Тема. Разметка и ее назначение. Инструменты и приспособления, применяемые при разметке
 Скачать 146.95 Kb. Скачать 146.95 Kb.
|

|
Тема 1.2 Разметка, резка металла Тема. Разметка и ее назначение. Инструменты и приспособления, применяемые при разметке (http://les-collegelik.ru/DistObuch2020/5-1/SlesarnoeDelo/slesarnoe_delo.pdf) Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки. Линии и точки обозначают границы обработки. Существуют два вида разметки: плоская и пространственная. Разметка называется плоской, когда линии и точки наносятся на плоскость, пространственной – когда разметочные линии и точки наносятся на геометрическое тело любой конфигурации. Пространственная разметка может быть выполнена на разметочной плите с помощью разметочного ящика, призм и угольников. При пространственной разметке для поворота размечаемой заготовки используются призмы. Для плоской и пространственной разметки требуются чертеж детали и заготовки для нее, разметочная плита, разметочный инструмент и универсальные разметочные приспособления, измерительный инструмент и вспомогательные материалы. К разметочному инструменту относятся: чертилка (с одним острием, с кольцом, двухсторонняя с изогнутым концом), маркер (несколько видов), разметочный циркуль, кернеры (обычные, автоматические для трафарета, для круга), кронциркуль с конусной оправкой, молоток, циркуль центровой, прямоугольник, маркер с призмой. К приспособлениям для разметки относятся: разметочная плита, разметочный ящик, разметочные угольники и бруски, подставка, рейсмус с чертилкой, рейсмус с подвижной шкалой, прибор для центрирования, делительная головка и универсальный разметочный захват, поворотная магнитная плита, струбцины сдвоенные, регулируемые клинья, призмы, винтовые подпорки. Измерительными инструментами для разметки являются: линейка с делениями, штангенрейсмус, рейсмус с подвижной шкалой, штангенциркуль, угольник, угломер, кронциркуль, уровень, контрольная линейка для поверхностей, щуп и эталонные плитки. К вспомогательным материалам для разметки относятся: мел, белая краска (смесь разведенного в воде мела с льняным маслом и добавлением состава, препятствующего высыханию масла), красная краска (смесь шеллака со спиртом с добавлением красителя), смазка, моющие и травящие материалы, деревянные бруски и рейки, небольшая жестяная посуда для красок и кисть. Простыми разметочными и измерительными инструментами, используемыми при слесарных работах, являются: молоток, чертилка, маркер, кернер обыкновенный, угольник, циркуль, разметочная плита, линейка с делениями, штангенциркуль и кронциркуль. Плоскую или пространственную разметку детали проводят на основании чертежа. До разметки заготовка должна пройти обязательную подготовку, которая включает в себя следующие операции: очистка детали от грязи и коррозии (не производить на разметочной плите); обезжиривание детали (не производить на разметочной плите); осмотр детали с целью обнаружения дефектов (трещин, раковин, искривлений); проверка габаритных размеров, а также припусков на обработку; определение разметочной базы; покрытие белой краской поверхностей, подлежащих разметке и нанесению на них линий и точек; определение оси симметрии. Если за разметочную базу принято отверстие, то в него следует вставить деревянную пробку. Разметочная база – это конкретная точка, ось симметрии или плоскость, от которой отмеряются, как правило, все размеры на детали. Накерниванием называется операция нанесения мелких точек-углублений на поверхности детали. Они определяют осевые линии и центры отверстий, необходимые для обработки, определенные прямые или кривые линии на изделии. Накернивание делают с целью обозначения на детали стойких и заметных знаков, определяющих базу, границы обработки или место сверления. Операция накернивания выполняется с использованием чертилки, кернера и молотка. Разметка с использованием шаблона применяется при изготовлении значительного количества одинаковых деталей. Шаблон, выполненный из жести толщиной 0,5–2 мм (иногда придается жесткость уголком или деревянной рейкой), накладывается на плоскую поверхность детали и обводится чертилкой по контуру. Точность нанесенного контура на детали зависит от степени точности шаблона, симметрии острия чертилки, а также от способа продвижения острия чертилки (острие должно двигаться перпендикулярно к поверхности детали). Шаблон является зеркальным отображением конфигурации деталей, линий и точек, которые должны быть нанесены на поверхность детали. Точность разметки (точность перенесения размеров с чертежа на деталь) зависит от степени точности разметочной плиты, вспомогательных приспособлений (угольников и разметочных ящиков), мерительных инструментов, инструмента, используемого для перенесения размеров, от степени точности метода разметки, а также от квалификации разметчика. Точность разметки обычно составляет от 0,5 до 0,08 мм; при использовании эталонных плиток – от 0,05 до 0,02 мм. При разметке следует осторожно обращаться с заостренными чертилками. Для предохранения рук работника до начала разметки на острие чертилки необходимо надевать пробку, деревянный или пластмассовый чехол. Для установки на разметочную плиту тяжелых деталей следует пользоваться талями, тельферами или кранами. Разлитые на полу или разметочной плите масло или другая жидкость могут послужить причиной несчастного случая. Инструменты, приспособления и материалы, применяемые при разметке Чертилки являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части. Изготавливают чертилки из инструментальных углеродистых сталей марок У10А и У12А в двух вариантах: односторонние и двусторонние. Чертилки изготавливают длиной 10... 120 мм. Рабочая часть чертилки закаливается на длине 20... 30 мм до твердости HRC 58...60 и затачивается под углом 15...20°. Риски на поверхность детали наносят чертилкой, используя масштабную линейку, шаблон или образец. Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки. Он представляет собой чертилку, закрепленную на вертикальной стойке, установленной на массивном основании. При необходимости нанесения рисок с более высокой точностью используют инструмент со шкалой – штангенрейсмас. Для установки рейсмаса на заданный размер можно использовать блоки концевых мер длины, а если не требуется очень высокая точность разметки, то используют вертикальную масштабную линейку. Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и углов на равные части. Разметочные циркули изготавливают в двух вариантах: простой, позволяющий фиксировать положение ножек после их установки на размер, и пружинный, применяемый для более точной установки размера. Для разметки контуров ответственных деталей используют разметочный штангенциркуль. Для того чтобы разметочные риски были четко видны на размеченной поверхности, на них наносят точечные углубления - керны, которые наносятся специальным инструментом - кернером. Кернеры изготавливают из инструментальной стали У7А. Твердость на длине рабочей части (15...30 мм) должна быть HRC 52... 57. В ряде случаев применяют кернеры специальной конструкции. Разметку с использованием этого кернера осуществляют в такой последовательности: • острие игл и устанавливают в риску предварительно проведенной на заготовке окружности; • наносят удар по ударной головке , производя кернение первой точки; • корпус кернера поворачивают вокруг одной из игл до тех пор, пока вторая игла не совпадет с размеченной окружностью, вновь наносят удар по ударной головке. Операцию повторяют до тех пор, пока вся окружность не будет поделена на равные части. При этом точность разметки увеличивается, так как благодаря использованию игл настройку кернера на заданный размер можно осуществлять с использованием блока концевых мер длины. При необходимости кернения центровых отверстий на торцах валов удобно пользоваться специальным приспособлением для кернения – колоколом. Это приспособление позволяет наносить керновые углубления на центрах торцевых поверхностей валов без их предварительной разметки. Для этих же целей можно использовать угольник-центроискатель состоящий из угольника с прикрепленной к нему линейкой, кромка которой делит прямой угол пополам. Для определения центра инструмент укладывают на торец детали так, чтобы внутренние полки угольника касались ее цилиндрической поверхности и проводят чертилкой линию вдоль линейки. Затем центроискатель поворачивают на произвольный угол и проводят вторую риску. Пересечение нанесенных на торец детали линий определит положение ее центра. Довольно часто для отыскания центров на торцах цилиндрических деталей применяют центроискателъ-транспортир. При выполнении пространственной разметки необходимо применение ряда приспособлений, которые позволяли бы выставлять размечаемую деталь в определенном положении и кантовать (перевертывать) ее в процессе разметки. Для этих целей при пространственной разметке используют разметочные плиты, призмы, угольники, разметочные ящики, разметочные клинья, домкраты. Разметочные плиты отливают из серого чугуна, их рабочие поверхности должны быть точно обработаны. На верхней плоскости больших разметочных плит строгают продольные и поперечные канавки небольшой глубины, разделяя поверхность плиты на квадратные участки. Устанавливают разметочные плиты на специальных подставках и тумбах с ящиками для хранения разметочных инструментов и приспособлений. Рабочие поверхности разметочной плиты не должны иметь значительных отклонений от плоскости. Величина этих отклонений зависит от размеров плиты и приводится в соответствующих справочниках. Призмы разметочные изготавливают с одной и двумя призматическими выемками. По точности различают призмы нормальной и повышенной точности. Призмы нормальной точности изготавливают из сталей марок ХГ и X или из углеродистой инструментальной стали марки У12. Твердость рабочих поверхностей призм должна быть не менее HRC 56. Призмы повышенной точности изготавливают из серого чугуна марки СЧ15-23. Домкраты используют так же, как и регулируемые клинья для регулировки и выверки положения размечаемой заготовки по высоте, если деталь имеет достаточно большую массу. Для того чтобы разметочные риски были четко видны на поверхности размечаемой заготовки, эту поверхность следует окрасить, т. е. покрыть составом, цвет которого контрастен цвету материала размечаемой заготовки. Для окрашивания размечаемых поверхностей используют специальные составы. Тема. Основные этапы разметки. Разметка по шаблонам, изделию чертежам Подготовительные работы при разметке включают в себя подготовку красителей, подготовку поверхностей к окрашиванию и непосредственно окрашивание. Материалы для окрашивания поверхностей выбирают в зависимости от материала заготовки, которая подвергается разметке, и от состояния размечаемой поверхности. Для окрашивания размечаемых поверхностей используют: раствор мела в воде с добавлением столярного клея, обеспечивающего надежное сцепление красящего состава с поверхностью размечаемой заготовки, и сиккатива, способствующего быстрому высыханию этого состава; медный купорос, представляющий собой сернокислую медь и в результате происходящих химических реакций обеспечивающий образование на поверхности заготовки тонкого и прочного слоя меди; быстросохнущие краски и эмали. Мел с добавлением столярного клея и сиккатива разводят до консистенции жидкой сметаны. Медный купорос растворяют в воде в соотношении 1:10 или используют твердый медный купорос, которым натирают поверхность размечаемой заготовки. Лаки и эмали применяют в готовом виде. Перед окраской размечаемую поверхность необходимо очистить от грязи, пыли, следов окалины и обезжирить. От пыли и грязи поверхность заготовки очищают ветошью, окалину удаляют при помощи корцовочных щеток, т. е. щеток, изготовленных из небольших тонких отрезков стальной или медной проволоки. Удаление жировой пленки с поверхности заготовки производится при помощи органических и неорганических растворителей (ацетон, бензин, керосин, дихлорэтан и др.), при этом следует учитывать пожарную безопасность обезжиривающего состава и его токсичность. При наличии вытяжной вентиляции практически нет ограничений на применение обезжиривающих составов, а при ее отсутствии для обезжиривания поверхностей следует использовать уайт-спирит, который при незначительной пожарной опасности обладает и малой токсичностью. После подготовки поверхности под окраску приступают непосредственно к окрашиванию, нанося состав на поверхность заготовки равномерно, тонким слоем. Для нанесения окрашивающего состава пользуются кистью и тампоном. Затем выполняют разметку. Вначале определяют базу, от которой будут наносится риски. Базой называется поверхность или специально подготовленные риски, от которых производят измерения и отсчеты размеров в процессе разметки. При плоскостной разметке базой могут служить обработанные наружные кромки плоских заготовок, а также риски (обычно центровые), наносимые в этом случае в первую очередь. Если базой является наружная плоскость заготовки, то ее нужно предварительно выровнять, а если две взаимно-перпендикулярные кромки заготовки, то до разметки их следует обработать под прямым углом. При точной разметке базовые поверхности должны быть точно обработаны под лекальную линейку и угольник. Риски при разметке обычно наносят в следующем порядке. Сначала все горизонтальные, затем вертикальные, после этого наклонные, и в последнюю очередь - окружности, дуги и закругления. Если базой являются центровые риски, то с них начинают разметку, а затем, пользуясь ими, наносят все остальные риски. Разметка считается законченной, если изображение на плоскости заготовки полностью соответствует чертежу. Убедившись в правильности разметки, все линии накернивают для того, чтобы они не стерлись при обработке детали. Керны должны быть неглубокими и разделяться разметочными рисками пополам. Разметка производится несколькими способами: по чертежу, по шаблону, по образцу и по месту. При разметке по чертежу на поверхность размечаемой заготовки переносят контур детали в соответствии с размерами, указанными на чертеже. При разметке по шаблону на поверхность заготовки переносят контур шаблона, накладывая его на заготовку. При разметке по образцу на поверхность заготовки переносят контур образца, который накладывают на поверхность заготовки. Образец отличается от шаблона тем, что он имеет разовое применение. Разметка по месту производится в тех случаях, когда детали являются сопрягаемыми, и одна из них соединяется с другой в определенном положении. В этом случае одна из деталей выполняет роль шаблона. Правила выполнения приемов разметки При выполнении разметочных работ необходимо придерживаться следующих основных правил: 1. Слой окрашивающего состава, наносимого на поверхность заготовки, должен быть тонким, равномерным по толщине и полностью покрывать размечаемую поверхность. К разметке следует приступать только после его полного высыхания. 2. При проведении риски точно совмещать линейку с исходными отметками на детали и плотно прижимать к заготовке. 3. Прежде чем провести риску, следует убедиться, что чертилка (циркуль) хорошо заточена. Тупую чертилку (циркуль) необходимо повторно заточить. 4. Риску проводить одним непрерывным движением чертилки вдоль линейки, не наносить риску дважды но одному и тому же месту, так как это приводит к ее раздвоению. 5. При кернении разметочных рисок: • убедиться в правильности заточки кернера, при необходимости заточить повторно; • кернение производить легкими ударами молотка по кернеру так, чтобы глубина кернового углубления составляла примерно 0,5 мм. При накернивании длинных рисок (более 150 мм) расстояние между углублениями должно быть 25... 30 мм, при накернивании коротких рисок (менее 150 мм) расстояние между углублениями долж62 но быть 10 ... 15 мм, линии малых окружностей диаметром до 15 мм накернивают в четырех взаимно-перпендикулярных точках; линии больших окружностей диаметром более 15 мм накернивают равномерно в 6 ... 8 местах, дуги в сопряжениях следует накернивать с меньшими промежутками между углублениями, чем на прямолинейных участках; точки сопряжения и пересечения рисок необходимо обязательно накернивать; центр отверстия или дуги накернивают глубже, чем риску, диаметр отверстия при этом должен быть равен приблизительно 1,0 мм. 6. При разметке отверстия или дуги точно устанавливать раствор циркуля на требуемый размер, прочно фиксировать раствор циркуля прижимным винтом дуги циркуля. При проведении дуги циркуль слегка наклонять в сторону движения. 7. Если при сопряжении прямолинейных и криволинейных рисок они не совпали, размечаемое место детали закрасить заново и разметку повторить. 8. При разметке по шаблону (образцу) плотно прижимать его к детали, следить, чтобы он не сместился в процессе разметки. При возможности закреплять шаблон на поверхности размечаемой заготовки (например, струбциной). 9. При разметке центра на торце цилиндрической детали кернером-центроискателем (колоколом) следить за установкой центроискателя строго по оси детали, точность разметки проверять раздвижным центроискателем. 10. При разметке центра на торце цилиндрической детали угольником-центроискателем следить за плотным прилеганием полок центроискателя к цилиндрической части детали. 11. При разметке центра отверстия детали с помощью раздвижного центроискателя следить за перпендикулярностью установки деревянного бруска с пластиной оси отверстия (центр отверстия при этом определяют «на глаз» внутри четырех дуг - засечек на пластине), проверять точность разметки но внутренней поверхности отверстия или контрольной риске на торце детали. 12. При разметке «от кромки» обработанной детали следует плотно прижимать полку угольника с широким основанием к кромке детали. 13. При разметке «от осевых линий» размеры отсчитывают от двух контрольных керновых углублений, расположенных на краях этих линий. 14. При разметке при помощи рейсмаса размеры отсчитывать или от нулевой отметки вертикальной линейки, или от базового центра отверстия на детали в зависимости от ее конфигурации. Риску на заготовке следует проводить, наклоняя чертилку рейсмаса в сторону движения на угол 60... 70° и плотно прижимая его основание к разметочной плите. Следить за прочностью крепления 63 иглы-чертилки на штанге рейсмаса. При разметке партии одинаковых деталей пользоваться многоигольчатым рейсмасом. Тема. Понятие о резке металлов. Приёмы резки различных заготовок Резка металла представляет собой процесс разделения материала на части. Таким способом производится раскрой металлических листов или отрезка сортового проката. Воздействием режущего инструмента на металл создаются заготовки для дальнейшей обработки. По разработанным чертежам формируется конфигурация поверхности. Для обработки металла резанием необходимо оборудование. Это могут быть ручные инструменты, механические станки или приспособления, обеспечивающие нагрев материала. Резка металла - это операция по разделению металлических заготовок на части. В зависимости от формы и размеров заготовок резку проводят ручной ножовкой, ручными, силовыми или рычажными ножницами. Ручная ножовка по металлу служит для резки толстых листов полосового или профильного металла, а также для вырезания заготовок по контуру (рис.1). 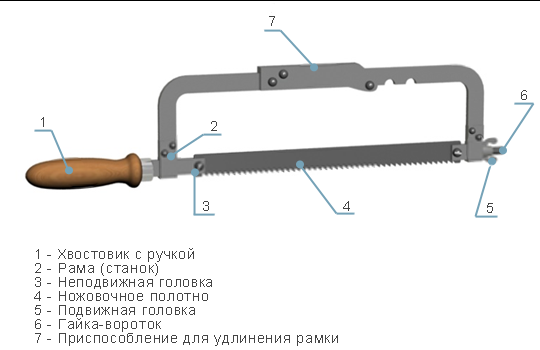 Рис.1 Устройство ручной ножовки: 1 – хвостовик с ручкой; 2 – рама (станок); 3 – неподвижная головка; 4 – ножовочное полотно; 5 – гайка-вороток; 6 – подвижная головка; 7 – приспособление для удлинения рамки. Рабочая поза при резке металла ножовкой Рабочая поза при резке металла: а) установить высоту тисков по росту: правая рука с ножовкой, установленная на губке тисков (в исходное положение), согнутая в локте должна образовывать прямой угол (90°) между плечом и локтевой частью руки; б) встать перед тисками свободно и устойчиво, вполоборота по отношению к губкам тисков или к оси разрезаемого предмета; в) корпус развернуть влево от тисков под углом 45°; г) левую ногу несколько выставить вперёд, примерно по линии разрезаемого предмета и на неё опирать корпус. Движения ножовкой нужно производить плавные, без рывков; частота движений – 30-60 двойных ходов (от себя - на себя) в минуту; при этом должно работать не менее 2/3 длины полотна. Силовые ножницы: Силовые ножницы применяют в том случае, когда необходимо разрезать металл толщиной 1,5 - 2,5 мм. Рычажные ножницы. С помощью рычажных ножниц можно разрезать листовой металл толщиной до 4 мм и мягкий металл толщиной до 6 мм. (рис.2)  Рис.2 Рычажные ножницы Ручные ножницы Ручные ножницы используют при разрезании металла толщиной 0,5 - 1,5 мм. Лезвия ножниц при этом следует разводить примерно на три четверти их длины, а лист металла нужно располагать перпендикулярно к плоскости режущих кромок ножниц. При сжатии ручек ножниц лезвия до конца сводить не следует, так как это приводит к разрыву металла в конце разреза.(рис.3)  рис.3 Ручные ножницы Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла: ручную; гидроабразивную; термическую. Ручная резка металла Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты: ножницы; ножовка; лобзик; болгарка. Гидроабразивная резка металла Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа. Термическая резка металла Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте. К видам термической резки относятся: газокислородная; лазерная; плазменная. Газокислородная резка Газокислородная резка состоит из 2 этапов: В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен. После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы. В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза. Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает К недостаткам способа относится возможность работы с изделиями низкой теплопроводности и небольшой толщины. Плазменная В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава. К преимуществу метода относится высокая скорость реза и возможность работать с заготовками до 150 мм толщины. Механическая резка металла Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие. При резке используются такие виды оборудования: ленточная пила; гильотина; дисковый станок. Резка ленточной пилой Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты. В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок. Ударная резка металла на гильотине Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом. Важно то, что ножи прикасаются к листу не по всей длине поверхности. Верхний инструмент располагается под углом. Соприкосновение с металлом идет в 1 точке, которая перемещается по всей длине реза. Процесс напоминает работу обыкновенных ножниц. Резка на дисковом станке В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества. По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами. |