Реферат по материаловедению. Термическая, термохимическая и термомеханическая обработка стали
 Скачать 1.87 Mb. Скачать 1.87 Mb.
|

|
Химико-термическая обработка стали 3.1 Цементация стали При цементации происходит поверхностное насыщение стали углеродом, в результате чего получается высокоуглеродистый поверхностный слой. Так как для цементации берут низкоуглеродистую сталь, то сердцевина остается мягкой и вязкой, несмотря на то что после цементации сталь подвергается закалке. Различают два вида цементации: твердую и газовую. При твердой цементации детали запаковывают в ящик, наполненный карбюризатором — науглероживающим веществом. Карбюризатором является древесный уголь с различными добавками. В ящике, в промежутках между кусочками угля, имеется воздух, кислород которого при температуре процесса (900 - 950˚ С) соединяется с углеродом, образуя окись углерода СО . Однако при температурах процесса окись углерода неустойчива и при контакте с железной поверхностью разлагается по реакции с образованием атомарного углерода, который поглощается поверхностью. Таким образом, и при твердой цементации процесс протекает с образованием газовой фазы, т. е. цементация осуществляется газом, образовавшимся в ящике из карбюризатора. Добавление к углю углекислых солей ВаСО3, NaCO3 (сода); K3CO3 (поташ) активизирует карбюризатор, вследствие образования углекислого газа при разложении солей и реакции с углем (ВаСО3→ ВаО + СО2; СО2 + С → 2СО и т.д.) Применяемые на производстве карбюризаторы обычно содержат 10 – 30% углекислых солей. Процесс твердой цементации — продолжительная операция и занимает в зависимости от требуемой глубины цементации часто не один десяток часов. Даже для образования слоя малой глубины, например в 1 мм, продолжительность цементации составляет несколько часов. Такая большая продолжительность процесса объясняется главным образом малой скоростью прогрева ящика, наполненного нетеплопроводным карбюризатором. Увеличение скорости цементации достигается применением цементации в газовых средах. При газовой цементации герметически закрытая камера печи наполнена цементирующим газом. Время на прогрев ящика и карбюризатора при этом способе цементации не затрачивается, и скорость цементации (получение заданной глубины слоя) возрастет в тем большей относительной степени, чем меньшей глубины слой требуется получить. Сейчас газовая цементация является для массового производства основным процессом цементации, и только для мелкосерийного или единичного производства экономически целесообразен более простой способ твердой цементации. Газовая цементация осуществляется в стационарных или методических (непрерывно действующих) конвейерных печах. Цементирующий газ приготавливают отдельно и подают в цементационную реторту. Цементирующими газами являются окись углерода и газообразные углеводороды. Разложение этих соединений приводит к образованию активного атомарного углерода:  Наибольшее распространение в качестве газовых карбюризаторов получили предельные углеводороды СН2n+2 )—метан, этан, пропан, бутан и др., а из них — метан в виде естественного газа (92 – 96 % CH4). Кроме естественного газа, применение получила цементация бензолом, который в виде капель подают в цементационную реторту, где образуется газ, состоящий главным образом из метана, окиси углерода и свободного водорода. Как видно из приведенных выше реакций (2), (3), в результате распада углеводородных соединений образуется свободный углерод. Если поверхность стали не поглощает весь выделяющийся углерод (абсорбция отстает от диссоциации), то свободный углерод, кристаллизуясь из газовой фазы, откладывается в виде плотной пленки сажи на детали, затрудняя процесс цементации. Поэтому для рационального ведения процесса газовой цементации нужно иметь газ определенного состава и регламентировать его расход. Практически цементацию проводят при 900 - 930˚ С, но имеется тенденция повысить температуру цементации до 950 - 970˚ С и выше. Повышение температуры цементации, как следует из общих представлений о процессе диффузии, резко увеличивает глубину. Содержание углерода в поверхностном слое определяется при данной температуре пределом растворимости углерода в аустените (т. е. с линией SE диаграммы железо—углерод). Следовательно, чем выше температура цементации, тем больше содержание углерода на поверхности (но оно не превосходит 2 %). Таким образом, на поверхности содержание углерода отвечает проекции точки, лежащей на линии SE диаграммы железо—углерод при данной температуре, и затем постепенно падает с удалением от поверхности в глубину изделия, доходя до исходного содержания углерода в цементуемой стали. Другими словами, при температуре цементации мы получим в диффузионном слое аустенит переменной концентрации от 1,2 – 1,3% С (при температуре процесса 900˚ С) до 0,1 – 0,15%. При охлаждении от температуры цементации до нормальной произойдет превращение в соответствии с содержанием углерода в данном слое. Структура цементированного слоя после медленного охлаждения от температуры цементации показана на рис. 259. Поверхностная зона, в которой углерода больше 0,8 – 0,9 %, имеет структуру перлит + цементит; это так называемая заэвтектоидная зона; затем следует зона с содержанием углерода около 0,8 % — это эвтектоидная зона и, наконец, доэвтектоидная зона, содержащая углерода менее 0,7 %, плавно переходящая в структуру сердцевины. Цементацию рекомендуется проводить так, чтобы содержание углерода в наружном слое не превышало 1,1 -1,2 %. Более высокое содержание углерода приводит к образованию значительных количеств вторичного цементита, сообщающего слою повышенную хрупкость. 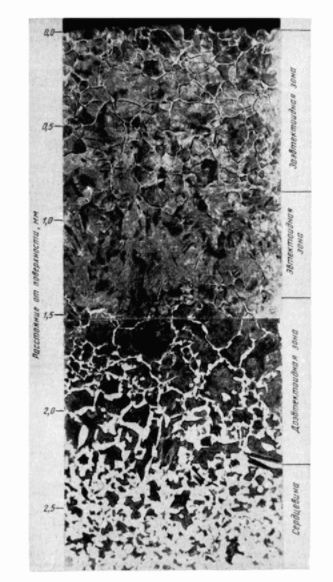 Задача цементации — получить высокую поверхностную твердость и износоустойчивость при вязкой сердцевине — не решается одной цементацией. Цементацией достигается лишь выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая закалка, при которой на поверхности получается высокоуглеродистый мартенсит, а в сердцевине сохраняется низкая твердость и высокая вязкость. Типичные режимы термической обработки показаны на рис. 261. 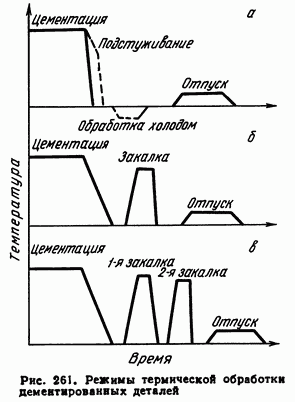 Обычно закалку производят с цементационного нагрева, иногда после некоторого подстуживания и обработки холодом (рис. 261, а) Хотя этот режим самый экономичный в смысле продолжительности процесса и расхода топлива, он сохраняет крупнозернистость поверхностного слоя и сердцевину, зерно аустенита выросло в процессе длительного нагрева при цементации. Поэтому, когда к цементованным изделиям предъявляют повышенные требования в отношении механических свойств после цементации, охлаждение производят медленное и затем дается закалка с повторного нагрева (рис. 261, б) или даже двойная закалка (первая выше Ас3 для сердцевины, вторая выше Ас1 для поверхности (рис. 261, в)). Многочисленные нагревы вызывают изменение размеров, поэтому, если термическая обработка дается по режимам на рис. 261, б или на рис. 261, в, цементированные изделия должны проходить шлифовку («под размер»), что обычно не делается в случае закалки с цементационного нагрева. Во всех случаях цементированные детали после закалки для снятия внутренних напряжений подвергают отпуску при низкой температуре (150 - 200˚ С). В результате такой обработки (закалка + низкий отпуск) поверхность должна иметь твердость 58 – 62 HRC, а сердцевина - 25 - 35 HRC для легированных и менее 20 HRC для углеродистых сталей. В сердцевине цементированной детали из легированной глубоко-прокаливающейся стали образуется мартенсит (рис. 263). Ввиду низкого содержания углерода в таком мартенсите он не обладает хрупкостью. 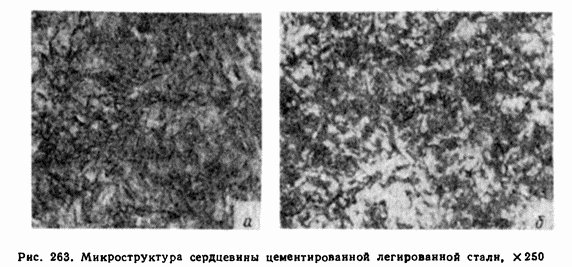 3.2 Азотирование стали Азотированием называют процесс диффузионного насыщения поверхностного слоя стали азотом. Азотирование очень сильно повышает твердость поверхностного слоя, его износостойкость, предел выносливости и сопротивление коррозии в таких средах, как атмосфера, вода, пар и др. Твердость азотированного слоя заметно выше, чем твердость цементованного, и сохраняется при нагреве до высоких температур (450-500 °С), тогда как твердость цементованного слоя, имеющего мартенситную структуру, сохраняется только до 200-225 °С. Азотирование ведут в диссоциированном аммиаке NH8 На обрабатываемой поверхности происходит диссоциация NH3 с образованием ионов азота, которые адсорбируются поверхностью и диффундируют в глубь металла. Если процеcсе азотирования ведут при температуре ниже эвтектоидной температуры (рис. 150), то азот первоначально диффундирует в α-фазу (азотистый феррит), а после достижения предела растворимости образуются нитриды Fe4N (γ*-фаза) и Fe2-8N (ε-фазы). При температуре насыщения азотированный слой состоит из ε → γ* → α-фазы, а после охлаждения вследствие распада ε и α - фаз (рис. 150) из ε + γ* → γ* →α + γ* - фазы (рис. 151). Когда азотирование ведут при температуре выше 591 °С(рис. 150), образуется азотистый аустенит (γ - фаза), который при охлаждении распадается на смесь азотистого феррита (α - фаза) и нитрида Fe4N (γ* - фаза). Поэтому в диффузионном слое под слоем нитридов (ε и γ* - фаз) образуется слой γ - фазы, который при охлаждении испытывает эвтектоидное превращение (рис. 151, б). Переход от одной фазы к другой сопровождается резким перепадом концентрации азота (рис. 152). Твердость азотированного слоя на железе невелика ⁓ 300 – 350 HV. Поэтому азотированию подвергают среднеуглеродистые стали, легированные Cr, Mo, V, Al, которые приобретают высокую твердость и износостойкость при азотировании. В легированной стали на поверхности образуются легированные ε- и γ* - фазы: (Fe, M)2-3N и (Fe, M)4N. Такие элементы, как Cr и другие, растворенные в феррите (подслой), повышают растворимость азота в α - фазе и образуют специальные нитриды MN и M2N (см. рис. 151, в). 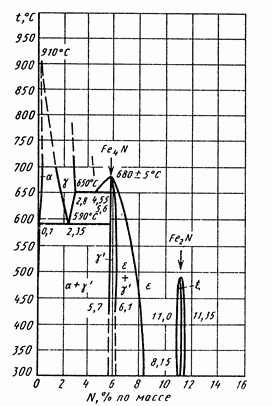 При низких температурах азотирования в α-твердом растворе первоначально образуются сегрегации типа зон Гинье—Престона. При более высоких температурах возникают дисперсные нитриды легирующих элементов (Cr, Mo, V) . Зоны Гинье—Престона и обособленные выделения нитридов препятствуют движению дислокаций и тем самым повышают твердость азотированного слоя. Наиболее сильно повышают твердость Cr, Mo, V. Толщину cлоя легирующие элементы уменьшают. Если главными требованиями, предъявляемыми к азотированному слою, являются высокие твердость на поверхности и износостойкость, то применяют сталь 38X2МЮА, содержащую 0,35 – 0,42% C, 1,35 – 1,65 % Cr, 0,7 – 1,10 % Al, 0,15 – 0,25 % Mo остальное Fe Одновременное присутствие алюминия, хрома и молибдена позволяет повысить твердость азотированного слоя на поверхности до 1200 HV. Молибден, кроме того, устраняет отпускную хрупкость, которая может возникнуть при медленном охлаждении от температуры азотирования. 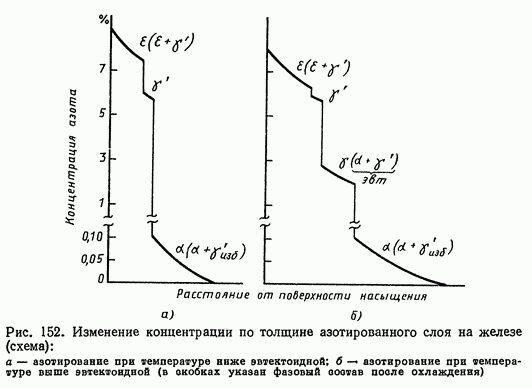 Однако алюминий придает азотированному слою повышенную хрупкость. Поэтому все шире применяют стали, легированные Cr (1 – 3 %), Mo (0,2 – 0,4 %), V (до 1,0 – 1,2 %). Эти стали имеют пониженную твердость на поверхности 700 – 950 HV, но при прочих равных условиях большую эффективную толщину азотированного слоя (до 400 – 500 HV), что позволяет сократить длительность процесса. Для повышения коррозионной стойкости можно азотировать и углеродистые стали. Износостойкость азотированной стали выше, чем износостойкость цементованной и закаленной. В азотированном слое возникают остаточные напряжения сжатия, величина которых на поверхности составляет 600-800 МПа. Это повышает предел выносливости и переносит очаг усталостного разрушения под азотированный слой. Предел выносливости гладких образцов возражает на 30 – 40 %, а при наличии концентраторов напряжений (острых надрезов) — более чем на 100 %. 3.3 Цианирование стали Цианированием называют процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при температуре 820 – 950 ˚ С в расплавленных солях, содержащих группу NaCN. Среднетемпературное цианирование. В этом процессе изделие нагревают до 820-860 °С в расплавленных солях, содержащих NaCN. Для получения слоя небольшой толщины (0,15-0,35 мм) процесс ведут при температуре 820 – 860 ˚ С в ваннах (20 – 25% NaCN, 25 – 50% NaCl, 25 – 50% Na2CO3). Продолжительность процесса обусловлена требуемой толщиной слоя и составляет 30—90 мин. Цианистый натрий в процессе цианирования окисляется кислородом воздуха, и происходят следующие реакции:  Выделяющийся атомарный углерод и азот диффундируют в сталь. Цианированный слой, полученный при температуре 820— 860 °С, содержит 0,7 % С и 0,8 – 1,2% N. Цианирование при указанных сравнительно невысоких температурах позволяет выполнять закалку непосредственно из цианистой ванны. После закалки следует низкотемпературный отпуск (180 – 200 ˚ C). Твердость цианированного слоя после термической обработки HRC 58 – 62. Цианированный слой по сравнению с цементованным обладает более высокой износостойкостью и эффективно повышает предел выносливости. Этот вид цианирования применяют для упрочнения мелких деталей. Высокотемпературное цианирование. Для получения слоя большей толщины 0,5 – 2,0 мм) применяют высокотемпературное или глубокое цианирование при 930-950 °С в ванне, содержащей 8% NaCN, 82% BaCl2 и 10% NaCl (состав ванны до расплавления). Зеркало ванны покрывают слоем графита во избежание больших потерь теплоты и угара цианистых солей. Время выдержки изделий в ванне для получения слоев указанной толщины составляет 1,5 – 6 ч. При цианировании в ванне протекают следующие реакции:  Выделяющийся атомарный углерод и азот диффундируют в железо. При указанных высоких температурах сталь с поверхности в большей степени насыщается углеродом (до 0,8 – 1,2 %) и в меньшей — азотом (0,2 – 0,3%). Строение цианированного слоя аналогично цементованному. После высокотемпературного цианирования детали охлаждают на воздухе, а затем для измельчения зерна закаливают с нагревом в соляной ванне или печи и подвергают низкотемпературному отпуску. Процесс цианирования по сравнению с процессом цементации требует меньшего времени для получения слоя заданной толщины, характеризуется значительно меньшими деформациями и короблением деталей сложной формы и более высоким сопротивлением износу и коррозии. Недостатком цианирования является высокая стоимость, ядовитость цианистых солей и необходимость в связи с этим принятия специальных мер по охране труда. 3.4 Диффузионная металлизация Диффузионная металлизация — процесс диффузионного насыщения поверхностных слоев стали различными металлами. При насыщении хромом этот процесс называется хромированием, алюминием — алитированием, кремнием - силицированием и т. д. Комбинированные процессы, заключающиеся в одновременном насыщении хромом и алюминием, или хромом и вольфрамом, называют хромоалитированием, хромовольфрамированием и т. д. Наиболее обстоятельно изучены процессы диффузионного насыщения хромом и алюминием, а также и бором. Процессы насыщения молибденом, бериллием и другими элементами исследованы в значительно меньшей степени. Как и при других видах химико-термической обработки, диффузионную металлизацию можно проводить в твердых, жидких и газообразных средах. При твердой диффузионной металлизации металлизатором является ферросплав с добавлением хлористого аммония (NH4Cl). В результате реакции металлизатора с HCl или Cl2 образуется летучее соединение хлора с металлом (AlCl3, CrCl2, SiCl4), которое в результате контакта с металлической поверхностью диссоциирует с образованием свободных атомов. Жидкую диффузионную металлизацию проводят погружением детали в расплавленный металл (например, алюминий). Газовую диффузионную металлизацию проводят в газовых средах, являющихся хлоридами различных металлов. Диффузия хрома, алюминия и других металлов протекает значительно медленнее, чем углерода и азота, потому что азот и углерод образуют с железом растворы внедрения, а металлы — растворы замещения. При одинаковых температурах и временных условиях это приводит к тому, что диффузионные слои при металлизации получаются в десятки и сотни раз более тонкими, чем при цементации. Такая малая скорость диффузии препятствует широкому распространению процессов диффузионной металлизации в промышленности, так как процесс является дорогостоящим и его проводят при высоких температурах (1000-1200 °С) длительное время. Только особые свойства слоя и возможность экономии легирующих элементов при использовании процессов диффузионной металлизации обусловили некоторое их применение в промышленности. Одним из основных свойств диффузионно-металлизированной поверхности (хромированной, алитированной или силицированной) является высокая жаростойкость. Поэтому жаростойкие детали для рабочих температур до 1000-1100 °С изготавливают из простых углеродистых сталей с последующим алитированием, хромированием или силицированием.
Термомеханическая обработка (ТМО) заключается в сочетании пластической деформации стали в аустенитном состоянии с закалкой. Формирование структуры закаленной стали при ТМО происходит в условиях повышенной плотности и оптимального распределения дислокаций, обусловленных условиями горячей (тепловой) деформации. Различают два основных способа термомеханической обработки. По первому способу, называемому высокотемпературной термомеханической обработкой (ВТМО), сталь деформируют при температуре выше Ас3 (рис. 140, а), при которой сталь имеет аустенитную структуру. Степень деформации составляет 20-30 % (при большей деформации развивается рекристаллизация, снижающая механические свойства). После деформации следует немедленная закалка во избежание развития рекристаллизации. 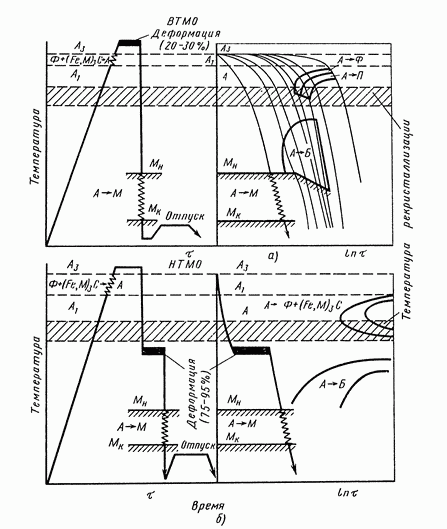  По второму способу (получившему гораздо меньшее распространение), называемому низкотемпературной термомеханической обработкой (НТМО), сталь деформируют в температурной зоне существования переохлажденного аустенита в области его относительной устойчивости (400-600 °С); температура деформации должна быть выше точки Мн, но ниже температуры рекристаллизации (рис. 140, б). Степень деформации обычно составляет 75-95 %. Закалку осуществляют сразу после деформации. После закалки в обоих случаях следует низкотемпературный отпуск (100-300 °С). Такая комбинированная ТМО позволяет получить очень высокую прочность (σв = 2200 – 3000 МПа), при хорошей пластичности и вязкости (δ = 6 – 8 %, φ = 50 – 60%). После обычной закалки и низкого отпуска σв = 2000 – 2200 МПа, δ = 3 – 4 %. Очень важно, что одновременно с повышением прочности после ТМО возрастают пластичность и сопротивление разрушению. Чаще применяют ВТМО, которая обеспечивает наряду с высокой прочностью высокое значение К1с (см. рис. 166), работу распространения трещины КСТ, сопротивление усталости, сниженную критическую температуру хрупкости t50 чувствительность к концентраторам напряжений и необратимой отпускной хрупкости. Высокая конструктивная прочность после ВТМО объясняется наследственной передачей развитой дислокационной структуры горячедеформированиого аустенита, образующегося при последующей закалке мартенситу и образованием фрагментированной субструктуры 6 дислокационными границами. ВТМО осуществляется в цехах прокатного производства на металлургических заводах. Например, ВТМО применяют при упрочнении прутков для нефтенасосных штанг, рессорных полос, труб и пружин. 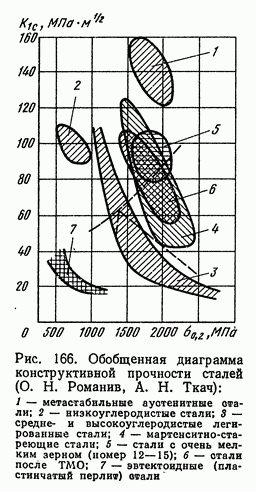
|