Контрольная работа Смирнов Роман гр 4193-42. Выбор и обоснование схемы завода по топливному варианту глубокой переработки нефти в количестве
 Скачать 197.67 Kb. Скачать 197.67 Kb.
|

|
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Казанский национальный исследовательский технологический университет» (ФГБОУ ВО «КНИТУ») Кафедра Химической технологии переработки нефти и газа КОНТРОЛЬНАЯ РАБОТА по дисциплине Общезаводское хозяйство предприятий Тема: Выбор и обоснование схемы завода по топливному варианту глубокой переработки нефти в количестве Выполнил: студент гр. 4193-41 Смирнов Роман Проверил: _преподаватель Овчинникова Юлия Сергеевна Казань 2023 г. Содержание 1. Описание поточной схемы нефтеперерабатывающего завода 2. Материальные балансы установок и НПЗ в целом 2.1 Установка ЭЛОУ-АВТ, ЭЛОУ-АТ и ВТ 2.1.1 Установка обессоливания и обезвоживания нефти (ЭЛОУ) 2.1.2 Блок первичной перегонки нефти (АВТ) 2.2 Материальный баланс НПЗ в целом 3. Описание технологической схемы блока АТ 3.1 Технологический расчет атмосферной колонны К-2 Заключение Список литературы нефтеперерабатывающий перегонка теплообменный завод Введение НПЗ представляет собой совокупность основных нефтетехнологических процессов (установок, цехов, блоков), а также вспомогательных и обслуживающих служб, обеспечивающих нормальное функционирование промышленного предприятия (товарно-сырьевые, ремонтно-механические цеха, цеха КИП и А, паро-, водо- и электроснабжения, цеховые и заводские лаборатории, транспортные, пожаро- и газоспасательные подразделения, медпункты, столовые, диспетчерская, дирекция, отделы кадров, финансов, снабжения, бухгалтерия и т.д.). Целевое назначение НПЗ - производство в требуемых объеме и ассортименте высококачественных нефтепродуктов и сырья для нефтехимии (в последние годы - и товаров народного потребления). Современные нефтеперерабатывающие предприятия характеризуются большой мощностью как НПЗ (исчисляемой миллионами тонн в год), так и составляющих их технологических процессов. В этой связи на НПЗ исключительно высоки требования к уровню автоматизации технологических процессов, надежности и безопасности оборудования и технологии, квалификации обслуживающего персонала. Мощность НПЗ зависит от многих факторов, прежде всего от потребности в тех или иных нефтепродуктах экономического района их потребления, наличия ресурсов сырья и энергии, дальности транс-портных перевозок и близости соседних аналогичных предприятий. Общеизвестно, что крупные предприятия экономически более эффективны, чем мелкие. На крупных НПЗ создаются благоприятные предпосылки для сооружения мощных высокоавтоматизированных технологических установок и комбинированных производств на базе крупнотоннажных аппаратов и оборудования для более эффективного использования сырьевых, водных и земельных ресурсов и значительного снижения удельных капитальных и экплуатационных расходов. Однако при чрезмерной концентрации нефтеперерабатывающих (и нефтехимических) предприятий пропорционально росту мощности возрастает радиус перевозок, удлиняется продолжительность строительства и, что особенно недопустимо, ухудшается экологическая ситуация внутри и вокруг НПЗ. Отличительной особенностью НПЗ является получение разнообразной продукции из одного исходного нефтяного сырья. Ассортимент нефтепродуктов НПЗ исчисляется обычно около или более сотнями наименований. Характерно, что в большинстве технологических процессов производятся преимущественно только компоненты или полупродукты. Конечные товарные нефтепродукты получают, как правило, путем компаундирования нескольких компонентов, производимых на данном НПЗ, а также добавок и присадок. Это обусловливает необходимость иметь в составе НПЗ разнообразный набор технологических процессов с исключительно сложной взаимосвязью по сырьевым, продуктовым и энергетическим потокам. По ассортименту выпускаемых нефтепродуктов нефтеперерабатывающие предприятия принято классифицировать на следующие группы (профили): 1) НПЗ топливного профиля, 2) НПЗ топливно-масляного профиля, 3) НПЗ топливно-нефтехимического профиля (нефтехимкомбинаты), 4) НПЗ (нефтехимкомбинаты) топливно-масляно-нефтехимического профиля. Среди перечисленных выше нефтеперерабатывающих предприятий наибольшее распространение имеют НПЗ топливного профиля, поскольку по объемам потребления и производства моторные топлива значительно превосходят как смазочные масла, так и продукцию нефтехимического синтеза. Естественно, комплексная переработка нефтяного сырья (то есть топливно-масляно-нефтехимическая) экономически более эффективна по сравнению с узкоспециализированной переработкой, например, чисто топливной. Наряду с мощностью и ассортиментом нефтепродуктов важным показателем НПЗ является глубина переработки нефти. [4] 1. Описание поточной схемы нефтеперерабатывающего завода Сырая нефть поступает на установку ЭЛОУ-АВТ и АТ, где отделяются соли и вода, присутствующие в нефти, а также происходит разделение на фракции НК-170°С, 170-350°С, 350-500°С и остаток >500°С. Фракция нк-170°С поступает на вторичную перегонку бензина для разделения на узкие фракции нк-70°С, 70-95°С, 95- 170°С. Фракцию нк-70°С подвергаются изомеризации для повышения октанового числа получаемого бензина, затем изомеризат используют в качестве компонента автомобильного бензина. Газы с установки изомеризации направляют на ГФУ предельных газов. Фракция 70 - 95°С сразу подается на смешение товарного бензина, она не требует гидроочистки так как проходит по требованиям ГОСТ 2084-77 «Характеристика автомобильных бензинов» (см. Таблицу 7 и Приложение 1). Фракция 95 - 170°С поступает на гидроочистку, затем на установку каталитического риформинга. Риформат используют как компонент автомобильного бензина, газы с установки поступают на разделение на ГФУ предельных газов. Водородсодержащий газ, получаемый на установке каталитического риформинга, направляют на установки гидроочистки и депарафинизации дизельной фракции и вакуумного газойля, на установку гидроочистки и бензиновой фракции перед риформингом, а также на установку изомеризации фракции нк-70°С. Дизельная фракция 220-350°С направляется на установку гидроочистки, так как по показателям предельно допустимого содержания серы не удовлетворяет требованиям ГОСТ Р 52368-2005 , тяжелая часть гидроочищенной дизельной фракции направляется на установку каталитической депарафинизации для получения низкозастываюошх дизельных топлив, а затем идет на смешение дизельного топлива. Вакуумный газойль 350-500°С поступает на установки гидрокрекинга и гидроочистку, затем направляется на каталитический крекинг для получения дополнительного количества светлых фракций, совмещенный с блоком газофракционирования непредельных углеводородных газов. Легкий газойль каталитического крекинга используют в качестве компонента летнего дизельного топлива, тяжелый газойль как котельное топливо. Установка каталитического крекинга является одним из основных производителей бензина на заводе, который сразу поступает на смешение товарного бензина. Сухой газ выводится с установки в качестве топливного, а ППБ и ББФ поступают на установку сернокислотного алкилирования, куда также поступает изобутан. Сернокислотное алкилирование позволяет получить высокооктановый компонент бензина - легкий алкилат и компонент товарного дизельного топлива — тяжелый алкилат. Газы с установки алкилирования направляются на смешение СПБТ. Остаток вакуумной перегонки нефти — гудрона >500°С направляется на установки висбрекинга и производства битума, где в качестве целевого продукта получают битум, который направляют в товарный парк. Газы установки висбрекинга направляют на АГФУ непредельных газов. Во всех процессах на НПЗ образуются углеводородные газы, которые необходимо грамотно использовать. С этой целью они отправляются на установку ГФУ. Газ, поступающий на ГФУ, включает в себя как предельные с АВТ и АТ, фракционирования бензина, каталитического риформинга и изомеризации, гидроочистки, гидрокрекинга, так и непредельные с каталитического крекинга, поэтому поступают они на разные блоки, где газы разделяются на компоненты. Сухой газ (С1-С2) ГФУ поступает в топливную сеть завода. Пропановая, пропан-пропиленовая, бутановая и бутан-бутиленовая фракции являются готовыми продуктами и поступают на продажу. Фракция ∑С5 и выше служит сырьем процесса изомеризации. Сероводород, получаемый на установках, гидроочистки бензиновой и дизельной фракции, вакуумного газойля, используется в качестве сырья для установки получения серной кислоты. Дополнительное количество водорода для гидрокаталитических процессов поступает с установки производства водорода методом паровой каталитической конверсии углеводородов. На рисунке 1 представлен топливный вариант глубокой переработки самотлорской нефти (смеси).  Рисунок 1 2. Материальные балансы установок и НПЗ в целом 2.1 Установка ЭЛОУ-АВТ, ЭЛОУ-АТ и ВТ 2.1.1 Установка обессоливания и обезвоживания нефти (ЭЛОУ) Назначение – удаление солей и воды из нефти перед подачей на переработку. Обессоливание и обезвоживание позволяет значительно уменьшить коррозию технологического оборудования установок по переработке нефти, предотвратить дезактивацию катализаторов, улучшить качество продуктов нефтепереработки. Сырье – сырая нефть, содержащая воду и соли в количествах, определяемых ГОСТ Р 51858-2002. Продукция – обессоленная и обезвоженная нефть, содержащая 3-5 мг/л солей и 0,1-0,3 % масс. воды. Технологический режим: – Температура сырой нефти, поступающей на установку, ºС . 20-50 – Температура нефти в горизонтальных электродегидраторах, ºС . 140-160 – давление в горизонтальных электродегидраторах, МПа . 1,2-1,8 2.1.2 Блок первичной перегонки нефти (АВТ) Назначение - разделение нефти на фракции для последующей переработки или использования в качестве товарной продукции. Первичная перегонка осуществляется на атмосферных трубчатых (АТ) и атмосферно-вакуумных трубчатых (АВТ) установках. Сырье - обессоленная нефть с ЭЛОУ. Продукты: – предельный углеводородный газ, направляется для дальнейшей переработки на ГФУ, также может использоваться как топливо нефтезаводских печей; – бензиновая фракция 28-170ºС, направляется на вторичную перегонку бензина; – фракция 170-240ºС на получение реактивного топлива – фракция 220-350ºС на получение дизельного топлива, – фракция 350-500ºС на процесс каталитического крекинга, – остаток >500ºС используется как сырье установок висбрекинга и производства битума. Технологический режим: – температура, °С подогрева нефти перед колонной К-1 . 200-230 низа колонны К-1 .. 220-250 нагрева нефти в печи П-1 . 240-355 низа колонны К-2 .. 330-350 нагрева мазута в печи П-2 .. 400-420 низа колонны К-5 ….. 345-390 – давление, МПа избыточное верха колонны К-1 . 0,3-0,4 избыточное верха колонны К-2 . 0,06-0,1 остаточное верха колонны К-3, мм рт. ст. 40-60 – Производительность установки ЭЛОУ - АВТ: 9300 тыс. т/год, ЭЛОУ-АТ-6: 8000 тыс. т/год. – Среднее время работы установки в году принимаем равным 344дней. [1][2] Материальный баланс установок составлен на основании разгонки ИТК нефти (смеси), а так же производственных данных. Таблица 1 – Материальный баланс установки ЭЛОУ – АВТ 1-4
Таблица 2 – Материальный баланс установки ЭЛОУ – АТ 6
Таблица 3 – Материальный баланс вакуумного блока ВТ–4 установки ЭЛОУ-АТ-6
2.2 Материальный баланс НПЗ в целом
Глубина переработки нефти (ГПН) - показатель, характеризующий эффективность использования сырья. По величине ГПН можно косвенно судить о насыщенности НПЗ вторичными процессами и структуре выпуска нефтепродуктов. Разумеется, что НПЗ с высокой долей вторичных процессов располагает большей возможностью для производства из каждой тонны сырья большего количества более ценных, чем нефтяной остаток, нефтепродуктов и, следовательно, для более углубленной переработки нефти. В мировой нефтепереработке до сих пор нет общепринятого и однозначного определения этого показателя. В отечественной нефтепереработке под глубиной переработки нефти подразумевается суммарный выход в процентах на нефть всех нефтепродуктов, кроме непревращенного остатка, используемого в качестве котельного топлива (КТ): ГПН = 100-КТ-(Т+П), где Т и П - соответственно удельные затраты топлива на переработку и потери нефти на НПЗ в процентах на сырье. За рубежом глубину переработки нефти определяют преимущественно как суммарный выход светлых нефтепродуктов от нефти, то есть имеется в виду глубина топливной переработки нефти. Понятие глубины переработки нефти, выраженное в виде вышеприведенного уравнения, несколько условно, так как выход непревращенного остатка, в том числе котельного топлива, зависит не только от технологии нефтепереработки, но и, с одной стороны, от качества нефти, и с другой - как будет использоваться нефтяной остаток: как котельное топливо или как сырье для производства битума, как нефтяной пек, судовое или газотурбинное топлива и т.д. Так, даже при неглубокой переработке путем только атмосферной перегонки легкой марковской нефти, содержащей 95,7 % суммы светлых, ГПН составит более 90 %, в то время как при углубленной переработке до гудрона арланской нефти с содержанием суммы светлых 43 % этот показатель составит менее 70 %. В современной нефтепереработке принято НПЗ подразделять (без указания разграничивающих пределов ГПН) на 2 типа: с неглубокой и глубокой переработкой нефти. Такая классификация недостаточно информативна, особенно относительно НПЗ типа глубокой переработки нефти: неясно, какие именно вторичные процессы могут входить в его состав. По способу углубления переработки нефти нефтеперерабатывающему заводу можно дать следующее определение: НПЗ - совокупность технологических процессов, в которых осуществляется последовательное (ступенчатое) извлечение, облагораживание и физико-химическая переработка дистиллятных фракций нефти и соответственно концентрирование остатков (до мазута, гудрона, тяжелого гудрона глубоковакуумной перегонки, асфальта, кокса и т.д.). По этому признаку удобно классифицировать НПЗ на следующие 4 типа: 1) НПЗ неглубокой переработки (НГП); 2) НПЗ углубленной переработки (У ПН); 3) НПЗ глубокой переработки (ГПН); 4) НПЗ безостаточной переработки (БОП). Определяем величину отбора светлых нефтепродуктов по формуле: С=100(Б+К+Д+А+ЖП+СГ+Р)/Н Где: Б, К, Д, А, ЖП, СГ, Р - количество получаемых на заводе соответственно бензина, керосина, дизельного топлива, ароматических углеводородов, жидких парафинов, сжиженных газов, растворителей, тыс. т/год; Н-мощность завода, тыс.т/год. 3. Технологический расчет колонны К-2 блока АТ установки АВТ-3 3. Описание технологической схемы блока АТ Обессоленная и обезвоженная нефть, поступающая с блока ЭЛОУ, насосом Н-1 прокачивается через ряд теплообменников Т-1/5, где нагревается за счет тепла отводимых с установки потоков дизельной фракции и мазута, и подается в питательную секцию колонны предварительного испарения К-1. С верха отбензинивающей колонны К-1 выходят пары бензина и воды вместе с растворенными в нефти газами и сероводородом, охлаждаются в аппарате воздушного охлаждения АВО-1, холодильнике X-1 и поступают в рефлюксную емкость Е-1. Газ из газоводоотделителя направляется на установку АГФУ, а бензин нк-85 °С частично подается в колонну К-1 в качестве холодного орошения, остальное его количество подается в секцию вторичной перегонки. Отбензиненная нефть с низа колонны К-1 насосом Н-3 прокачивается по змеевику печи П-1 в основную ректификационную колонну К-2. Головным продуктом К-2 является бензиновая фракция 85-150 °С пары которой, проходят аппарат воздушного охлаждения АВО-2, холодильник Х-2 и поступают в рефлюксную емкость Е-2, а оттуда частично на орошение в колонну К-2, остальная часть — на секцию вторичной перегонки бензина. Боковым погоном основной ректификационной колонны является дизельная фракция зимняя 150-250 °С и дизельная фракция летняя 250-350 °С, которые выводятся через отпарные колонны (стриппинг-секции) К-3/1 и К-3/2 . С низа ректификационной колонны К-2 отбирается остаток атмосферной перегонки, выкипающий выше 350 °С (мазут), который насосом Н-6, отдав тепло сырьевому потоку в теплообменнике Т-4, выводится с блока АТ на вакуумную перегонку. 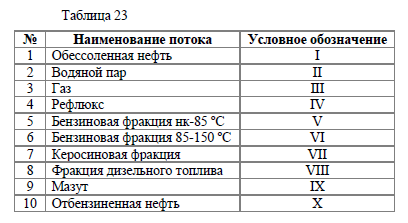 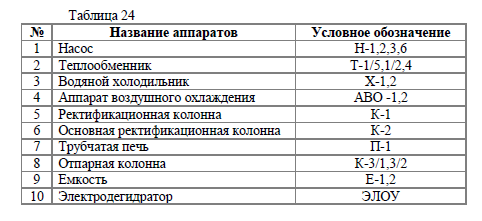  Рисунок 2 – Технологическая схема атмосферного блока установки АВТ-3 Заключение Увеличение глубины переработки нефти – первостепенная задача современных НПЗ и нефтеперерабатывающей промышленности России в целом. Пути углубления переработки нефти включают в первую очередь глубокую первичную переработку нефти на АВТ и затем - комплекс вторичных термокаталитических процессов с максимальным выходом топливных дистиллятов. Углубление переработки нефти, с одной стороны, позволяет решить проблему увеличения ресурсов моторных топлив, а с другой - обусловливает резкое сокращение выработки котельных топлив, так как мазут является основным компонентом этих топлив. Целью работы: 1 Разработка поточной схемы переработки самотлорской нефти с получением максимального количества светлых фракций. Для этого использованы первичные процессы – перегонка нефти на АВТ с целью разделения ее на фракции, и вторичные процессы, необходимые для переработки остатков (мазута, гудрона), такие как каталитический крекинг (переработка фракции 350-480С), гидрокрекинг (который является перспективным процессом в настоящее время, но достаточно дорогостоящим). Высокооктановые компоненты бензина были получены в процессе каталитического риформинга и изомеризации. В результате были получены высокие выходы светлых фракций (77,65% масс.): бензина, ЛДТ, и реактивного топлива марки ТС-1 высшего сорта. Таким образом, предложенная схема переработки самотлорской нефти эффективно выполняет предложенную задачу по максимальному получению светлых фракций нефти. Поэтому вовлечение в производство в России таких процессов, как гидрокрекинг, каталитический крекинг, является важным направлением переработки нефти. 2 Технологический расчет установки первичной перегонки нефти АВТ-3, а также проведен расчет основного аппарата – основной ректификационной колонны К-2, который включает: - тепловой баланс, расчет которого показал, что в колонне избыточное тепло, которое необходимо снять циркуляционным орошением количество которой составило 126467,04 кг/ч; - конструктивный расчет, в результате которого были определены диаметр и высота колонны, которые составили 2,6 м и 44 м соответственно; Список литературы 1. Технологический регламент установки ЭЛОУ-АТ-6 ЗАО «РНПК», ТР 2.041.006-09 2. Технологический регламент установки ЭЛОУ-АВТ-4 (А-12/7) ЗАО «РНПК», ТР 2.041.005-09 3. Технология переработки нефти/ Под ред. О.Ф. Глаголевой и В.М. Капустина. – М.: Химия, КолосС, 2007. – 400 с.: ил. 4. Ахметов С.А. Технология глубокой переработки нефти и газа: Учебное пособие для вузов. Уфа: Гилем, 2002. 672 с. 5. Технология переработки нефти и газа. Процессы глубокой переработки нефти и нефтяных фракций/Сост.: С.М. Ткачев – ч.1 Курс лекций. – Новополоцк: ПГУ, 2006. – 345 с. 6. Гидроочистка топлив: учебное пособие/ Н.Л. Солодова, Н.А. Терентьева. Казань: Изд-во Казан. гос. технол. ун-та, 2008. – 103 с. 7. Альбом технологических схем процессов переработки нефти и газа. – Под ред. Б.И. Бондаренко. – М.: Химия, 1983. – 128 с., ил. 8. Технологический регламент установки гидроочистки вакуумного газойля ЗАО «РНПК», (ТР 2.041.041-10) 9. Капустин В.М. Гуреев А.А. Технология переработки нефти, Ч.2.- М.: КолосС, 2007 10. Технологический регламент установки каталитического крекинга ЗАО «РНПК», (ТР 2.041.009-10) 11. Аладышева Э.З. и др. Химия и технология топлив и масел, 1988, N 3, с. 34-35). 12. Технологический регламент установки сернокислотного алкилирования ЗАО «РНПК» 13. Технологический регламент установки производства и восстановления серной кислоты (ТР-2.041.040.10) 14. Технологический регламент газофракционирующей установки с блоком сероочистки сухого газа (ТР 2.041.020-10) 15. Технологический регламент установки ЭЛОУ-АВТ-3 (А-12/3) по первичной переработке нефти, ТР 2.041.004-12 16. Примеры и задачи по технологии переработки нефти и газа. – 2-е изд., пер. и доп. – М., Химия, 1980. – 256 с. 17. Павлов К.Ф., Романков П.Г., Носков А.А. Примеры и задачи по курсу процессов и аппаратов химической технологии. - Л.: Химия, 2006. - 576с.7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||