Тесты для сварщиков с ответами. Тесты для сварщиков с ответами Правильный вариант ответа отмечен знаком
 Скачать 107.43 Kb. Скачать 107.43 Kb.
|

|
Тесты для сварщиков с ответами Экзаменационные тесты для сварщиков с ответами Правильный вариант ответа отмечен знаком + 1. Чем определяются свойства сварного соединения? + Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния - Техническими характеристиками использованных электродов - Свойствами металла линии сплавления и зоны термического влияния 2. С какой целью выполняют разрезку кромок? - Для экономии металла - Для более удобного проведения сварочных работ + Для обеспечения провара на всю глубину 3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок. + 65-75 градусов - 15-20 градусов - 30-45 градусов 4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение. - Тип электрода и допустимое количество часов использования + Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм2 - Марку электрода и серийный номер, присвоенный заводом-производителем 5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами? - Переменной + Крутопадающей или жесткой (в комбинации с балластными реостатами) - Восходяще-контролируемой 6. В каком порядке проводится аттестация сварщиков? - По решению аттестационной комиссии - Сначала теоретическая часть экзамена, а затем практическая + Сначала практическая часть экзамена, затем теоретическая 7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода. + Тонкое покрытие - М, среднее покрытие - С, толстое покрытие - Д, особо толстое покрытие - Г - Без покрытия - ТО, среднее покрытие - СР, толстое покрытие - ТЛ, особо толстое покрытие - ОТЛ - Без покрытия - БП, тонкое покрытие - Т, среднее покрытие - С, толстое покрытие - ТТ, особо толстое покрытие – ТТТ 8. На каком из чертежей изображен видимый сварной шов? 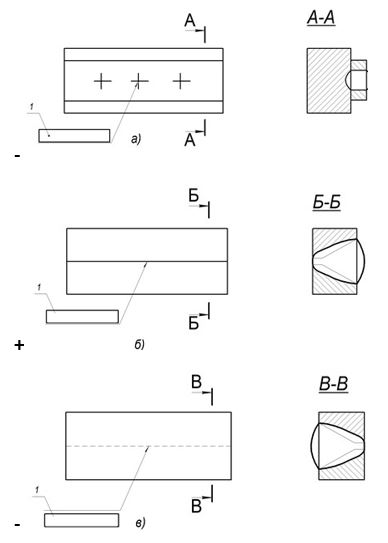 9. При выполнении ручной дуговой сварки непровары возникают из-за: + Высокой скорости выполнения работ, недостаточной силы сварочного тока - Малой скорости выполнения работ, чрезмерно большой силы сварочного тока - Неправильного подбора электродов, чрезмерно большой силы сварочного тока 10. Дайте определение понятию «электрошлаковая сварка». - Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке + Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака - Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды 11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва: - Качество оплавления металла + Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления - Внутренние напряжения металла 12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет: - 25 м - 20 м + 15 м 13. Конструктивными характеристиками разделки кромок являются: + Притупление, угол скоса кромки - Температура плавления металла, глубина проварки - Угловатость, угол скоса кромки 14. Остаточные сварочные деформации – это: - Деформации, которые связаны с дефектами электродов + Деформации, которые остаются после завершения сварки и полного остывания изделия - Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение 15. Какой дефект сварного шва изображен на рисунке?  - Несплавление + Непровар - Неправильная разделка кромок 16. Прожоги образуются по причине: + Несоответствия силы сварочного тока и толщины свариваемых элементов - Неправильно подобранных электродов - Неправильно подобранного размера сварочной ванны 17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке. - V-образная разделка кромок + Выбор правильной формы разделки кромок, снижение погонной энергии - Проведение термической обработки металла до сварки 18. Контроль качества сварных соединений проверяют по: + Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния - Внешнему виду катета сварного шва - Цвету сварного шва 19. Внешний вид излома сварного соединения позволяет определить: - Прочность, устойчивость против коррозии, деформационную стойкость + Строение и структуру металла, что является ценной информацией для оценки его пластических свойств - Наличие вредных примесей в металле 20. Перечислите типы сварных соединений. + Стыковые, тавровые, угловые, внахлест - Плоские, угловые, стыковые, объемные - С нахлестом, без нахлеста 21. Опишите принцип заземления сварочного оборудования. - К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля» - Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально + Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля» 22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в: - Увеличении этих деформаций + Уменьшении этих деформаций - Влияние отсутствует 23. Магнитное дутье дуги – это: - Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла + Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке - Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги 24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)? + До отпуска - После отпуска - По мере обнаружения дефектов 25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей. - Легированному - Высоколегированному + Низкоуглеродистому 26. Методы контроля степени воздействия на материал сварного соединения бывают: + Разрушающими и неразрушающими - Радиографическими и ультразвуковыми - Статическими и динамическими 27. Укажите цель проведения сопутствующего и предварительного подогрева. - Повышение содержания углерода в металле + Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин - Повышение скорости охлаждения металла в зоне сварки 28. Наплыв в металле шва – это: - Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия + Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним - Отклонение линейных размеров шва от эталонных (назначенных в чертежах) 29. Цифры возле букв на чертеже сварного шва обозначают: + Порядковый номер шва в соответствии с ГОСТ - Предпочтительную толщину электрода для проведения работ - Длину катета шва 30. Требования, которые предъявляются к качеству исправленного участка шва: - Определяются приемочной группой индивидуально + Аналогичны тем, которые предъявляются к качеству основного шва - Зафиксированы в нормативных документах и зависят от вида шва |