В современном машиностроении сварочное производство, т е. совокупность процессов, образующая самостоятельную законченную технологию изготовления сварной продукции, является одним из ведущих областей техники
 Скачать 3.03 Mb. Скачать 3.03 Mb.
|

|
Введение В современном машиностроении сварочное производство, т.е. совокупность процессов, образующая самостоятельную законченную технологию изготовления сварной продукции, является одним из ведущих областей техники. Во всех отраслях машиностроения широко применяют высокопроизводительные и экономически эффективные технологические процессы сварки, наплавки, пайки, термической резки и металлизации, позволяющие успешно обрабатывать почти все конструкционные материалы толщиной от десятков микрометров до нескольких метров. При проектировании новых или реконструкции действующих сварочных производств достигнутый высокий уровень развития сварочной техники служит прочной базой для значительного дальнейшего увеличения производительности труда, экономики материалов и энергии в народном хозяйстве, повышения качества и снижения себестоимости сварной продукции. Экономическая эффективность производства существенно зависит от объема выпускаемой однотипной продукции, поскольку высокий уровень концентрации производства позволяет с большей отдачей использовать производственные площади и технологическое оборудование. Наиболее эффективна экстенсивная форма концентрации сварочного производства, когда размеры производства сварных конструкций наращиваются не за счет увеличения числа единиц оборудования и расширения производственных площадей, а благодаря повышению мощности заготовительных, металлообрабатывающих и сборочно-сварочных машин и агрегатов. В настоящее время на многих предприятиях, заводах созданы специализированные сборочно-сварочные цеха, пролеты, участки, удовлетворяющие в основном нужды собственного производства в сварных конструкциях. Каждое производственное подразделение организуют в составе завода для изготовления заданной продукции, являющейся результатом целеустремленного процесса труда. Технология изготовления металлоконструкций и организация производства в сборочно-сварочных цехах разрабатываются на основе анализа и обобщения опыта зарубежного и отечественного сварочного производства. Так, при постройке новых или реконструкции старых сборочно-сварочных цехов, многие зарубежные конструктора осуществляют их планировку и оборудование по направлениям, способствующим последовательному расположению рабочих мест по ходу изготовления узлов, секций и блоков секций, прямоточному и непрерывному движению их от мест хранения или изготовления к местам дальнейшей обработки, сборки или монтажа, максимальной механизации производственных операций, созданию специализированных поточных линий, изготовлению деталей, сборке узлов и секций в системе жестких допусков, максимальной механизации и автоматизации внутризаводского и цехового транспорта, внедрению способов односторонней сварки и рационализации технологии сварки. Предприятия по производству сварных конструкций включают в себя следующие отдельные цеха или участки: склад металла; заготовительное производство; промежуточный склад заготовок (склад комплектации); отделение сборки и сварки узлов конструкции; отделение общей сборки и сварки конструкций; склад готовой продукции. В зависимости от конкретных условий производства эти участки могут быть либо самостоятельными подразделениями, либо объединены в состав нескольких или даже одного цеха. Старые заводы строились отдельными разрозненными цехами, иногда далеко расположенными друг от друга. Более новые заводы построены по принципу блока цехов, объединенных под одной крышей и расположенных в последовательности, соответствующей основному направлению грузопотоков от склада металла к складу готовой продукции. 1. Назначение, конструктивные особенности и условия работы 1.1 Назначение, область применения и условия работы конструкции 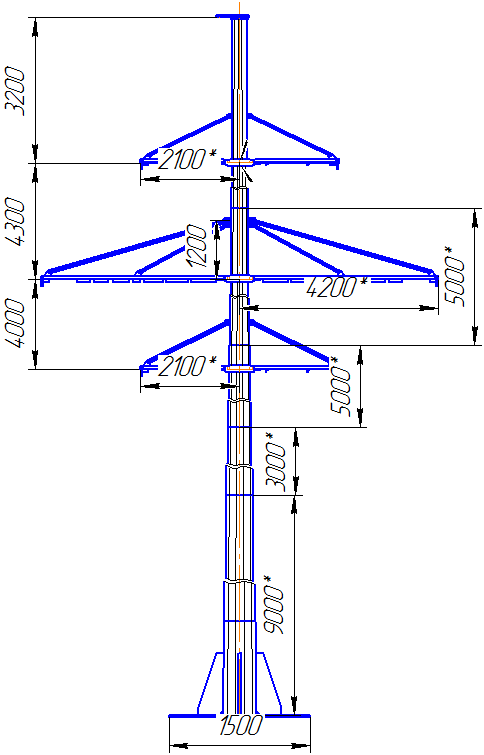 Рисунок 1-Силовая высоковольтная опора СВО110 Металлические стойки предназначены для эксплуатации в населенной и ненаселенной местности в 2 — 4 ветровых районов и во 2 особом районах по гололеду при расчетной температуре наиболее холодной пятидневки минус 65 оС и выше. Стойка опоры линии электропередачи выполняется из двух листовых гнутых профилей, имеющая по высоте переменное поперечное сечение, при этом профили соединены между собой, а поперечное сечение имеет форму многоугольника, отличающаяся тем, что поперечное сечение стойки опоры линии электропередачи имеет форму вытянутого шестиугольника, образованного из двух половин правильного шестиугольника, разделенного по середине его противоположных сторон, которые соединены между собой планками или раскосами, при этом расстояние в свету между половинами правильного шестиугольника выбирается из условия, что отношение моментов сопротивления сечения составного стержня стойки по осям декартовых координат, лежат в пределах 1,2…..2,0. .2 Требования, предъявляемые к конструкции и сварным соединениям При изготовлении высоковольтной опоры используется ручная и механизированная сварка в среде защитных газов. Сварка выполняется с применением проволоки марки Св08Г2С ГОСТ 2246-80. По всей длине шва нужно обеспечить равномерное проплавление, не должно быть: разрывов швов или соединительного материала, пробела в швах, перегревов, газовой раковины, а лицевую поверхность необходимо очистить от окалины, ржавчины и других загрязнений. Швы по толщине металла свыше 6 мм должны быть получены наложением слоев с целью уменьшения сварочных напряжений. Для каждого отправляемого подузла или конструкции прикладывается сертификат качества, который содержит: · наименование изготовителя; · обозначение подузла; · номер и дату заказа; · номер и дату выдачи сертификата; · подпись заведующего контролем качества. Для изготовления конструкций применяется листовой прокат марки ст3 ГОСТ 16523. 1.3 Конструктивное оформление, основные размеры, элементы конструкции высоковольтной опоры СВО 110 Высоковольтная опора СВО 110 включает в себя перечень деталей (17шт.) с различными конфигурациями. Большая часть из них это детали, сделанные из листов металла с толщинами от 6 до 20 мм. Также в данной конструкции имеются профильные элементы (уголок), гнутый профиль. Все эти элементы при сборке и сварке дают неповоротные стыки, но применение деталей другого сечения или замена их более простыми не целесообразна. Таблица 1.1 Раздеталировка высоковольтной опоры Позиция Наименование Конфигурация Габариты, мм. Материал Кол-во в изд., шт. 1 Секция  6х350(300)х6000Ст32 6х350(300)х6000Ст322 Секция 6х425(350)х5000 Ст3 2 3 Секция 6х500(425)х5000 Ст3 2 4 Секция 6х560(500)х3000 Ст3 2 5 Секция 6х670(560)х6000Ст32 6 Уголок  6х50х1950 Ст3 12 6х50х1950 Ст3 12 7 Уголок 6х50х4000 Ст3 4 8 Уголок 6х80х1800 Ст3 8 9 Уголок 6х80х39006х50х1000 Ст3 10 10 Косынка 11 Косынка 12 Косынка  20×700×7006 отв. Ø381 отв. Ø400Ст3 1 20×700×7006 отв. Ø381 отв. Ø400Ст3 1 13 Кронштейн 6х50х700 Ст3 1 14 Заглушка  20х260Ст31 20х260Ст31 15 Ребро Нестандартныйшов 16 Хомут  26х200 Ст3 6 26х200 Ст3 6 17 Ребро 18 Основание  20×1500×150016 отв. Ø22Ст31 20×1500×150016 отв. Ø22Ст311.4 Разработка технологической схемы изготовления конструкции Под технологичностью конструкции изделия понимается совокупность свойств конструкции изделия, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями однотипных конструкций изделий того же назначения при обеспечении установленных значений показателей качества и принятых условий изготовления, эксплуатации и ремонта. Разбивка на узлы дает возможность производить сварку на специализированных рабочих местах, оборудованных специальными приспособлениями. Места сварки доступны, сварка производится в удобном нижнем положении. Сварка — механизированная в среде защитного углекислого газа. Узел №1. Опора нижняя. Данный узел состоит из 3-х подузлов (№1.1; 1.2; 1.3), которые в свою очередь состоят из деталей позиций 7, 8, 9, 10, 11, 12, 13, 14, 15. Количество изделий в конструкции 1. Рисунок 2 — Опора нижняя Подузел №1.1Полустойка. Данный подузел состоит из деталей позиций 1,2. Количество изделий в конструкции 1. Рисунок 3 — Полустойка Подузел №1.2Полустойка. Данный подузел состоит из деталей позиций 3,4. Количество изделий в конструкции 1.  Рисунок 4 — Полустойка Подузел №1.3 Стойка нижней опоры. Данный подузел состоит из подузлов №1.1 и 1.2. Количество изделий в конструкции 1. 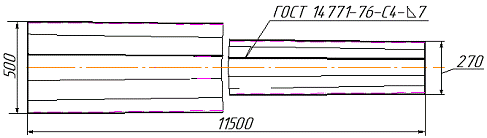 Рисунок 5 — Стойка нижней опоры Узел №2. Опора средняя. Данный узел состоит из 5 подузлов, которые в свою очередь состоят из деталей позиций 4,6,7,10,11,12,15,16. 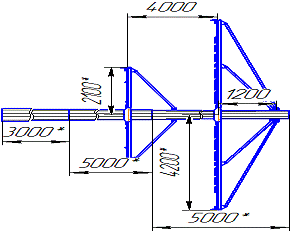 Рисунок 6 — Опора средняя Подузел №2.1Полустойка. Данный подузел состоит из деталей позиций 5,6. Количество изделий в конструкции 1. 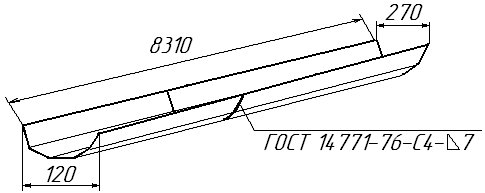 Рисунок 7 — Полустойка Подузел №2.2Полустойка. Данный подузел состоит из деталей позиций 7,8. Количество изделий в конструкции 1. Рисунок 8 — Полустойка Подузел №2.3Стойка средней опоры. Данный подузел состоит из подузлов №2.1 и 2.2. Количество изделий в конструкции 3. Рисунок 9 — Стойка средней опоры Подузел №2.4 Траверса. Данный подузел состоит из деталей позиций 8,9,16. Количество изделий в конструкции 4. 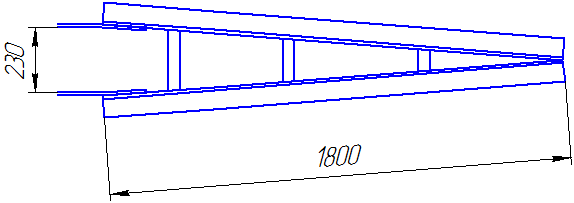 Рисунок 10 — Траверса Узел № 3. Опора верхняя. Данный узел состоит из подузлов №3.1 и 3.2 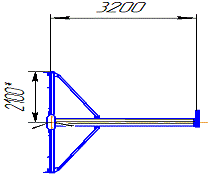 Рисунок 11 — Опора верхняя Подузел № 3.1Стойка верхней опоры. Количество изделий в конструкции 3. Рисунок 12 — Стойка верхней опоры Подузел №3.2 Траверса. Данный подузел состоит из деталей позиций 8,9,16. Количество изделий в конструкции 4. 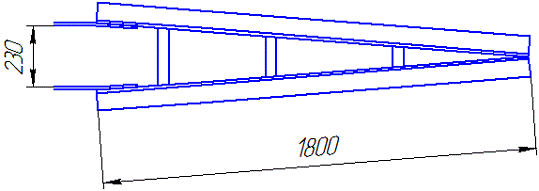 Рисунок 13 — Траверса 1.5 Материалы, применяемые при изготовлении высоковольтной опоры СВО 110 При изготовлении высоковольтных опор применяют углеродистые стали. Для самой стойки применяют сталь Ст3. СтЗ ГОСТ 380-94- это наиболее дешёвая сталь, которую производят в большом количестве. Обычно её применяют без упрочняющей термической обработки. Эта сталь относится к сталям углеродистым обыкновенного качества. Они в свою очередь различаются по группам: · А — по механическим свойствам; · Б — по химическому составу; · В — по механическим свойствам и химическому составу[1.2]. Ст-З относится к группе А. Стали группы А применяют в горячекатаном состоянии для конструкций, изготовление которых связано с горячей деформацией и термической обработкой. Поэтому структура и механические свойства сохраняются такими, как по стандарту. Полуспокойные стали с номерами марок 1-5 выпускают как с нормальным, так и с повышенным примерно до 1% содержанием марганца. В последнем случае после номера марки ставят букву Г. Характеристика, химический состав, механические и технологические свойства стали Ст3 приведены ниже в таблицах 1, 2, 3[1]. Таблица 1.2 Характеристика стали ВСт3сп
Таблица 1.3 Химический состав в % стали ВСт3сп C Si Mn Ni S P Cr N 0.14-0.22 0.15 -0.3 0.4-0.65 до 0.3 до 0.05 до 0.04 до 0.3 до 0.008 Cu до 0.3 As до 0.08 Таблица 1.4 Механические свойства при Т=20oС стали ВСт3сп Сортамент Размер Напр. KCU Термообр. — мм — кДж /м2 — Сталь горячекатан. 20-40 380-490 195-235 25 20 Свариваемость стали обеспечивается технологией ее изготовления и химическим составом. Проверка стали на свариваемость производится по эквиваленту углерода (СЭ) по формуле: СЭ = С + Mn/6 + (Cu + Ni)/15 + (Cr + Mo + V)/5 ≤ 0.45% ; где С, Mn, Cu, Ni, Cr, Mo, V, процентное содержание химических элементов в стали, %. Для ВСт3сп: СЭ = 0,22 + 0,65/6 + (0,30 + 0,30)/15 + (0,30 + 0 + 0)/5 = 0,37% СЭ ≤ 0,45% 0,37 < [СЭ] = 0,45% Следовательно, сталь сваривается хорошо и предварительный подогрев не требуется. Проверка стали на разрезаемость производится по эквиваленту углерода СЭ по формуле: СЭ’ = С + 0,16 ×Mn + 0.3(Si + Mo) + 0.4 ×Cr + 0.2 × V + 0,04 (Ni + Cu) %; СЭ’ = 0,22 + 0,16×0,65 + 0,3×0,30 + 0,4×0,30 + 0,2 + 0,04×0,60 = 0,558 ,558 < [СЭ’] = 0,6% Разрезаемость стали хорошая, технологических ограничений нет, подогрев не требуется. Флокеночувствительность — не чувствительна. Склонность к отпускной хрупкости — не склонна. 2. Описание существующего технологического процесса изготовления опоры СВО 110 2.1 Сборочно-сварочные операции Сборка-сварка нижней опоры (стойки). Согласно чертежу детали позиции 2 (секция) с габаритными размерами 6816(738)5900 и 6816(738)6000, 6894(816)5900 и 6894(816)6000 прихватываются полуавтоматической сваркой. При необходимости вставить распорки, установить последовательно 5 уголков позиции 1, прихватить и сварить полуавтоматической сваркой ПДГ-508М, в среде защитных газов, в качестве защитного газа используется газ СО2. Сваренные секции перевернуть и сварить полуавтоматической сваркой. Полученные полустойки укладываются на стол, прижимаются соответствующим образом, и производится продольная стыковка полустоек в стойку при помощи полуавтоматической сварки. К полученной стойке со стороны с большим диаметром приваривается деталь позиции 3 (основание) и детали позиции 5 (косынка) с размерами 16150300 в количестве 12-ти штук. К стороне с малым диаметром приваривают деталь позиции 4 (фланец) и детали позиции 5 (косынка) с размерами 12100150 в количестве 12-ти штук. На балки позиции 6 приварить деталь позиции 7 (кронштейн) и деталь позиции 1 (связь). Собранные балки, кронштейн и связь приварить к сваренной стойке полуавтоматической сваркой в количестве 4-х штук по всей длине. Собранная нижняя опора (стойка) передается на общую сборку. Швы зачищают от брызг металла с помощью шлифовальной машинки МШУ-2-30. Производится визуальный контроль шва. Затем переместить стойку нижнюю к месту покраски. Сборка-сварка верхней опоры (стойки). Согласно чертежу детали позиции 2 (секция) с размерами 6576(564)1030 и 6660(576)6000 и 6738(660)6000, 6576(564)1130 и 6660(576)6000 и 6738(660)5900 прихватываются полуавтоматической сваркой. Установить последовательно 10 уголков позиции 1, прихватить и сварить полуавтоматической сваркой. Полученные полустойки укладываются на стол, прижимаются соответствующим образом, и производится продольная стыковка полустоек в стойку при помощи полуавтоматической сварки. К полученной стойке со стороны с меньшим диаметром приваривается деталь позиции 14(заглушка) На готовую стойку по сторонам привариваются детали позиций 11(косынка), также балки позиции 6 приварить деталь позиции 7 (кронштейн) и деталь позиции 1 (связь). Собранные балки, кронштейн и связь приварить к сваренной стойке полуавтоматической сваркой в количестве 5-ти штук по всей длине. Собранная верхняя опора (стойка) передается на общую сборку. Швы зачищают от брызг металла с помощью шлифовальной машинки МШУ-2-30. Производится визуальный контроль шва. Затем переместить стойку верхнюю к месту покраски. Сборка-сварка секции траверсы. Согласно чертежу на деталь позиции 6(уголок)установить уголки позиций 11, прихватить и сварить полуавтоматической сваркой. К сваренной ступеньке прихватить и сварить деталь позиции 13 (уголок) в количестве 10-ти штук. К сваренным уголкам прикрутить деталь позиции 16 (хомут) с размерами 20100100 в количестве 2-х штук. Собранная секция передается на общую сборку. Швы зачищают от брызг металла с помощью шлифовальной машинки МШУ-2-30. Производится визуальный контроль шва. Затем переместить секцию к месту покраски. Сборка-сварка секции опоры. Согласно чертежу детали позиции 2 (секция) с габаритными размерами 6816(738)5900 и 6816(738)6000, 6894(816)5900 и 6894(816)6000 прихватываются полуавтоматической сваркой. При необходимости вставить распорки, установить последовательно 5 уголков позиции 1, прихватить и сварить полуавтоматической сваркой ПДГ-508М, в среде защитных газов, в качестве защитного газа используется газ СО2. Сваренные секции перевернуть и сварить полуавтоматической сваркой. Полученные полустойки укладываются на стол, прижимаются соответствующим образом, и производится продольная стыковка полустоек в стойку при помощи полуавтоматической сварки. К полученной стойке со стороны с большим диаметром приваривается деталь позиции 3 (основание) и детали позиции 5 (косынка) с размерами 16150300 в количестве 12-ти штук. К стороне с малым диаметром приваривают деталь позиции 4 (фланец) и детали позиции 5 (косынка) с размерами 12100150 в количестве 12-ти штук. На балки позиции 6 приварить деталь позиции 7 (кронштейн) и деталь позиции 1 (связь). Собранные балки, кронштейн и связь приварить к сваренной стойке полуавтоматической сваркой в количестве 4-х штук по всей длине. Собранная нижняя опора (стойка) передается на общую сборку. Швы зачищают от брызг металла с помощью шлифовальной машинки МШУ-2-30. Производится визуальный контроль шва. Затем переместить стойку нижнюю к месту покраски. Сборка-сварка секции траверсы. Согласно чертежу на деталь позиции 6(уголок)установить уголки позиций 11, прихватить и сварить полуавтоматической сваркой. К сваренной ступеньке прихватить и сварить деталь позиции 13 (уголок) в количестве 10-ти штук. К сваренным уголкам прикрутить деталь позиции 16 (хомут) с размерами 20100100 в количестве 2-х штук. Собранная секция передается на общую сборку. Швы зачищают от брызг металла с помощью шлифовальной машинки МШУ-2-30. Производится визуальный контроль шва. Затем переместить секцию к месту покраски. .2 Контрольная операция Примечание: перед общей сборкой всех узлов произвести контроль сварочных швов для несущих нагрузки элементов: стыковые соединения -визуально 100%; тавровые соединения визуально 100%; для вспомогательных элементов: стыковые соединения — визуально 100%; тавровые соединения визуально 100%. 2.3 Общая сборка опоры СВО110 Общая сборка опоры СВО110 производиться непосредственно на монтаже, основные сварные узлы соединяются между собой болтовыми и сварными соединениями. Также собирать данную конструкцию желательно на монтаже из-за её больших габаритов. 2.4 Покраска Покраска выполняется в малярном цехе серебристо-матовой краской БТ-177 ГОСТ 5631-79. 2.5 Использованные режимы сварки При изготовлении опоры СВО 110 используется следующие режимы сварки: 1) Марка проволоки — Св-08Г2С; 2) Диаметр электрода-проволоки d=1,6 мм; 3) Сила сварочного тока 1=190÷250 А; 4) Напряжение дуги U=25÷28В; 5) Расход газа R=l 4÷16 л/мин. 2.6 Критический анализ существующей технологии Недостатки существующего технологического процесса и предложения по их устранению приведены в таблице 2.1. Таблица 2.1 Недостатки существующего технологического процесса и предложения по их устранению
В новом технологическом процессе в отличие от базового технологического процесса, сборка всех узлов выполняется не по разметке, а в специальных сборочных приспособлениях. Например: сборку полустойки высоковольтной опоры необходимо выполнять на сборочном столе, оснащённом откидными винтовыми прижимами и пневматическими прижимами. Также сборочный стол позволяет производить кантовку собираемого узла. Сборка-сварка швов менее 1000 мм производится полуавтоматом ПДГ 516М с выпрямителем ВДУ-506. Сварка швов более 1000 мм выполняется автоматом в среде защитного газа АДГ-602 с выпрямителем ВДУ-601. Технические характеристики всего приведённого оборудования приведены в приложении А. 3. Проектирование нового технологического процесса изготовления высоковольтной опоры СВО 110 1 Проектирование сборочно-сварочного отделения В состав сварочно-сборочного отделения входят следующие рабочие места: Рабочее место сборки-сварки полустоек верхней опоры; рабочее место сборки-сварки полустоек нижней опоры; рабочее место сборки стойки верхней опоры (подузел №1.3); рабочее место сборки стойки нижней опоры (подузел №2.3); рабочее место сборки-сварки подузлов №1.3; 2.2; рабочее место сборки-сварки узла №1; рабочее место сборки-сварки узла №2; рабочее место сборки-сварки траверсы (узел №3). В процессе изготовления высоковольтной опоры СВО 110 используется следующее оборудование: Сварочный полуавтомат ПДГ 516M с выпрямителем ВДУ-506; сварочный автомат АДГ-602 с выпрямителем ВДУ-601; мостовой кран; сборочно-сварочный стенд с пневмоприжимами; приспособление для сборки-сварки полустоек для верхней опоры; приспособление для сборки-сварки полустоек для нижней опоры; приспособление для сборки стойки верхней опоры; приспособление для сборки стойки нижней опоры; приспособление для сборки-сварки траверсы; приспособление для сборки-сварки верхней опоры; приспособление для сборки-сварки нижней опоры; электрическая шлифовальная машинка С-475. Технологический процесс сборки высовольной опоры, являющийся частью всего процесса ее изготовления, характеризуется последовательным соединением деталей в узлы, из которых и состоит вся конструкция опора СВО 110. Процесс сборки заключается в размещении деталей в определенной последовательности, их фиксации в данном положении и соединение между собой короткими сварными швами (их прихватками). Устройство, в котором производится размещение деталей в определенной последовательности, а так же фиксаций их в данном положении специальными быстродействующими прижимами называется сборочным приспособлением. Сборочное приспособление отвечает назначенным требованиям и обеспечивает: 1) заданные размеры собираемого узла; 2) быструю установку отдельных деталей; 3) свободный съем собранного узла после сборки; 4) выполнение требований ТБ при проведении сборочно-сварочных работ [2]. 2 Описание рабочих мест сборочно-сварочного отделения . 2.1 Описание рабочего места сборки-сварки полустойки верхней опоры Данное рабочее место предназначено для сборки и сварки полустоек (подузлы №2.1; 2.2). При помощи крана деталь №17 укладывается на не подвижные стойки приспособления, прижимается пневмо-прижимами в двух местах. Таким же образом укладывается деталь №19, но уже на стойки приспособления, которые находятся на тележке, прижимается пневмо-прижимами в двух местах. После фиксации деталей, деталь №19, установленная на подвижной части приспособления, прижимается стык в стык к детали №17. Далее производится сварка стыка, полуавтоматом ПДГ 516M с выпрямителем ВДУ-506, сварка выполняется в среде защитного газа СО2, техническая характеристика приведена в приложении А. Подготовка металла под сварку и зачистка швов перед контролем выполняется электрической шлифовальной машинкой С-475. Компоновка рабочего места представлена на рисунке 14. Нормирование приведено в разделе 3.5. Режимы сварки приведены в таблице 3.1. Таблица 3.1 Режимы полуавтоматической сварки полустоек в среде СО2 Диаметр св. про-волоки, мм. 0.6 Сварочный ток (А) 300 Напряже-ние на дуге (В) 30 Скорость подачи св.проволоки м/ч 112 2.2 Описание рабочего места сборки-сварки нижней опоры Данное рабочее место предназначено для сборки и сварки нижней опоры. Детали укладываются на сборочное приспособление, прижимаются при помощи пневмо-прижимов. Сварка выполняются полуавтоматом ПДГ 516M с источником питания ВДУ 506, техническая характеристика приведена в приложении А. Сварка выполняется в среде защитного газа СО2. Подготовка металла под сварку и зачистка швов перед контролем выполняется электрической шлифовальной машинкой С-475. Компоновка рабочего места представлена на рисунке 14. Нормирование приведено в разделе 3.5. |