реферат практика 1. Типы раскроя листового проката, область их применения
 Скачать 456.82 Kb. Скачать 456.82 Kb.
|

|
Введение Цель работы - ознакомиться с раскроем листового проката, его типами, видами, их положительными и отрицательными сторонами. Раскрой — это отыскание наиболее эффективного размещения заготовок (или плоских деталей) в листе (полосе, ленте), относительно друг друга и кромок листового проката. В технической литературе встречается и другая, традиционная трактовка термина раскрой, а именно - размещение заготовок с последующей разрезкой (раскроем) листового и сортового проката на полосы и ленты и отдельные заготовки. Недостаток этой трактовки заключается в том, что она не соответствует терминологии, регламентированной ГОСТ 18970-84. Согласно ГОСТ 18970-84 мерой эффективности раскроя служит коэффициент использования металла – К, представляющий собой отношение массы детали к норме расхода металла на ее изготовление, и коэффициент раскроя, равный отношению массы деталей, полученных из одной заготовки (листа, прутка), к массе исходной заготовки. Если считать, что толщина деталей, штампуемых из листового проката, неизменна во всех точках и равна толщине исходной заготовки (листа), то коэффициент использования металла можно рассматривать как отношение площади всех деталей (или заготовок), штампуемых из листа, к площади листа, из которого они получаются вырубкой. Если коэффициент раскроя зависит от формы внешнего контура деталей и их взаимного расположения, то коэффициент использования металла кроме указанных факторов, зависит еще и от наличия в детали отверстий Коэффициент использования металла главный показатель, определяющий как эффективность использования металла, так и технологичность конструкции штампуемой детали. Чем он выше, тем выше эффективность раскроя и тем технологичнее штампуемая деталь. ТИПЫ РАСКРОЯ ЛИСТОВОГО ПРОКАТА, ОБЛАСТЬ ИХ ПРИМЕНЕНИЯ Существует три типа раскроя листового проката: с отходами, малоотходный и безотходный. При раскрое с отходами деталь (или заготовка) получают вырубкой по замкнутому контуру между деталями, а также между деталями и кромкой полосы или листа оставляют перемычки (рис. 1, а). Раскрой с перемычками по всему контуру применяют при штамповке деталей, имеющих по преимуществу криволинейные очертания и повышенную точность размеров. Различают два вида перемычек: между краями соседних деталей и между краями детали и кромкой листа или полосы (рис. 1, а), последние называют боковыми перемычками, они в 1,15-1,3 раза больше, чем перемычки между деталями. Это объясняется возможными отклонениями размера полосы по ширине (в пределах допуска) И возможной непрямолинейностью ее боковых кромок. Ширина перемычек влияет на точность размеров вырубаемых деталей и стойкость пуансонов и матриц. Чем шире перемычка, тем больше отходов. Перемычки должны быть достаточно жесткими. При малой жесткости они теряют устойчивость и могут быть втянуты в зазор между пуансоном и матрицей, что приводит к снижению стойкости инструмента и даже к его разрушению. Кроме того, недостаточная жесткость перемычек снижает точность шага штамповки из-за упругого изгиба при применении автоматической крючковой подачи или при ручной подаче с упором в перемычку. Ширина перемычки зависит от толщины штампуемого материала и его механических свойств, длины прямолинейных участков штампуемой детали (чем она больше, тем больше упругие деформации перемычки), конструкции штампа (особенно его упоров), конструкции автоматической подачи полосы в штамп и других факторов. Ее определяют по специальным таблицам, составленным на основании обобщения опыта передовых предприятий. В зависимости от перечисленных факторов ширина перемычек изменяется от 1,0 до 3,2 мм при толщине металла менее 4 мм и от 2,5 до 6,5 мм - при толщине металла 4-10 мм. Малоотходный раскрой характеризуется отсутствием боковых перемычек, при этом ширина полосы должна быть равна ширине штампуемой детали. Малоотходный раскрой применяют, например, при раскрое звеньев цепей пластинчатых конвейеров, при штамповке их из полосы (рис. 1, б), коэффициент использования при малоотходном раскрое выше, чем при штамповке с отходами. Безотходный раскрой применяют при штамповке деталей, контур которых сопрягается друг с другом. При безотходном раскрое перемычки отсутствуют, следовательно, К. близок к единице. Примером безотходного раскроя различных по форме деталей может служить раскрой заготовок оконных или дверных петель (рис. 1, в). При малоотходном и безотходном раскроях происходит отрезка по незамкнутому контуру в отличие от вырубки по замкнутому контуру при раскрое с отходами. Указанная особенность приводит к снижению стойкости инструмента в связи с тем, что возникающие при отрезке изгибающие моменты и распорные усилия взаимно не уравновешиваются. В результате этого пуансон штампа может упруго деформироваться, что связано с изменением зазора между пуансоном и матрицей. Увеличение зазора по сравнению с оптимальным приводит к образованию торцевого заусенца, а уменьшение зазора - к росту удельных усилий на рабочих кромках пуансона и матрицы, в связи с чем их притупление и изнашивание происходит более интенсивно. 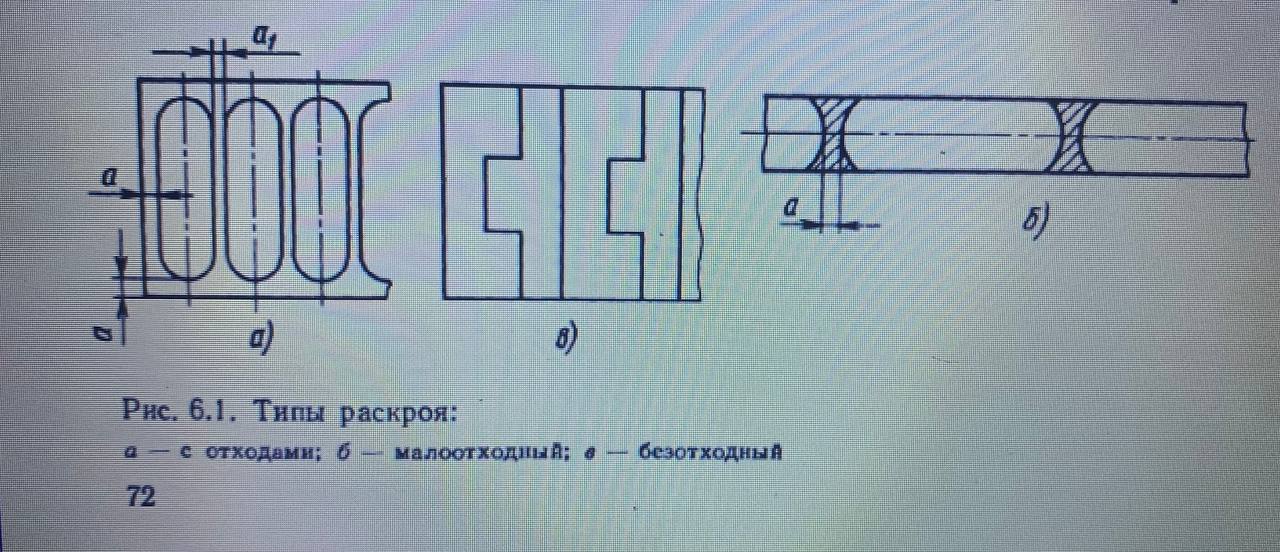 Различают шесть основных видов раскроя деталей (или заготовок) в полосе, область применения которых определяется формой и размерами штампуемых деталей: при штамповке деталей простой геометрической формы - прямоугольной, овальной - применяют прямой раскрой (рис. 2, а); при штамповке деталей Г-образной формы или другой схожей формы - наклонный раскрой (рис. 2, б); при штамповке деталей Т- и Ш-образной формы - встречный раскрой (рис. 2, в); при штамповке деталей разной формы, но одинаковой толщины из одного и того же материала - комбинированный раскрой (мелкие детали располагаются в промежутках между деталями больших размеров или в угловых участках полосы (листа), когда крупные детали имеют круглую или овальную форму), (рис. 2, г.). При штамповке деталей небольших размеров в крупно серийном и массовом производстве применяют многорядный раскрой (рис. 2, д); при штамповке мелких и весьма узких деталей (например, стрелок часов) из мерной полосы или ленты - раскрой с вырезкой перемычек (это единственный вид раскроя, когда преднамеренно увеличивается отход металла в целях увеличения площади поперечного сечения пуансона для пробивки окон) (рис. 2, е.) 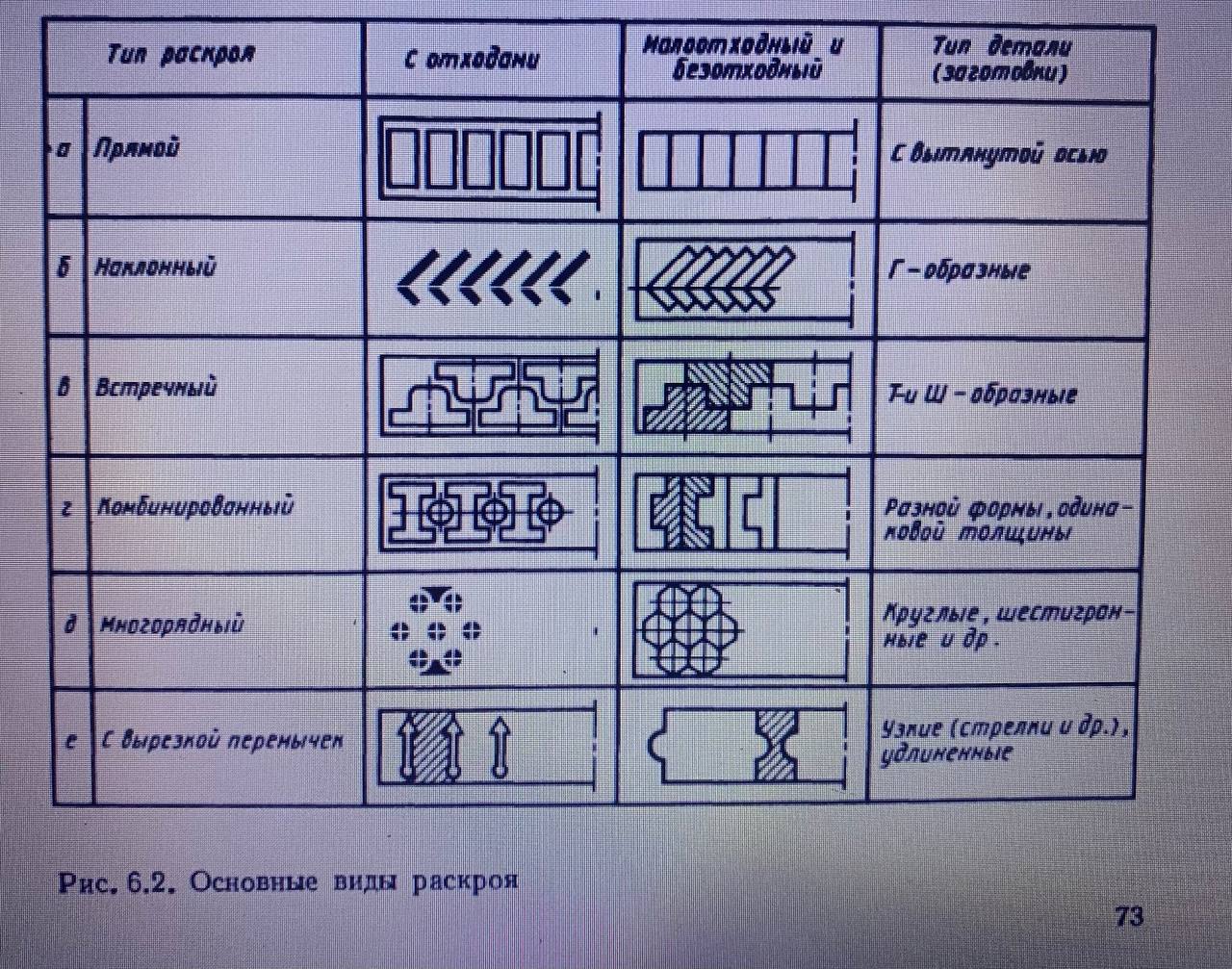 ОПТИМИЗАЦИЯ РАСКРОЯ С ПОМОЩЬЮ ЭВМ С развитием вычислительной техники стала возможна оптимизация раскроя с помощью ЭВМ, что позволяет за короткий промежуток времени рассмотреть множество вариантов раскроя и выбрать наиболее эффективный из них. Как пример применения ЭВМ для установления наиболее эффективного раскроя на базе уже рассмотренного алгоритма может служить расчет по определению наибольшего К- металла. в зависимости от вида раскроя (параллельный, шахматный), числа рядов изделий в полосе, способа раскроя полосы в листе (вдоль и поперек листа) и размеров листа. Расчеты по определению К - металла для круглых деталей диаметром 70 мм в полосе с числом рядов от 2 до 4, при продольном и поперечном раскрое полос в листах пяти стандартных размеров показали, что К существенно зависит от перечисленных параметров. Наибольший K. = 0,779 получен при трехрядном шахматном раскрое полосы с продольным ее расположением в листе размером 1000 x 2000 мм; наименьший K. = 0,40 получен при четырехрядном параллельном раскрое полосы с продольным ее расположением в листе размером 500 × 100 мм. Раскрой круглых заготовок большого диаметра (более 200-250 мм) связан с неизбежными угловыми отходами металла, которые увеличиваются с увеличением диаметра круга. В таких случаях, обычно, применяют однорядный раскрой в предварительно нарезанных полосах поперек листа. Заключение В процессе своего исследования я изучил и постарался наиболее доступно изложить теоретические основы процессов раскроя листового проката, виды и типы раскроя, от чего зависит их выбор, рассказать о их недостатках и достоинствах, а также об оптимизации раскроя при помощи ЭВМ. Список используемой литературы и других источников 1. Бабаев, Ф. В. Оптимальный раскрой материалов с помощью ЭВМ / Ф.В. Бабаев. - М.: Машиностроение, 1982. - 169 с. 2. Аверкиев, Ю.А. Технология холодной штамповки / Ю. А. Аверкиев, А. Ю. Аверкиев. - М.: Машиностроение, 1989. - 304 с. 3. Канторович, Л. В. Рациональный раскрой промышленных материалов / Л. В. Канторович, В. А. Залгаллер - Новосибирск: Наука, 1971. - 301 с. |