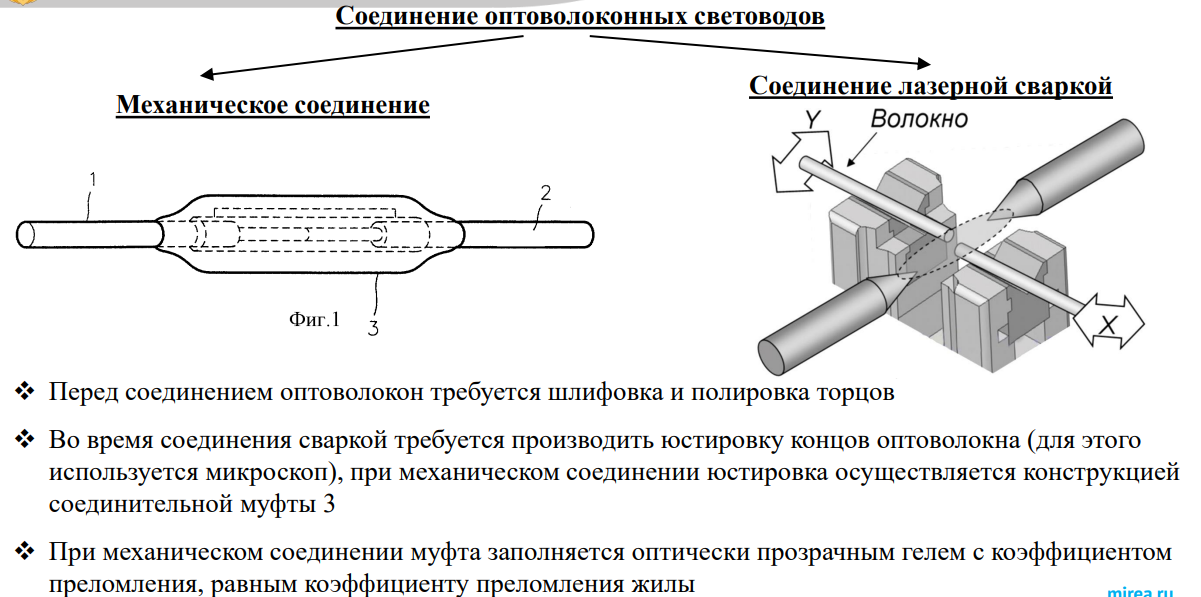 Конструкция волоконно-оптической линии связи. 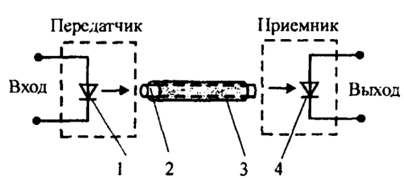 Имеется источник излучения – лазерный светодиод (1), обычно с длинами волн 850нм (красный), 1310 нм и 1550нм (инфракрасный). Имеется источник излучения – лазерный светодиод (1), обычно с длинами волн 850нм (красный), 1310 нм и 1550нм (инфракрасный).Свет передаётся по сердцевине (2) оптоволоконного световода, покрытого оболочкой (3). На другом конце линии связи находится приёмник – высокоскоростной фотодиод (4), обеспечивающий приём информации. Как правило, оптоволоконные световоды изготавливается отрезками длиной по 100 м, для организации более длинных оптических соединений оптоволоконные световоды соединяют между собой, причём при длинных линиях связи, как и в случае с проводной электросвязью, применяются усилители и ретрансляторы для компенсации затухания оптического сигнала. Обычно световоды скручиваются определенным образом в оптический кабель, покрытый общей защитной оболочкой. Кабели могут быть плоскими или цилиндрическими. При работе с оптическими кабелями необходимо помнить о минимальном радиусе изгиба, составляющем обычно не менее 50мм. Тема 5. Обеспечение нормального теплового режима РЭСТеплоотвод кондукцией, тепловое сопротивление. Тепловой градиент в электронном модуле. Теплопроводность конструкционных материалов электронных модулей. Теплоотвод конвекцией. Ламинарные и турбулентные потоки при теплоотводе конвекцией. Теплоотвод излучением. Естественное охлаждение. Жидкостно-воздушное охлаждение. Радиаторы в системе охлаждения РЭС. Конструкции радиаторов. |