согласовано
__________________________
«_____»___________20__Г.
|
УТВЕРЖДАЮ
Главный инженер
ООО ПКФ «ПромТехСервис»
___________________
"___" ___________20 г.
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЙ
|
ШИФР
|
УЗК
|
НАИМЕНОВАНИЕ ПРЕДПРИЯТИЯ:
|
ООО ПКФ «ПромТехСервис»
|
НАИМЕНОВАНИЕ ОБЪЕКТА:
|
|
НОРМАТИВНЫЕ ДОКУМЕНТЫ:
|
ГОСТ 14782-86;
|
1. ИСХОДНЫЕ ДАННЫЕ
|
ОБЪЕКТ КОНТРОЛЯ:
|
ДЕФЕКТОСКОП
|
ПАРАМЕТРЫ КОНТРОЛЯ
|
Номинальный
трубы
|
Номинальная толщина стенки Sмм.
|
Тип сварного соединения. вид сварки
|
А1212 Мастер,
(или аналогичный по техническим характеристикам)
|
Рабочая частота (f)
Мгц
|
Толщина стенки
(δ), град
|
Угол ввода
(α), град
|
Предельная чув-ть по угловому отражателю, размеры зарубки
|
Поисковая чув-ть.
|
Скорость сканирования, мм/с не более
|
S, мм2
|
b, мм
|
h, мм
|
1020, 1220
|
12,5 – 15,0
|
Стыковое кольцевое
Эл. дуговая
|
5,0
|
12,5-15,0
|
65±2
|
2,0
|
2,0
|
2,0
|
+6 дБ
|
100
|
2. ПОДГОТОВКА К КОНТРОЛЮ
|
Наименование операции:
|
Подготовка околошовной зоны и разметка
|
Настройка скорости развертки дефектоскопа
|
Настройка зоны автомати-ческого контроля
|
Настройка
глубиномера дефектоскопа
|
Настройка чувствительности
дефектоскопа (браковочный уровень)
|
                            Содержание операции: Содержание операции:
|
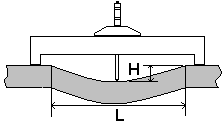
Очистить около шовную зону с обеих сторон усиления от грязи, брызг металла, ржавчины.
Чистота поверхности:
Rz = 40 мкм. Ширина зоны: 2.5S+40 мм с каждой стороны усиления. Отметить точку начала сканирования. Наложить мерный пояс. Нанести смазку в соответствии с tо окружающего воздуха.
|
Получить эхо-сигнал от
верхней зарубки в СОП однократно отраженным лучом. С помощью ре-гуляторов “ “ и
“ “ (блок А6) и установить его в правой части экрана дефекто-скопа
|
Регулятором “ ”
(блок А6) установить передний фронт строб импульса на 2-3 мм правее зондирующего сигнала.
Регулятором “ ”
( блок А10) совместить зад-ний фронт строб импульса с задним фронтом эхо сигнала от верхней зарубки блок А10) совместить зад-ний фронт строб импульса с задним фронтом эхо сигнала от верхней зарубки
|
Последовательно получить максимальные эхо- сигналы от верхней и нижней зарубок. Измерить линейкой расстояние от зарубок до точки выхода УЗК на ПЭП. Регуляторами
“ 0 ”(блок А6) и “мм” (блок А5) установить соответствующие показания на БЦО
|
Аттенюатором, регулятором
“” и регуляторами ВЧР установить амплитуду эхо-сигналов от обеих зарубок в СОП равной половине высоты экрана дефектоскопа. Установить порог срабатывания АСД.
Н/2
|
|
Лист
|
1
|
|
Всего листов
|
3
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЙ
|
ШИФР
|
УЗК
|
3.ПРОВЕДЕНИЕ КОНТРОЛЯ
|
Наименование операции
|
Установка поисковой чувствительности
|
Сканирование
|
Локализация дефекта
|
Измерение характеристик дефектов и оценка их допустимости
|
   
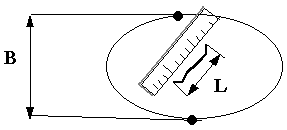
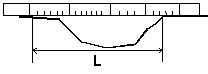
Lmax *=70-80мм
   
S
 
Содержание операции
|
На аттенюаторе дефектоскопа отжать кнопки, соответствующие увеличению чувствительности на 6 дБ
|
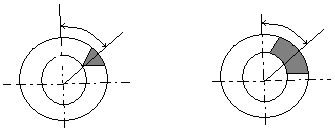
Произвести сканирование путем возвратно-поступательного перемещения преобразователя вдоль шва в пределах от края валика усиления до Lmax. Шаг сканирования 2-3 мм. Следить за обеспечением акустического контакта. Сканирование провести с обеих сторон усиления шва. В процессе контроля периодически проверять настройку дефектоскопа по СОП.
|
Признаком обнаружения дефекта служит срабатывание АСД и появление эхо-сигнала в пределах строб импульса. Зафиксировать преобразователь в положении, соответствующем максимальному эхо-сигналу.
Отметить положение преобразователя.
|
При обнаружении дефекта измерить:
Амплитуду эхо-сигнала,
Наибольшую глубину залегания,
условную протяженность
расстояние до соседнего дефекта,
расстояние между началом дефекта и точкой начала сканирования.
|
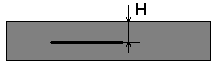
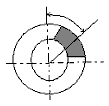
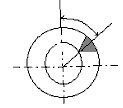
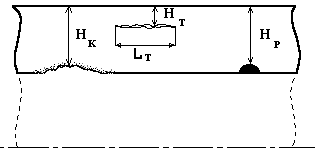
СХЕМА КОНТРОЛЯ
*Уточняется при настройке в зависимости
от толщины стенки S.
|
4. ИЗМЕРЕНИЕ ХАРАКТЕРИСТИК ДЕФЕКТОВ
|
Амплитуда эхо-сигнала (Аизм.)
|
Наибольшая глубина залегания (Ymax), мм
|
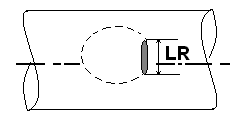
Условная протяженность (ΔL), мм
|
Условное расстояние между дефектами (ΔI), мм
|
Суммарная условная протяженность (ΣΔL), мм
|
Расстояние от точки санирования, мм
|
                  
Н/2 Аизм.
Измеряется на браковоч-ном уровне чувствитель-ности с помощью аттеню-атора дефектоскопа
|
Ymax
Измерения с помощью глубиномера дефекто-скопа на браковочном уровне чувствитель-ности при максималь-ной амплитуде эхо-сигнала
|
ΔL
Измеряется линейкой на поисковом уровне чувствительности при уменьшении амплитуды эхо-сигнала до 50% от его максимального значения
|
ΔI
Измеряется линейкой на поисковом уровне чувстви-тельности между крайними положениями ПЭП, при которых измерялась условная протяженность
|
Определяется как сумма условных протяженностей дефектов на оценочном участке
|
Измеряется по мерному поясу или с помощью линейки от точки начала сканирования до крайнего положения ПЭП, в котором он находился при начале измерения условной протяженности данного дефекта
|
|
Лист
|
2
|
|
Всего листов
|
3
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЙ
|
ШИФР
|
УЗК
|
5. КЛАССИФИКАЦИЯ ДЕФЕКТОВ
|
Вид дефекта
|
усл. обозн.
|
Классификационные признаки
|
Допускается, если (любая из характеристик):
|
Аизм≤
|
∆L
|
∑∆L
|
I
|
II
|
I
|
II
|
Непротяженные
|
SH
|
ΔL<12мм;
|
Н/2
|
-
|
-
|
Σ300≤ 30 мм
|
Σ300≤ 50 мм
|
Цепочки и скопления
|
СС
|
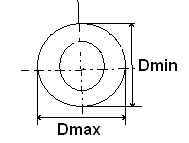
ΔL<12мм, Δl ≤ 3dmin
|
Н/2*
|
ΔL≤S, но≤30мм
|
ΔL≤S, но≤50мм
|
Σ300≤ 30 мм
|
Σ300≤ 50 мм
|
Протяженные в сечении шва
|
LS
|
ΔL≥12мм, Ymax < 2/3S
|
Н/2
|
∆L≤2S, но≤25мм
|
∆L≤2S, но≤50мм
|
Σ300≤ 25 мм
|
Σ300≤ 50 мм
|
Протяженные в корне шва
|
LB
|
ΔL≥12мм, Ymax ≥ 2/3S
|
Н/2
|
∆L≤2S, но≤25мм
|
∆L≤2S, но≤25мм
|
Σ300≤ 25 мм
|
Σ300≤ 50 мм
|
*Для любого дефекта, входящего в цепочку или скопление
dmin – минимальный диаметр дефекта, входящего в цепочку или скопление
I -нефтепроводы и их участки категории В,I;нефтепроводы на участках их переходов через водные преграды, независимо от их диаметра, протяженности и способа прокладки; узлы приёма и пуска средств очистки и диагностики, а также участки нефтепроводов длиной 100м, примыкающие к ним; дренажные трубопроводы и трубопроводы обвязки емкостей сброса нефти; технологические нефтепроводы и трубопроводы технологической обвязки НПС; угловые сварные соединения трубопроводов (вантуза, колонки отбора давления, выводы КИК, датчики СКР); захлёсты, ввариваемые вставки, гарантийные стыки и узлы установки линейной арматуры.
II -нефтепроводы и их участки категорий II, III, IV; вспомогательные трубопроводы дренажа и утечек от насосных агрегатов, дренажа фильтров-грязеуловителей, регуляторов давления, сброса давления от предохранительных клапанов, обвязки емкостей сброса и гашения ударной волны, откачки из емкостей сбора утечек при
Dу < 300мм и Pу < 1,6 МПа.
|
6. ОПИСАНИЕ ВЫЯВЛЕННЫХ ДЕФЕКТОВ
|
При составлении заключений каждый дефект описывать отдельно;
В сокращенном описании дефектов обозначать:
буквой – вид дефекта ( SH, CC, LS или LB);
цифрами – координаты начала дефекта (в мм.) относительно точки начала сканирования;
цифрами – наибольшую глубину залегания дефекта Ymax(в мм.);
цифрами – условную протяженность ∆L (в мм.)*;
* Условную протяженность дефектов типа SH не указывают.
буквой – допустимость дефекта по амплитудному признаку:
Ад – при Аизм ≤ Н/2; Ан – при Аизм> Н/2.
Значения отделять друг от друга дефисом.
|
ПРИМЕРЫ:
SH - Ад -170-3 – непротяженный дефект, отстоящий на 170мм. от точки начала сканирования, глубина залегания в шве – 3мм., допустим по амплитуде эхо-сигнала
СС-Ан-568-4-20 – цепочка дефектов, отстоящая на 568мм. от точки начала сканирования, глубина залегания в шве – 4мм., условная протяженность – 20 мм., недопустим.;
LS- Ад-1030-4-90 – протяженный дефект в сечении шва, отстоящий на 1030мм. от точки начала сканирования, глубина залегания в шве – 4мм., условная протяженность – 90мм., недопустим по условной протяженности;
LB-Ан-2500-8-140 - протяженный дефект в корне шва, отстоящий на 2500мм. от точки начала сканирования, глубина залегания в шве – 8мм., условная протяженность – 140мм., недопустим по амплитуде эхо сигнала и условной протяженности;
|
разработал
|
Артамонов И.В.
|
|
Лист
|
3
|
должность
|
Начальник ЛНК
|
|
Всего листов
|
3
|
Направление
потока
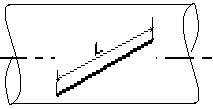
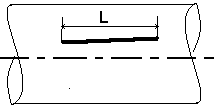
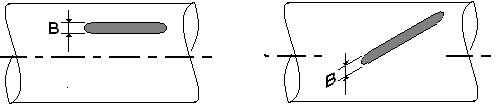



Lвип = L x sin
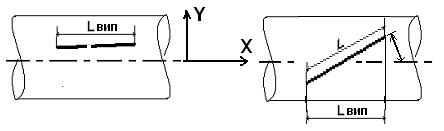
Ввип = L x cos
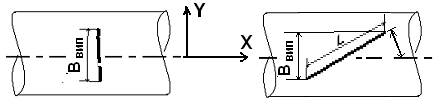
L
Направление
потока
|
 Скачать 1.69 Mb.
Скачать 1.69 Mb.