виброплощадки. Вибрационное оборудование в производстве железобетонных изделий
 Скачать 1.63 Mb. Скачать 1.63 Mb.
|

Выполнила: студентка 561 гр. Бурыкина А.В. Проверил: Привалов П.В. Новосибирск 2012 Содержание Введение 1.Классификация вибрационного оборудования. 2. Виброплощадки с гармоническими вертикально направленными колебаниями 3.Резонансные виброплощадки с гармоническими горизонтально направленными колебаниями. 4. Импульсные установки. 5. Расчёт виброплощадки 5.1.Расчёт конструктивно –кинематических параметров виброплощадки и вибратора. 5.2.Расчёт пневмобаллонных опорно-амортизационных устройств. Список используемой литературы Введение Объем производства различных строительных материалов, изделий и конструкций возрастает из года в год. Увеличивается выпуск нерудных материалов, сборных железобетонных изделий и конструкций при значительном повышении их качества. Для производства строительных материалов машиностроительные заводы выпускают самые разнообразные машины и оборудования, причем наряду с созданием новых происходит непрерывное изменение и совершенствование существующих конструкций машин и общее увеличение объема их выпуска. Размерные ряды основных машин определены соответствующими ГОСТами, разработанными на основе научных исследований, изучения потребности народного хозяйства и полного обеспечения этой потребности при наименьших размерных расходах машин, что дает большой экономический эффект, так как значительно упрощает изготовление и повышает надежность машин, а так же облегчает их эксплуатацию. Большое внимание при создании машин и технологических линий отводится вопросам улучшения условий труда обслуживающего персонала, обеспечению действующих санитарных норм по допустимому уровню шума, вибрации и запыленности. Основными целями и задачами строительной индустрии являются повышение качества готовой продукции, увеличение производительности оборудования, снижение металлоемкости. Самым действенным и перспективным способом решения этих задач является автоматизация производственных процессов. Виброформовочное оборудование предназначено для уплотнения бетонной смеси в формах при изготовлении бетонных и железобетонных изделий. Под действием вибрации бетонная смесь приобретает подвижность, обеспечивающую хорошее заполнение формы. При этом плотность бетонной смеси увеличивается за счет как более компактной укладки частиц заполнителя, так и выделения из смеси пузырьков воздуха. При чрезмерно длительном вибрировании начинается ее расслоение. Поэтому наряду с параметрами вибрации должна быть установлена также и продолжительность вибрирования. Целью данной курсовой работы является проектирование виброплощадки, повышение ее производительности и эффективности, обеспечение ресурсосбережения и энергосбережения. Для этого необходимо рассмотреть основные типовые схемы и конструкции виброплощадок, выбор наиболее рациональной схемы вибрпоплощадки и ее механический и технологический расчет. 1. Классификация виброплощадок. Вибрационное оборудование можно квалифицировать по следующим параметрам. Вибрационное оборудование по методам уплотнения смеси разделяется на машины поверхностного, глубинного и объёмного уплотнения. Для поверхностного уплотнения используют виброплиты и виброрейки. Их применяют для уплотнения массивов бетонной смеси(подвижной и средней подвижности) толщиной до 200мм. К поверхностному уплотнению также можно отнести формование бетонных и железобетонных изделий в формах и кассетных установках с навесными вибровозбудителями, которые возбуждают изгибные колебания их стенок или специальных гибких листов. Глубинное уплотнение бетонной смеси осуществляется специальными машинами – глубинными вибровозбудителями. Ими уплотняются бетонные смеси (подвижные и средней подвижности) при сооружении монолитных конструкций при строительстве гидротехнических, промышленно-гражданских и дорожных сооружений. В производстве сборного железобетона они обычно применяются при стендовом формовании крупных элементов конструкций – ферм, перекрытий, мостов, балок различного профиля и другие. Наилучшее качество бетонной смеси достигается при её объёмном уплотнении, которое осуществляется на виброплощадках, обеспечивающих колебания в целом всей формы со смесью. Виброплощадки по направлению колебаний, сообщаемых форме, подразделяются на машины с круговыми и эллиптическими траекториями, с горизонтально и вертикально направленными колебаниями. Виброплощадки с круговыми и эллиптическими траекториями движения рабочих органов в настоящее время практически не применяются. Виброплощадки с горизонтально направленными колебаниями применяют для формования тонкостенных изделий для бетонной смеси средней подвижности. Виброплощадки с вертикально направленными колебаниями применяют для формования толстостенных изделий из бетонной смеси малой и средней подвижности. По форме колебаний виброплощадки подразделяются на машины с гармоническими, бигармоническими, поличастотными и пространственными колебаниями. Наибольшее распространение получили машины с гармоническими колебаниями (рис.1, а, б) и ударно-вибрационные(рис.1, в). Второй тип машин позволяет формовать изделия из бетонных смесей малой подвижностью и жёстких. По конструктивному исполнению виброплощадки подразделяются на рамные и блочные. В рамных виброплощадках форма устанавливается на единую жёсткую раму , на которой установлены вибровозбудители. В блочных виброплощадках каждый вибровозбудитель имеет свою небольшую самостоятельную раму. Эта рама с вибровозбудителями, опорными упругими элементами и устройствами для креп ления формы, если такие имеются, составляют виброблок. Комбинируя число виброблоков и их количество можно регулировать грузоподъёмность виброплощадки. Благодаря этому блочные виброплощадки получили широкое распространение. Рисунок 1. 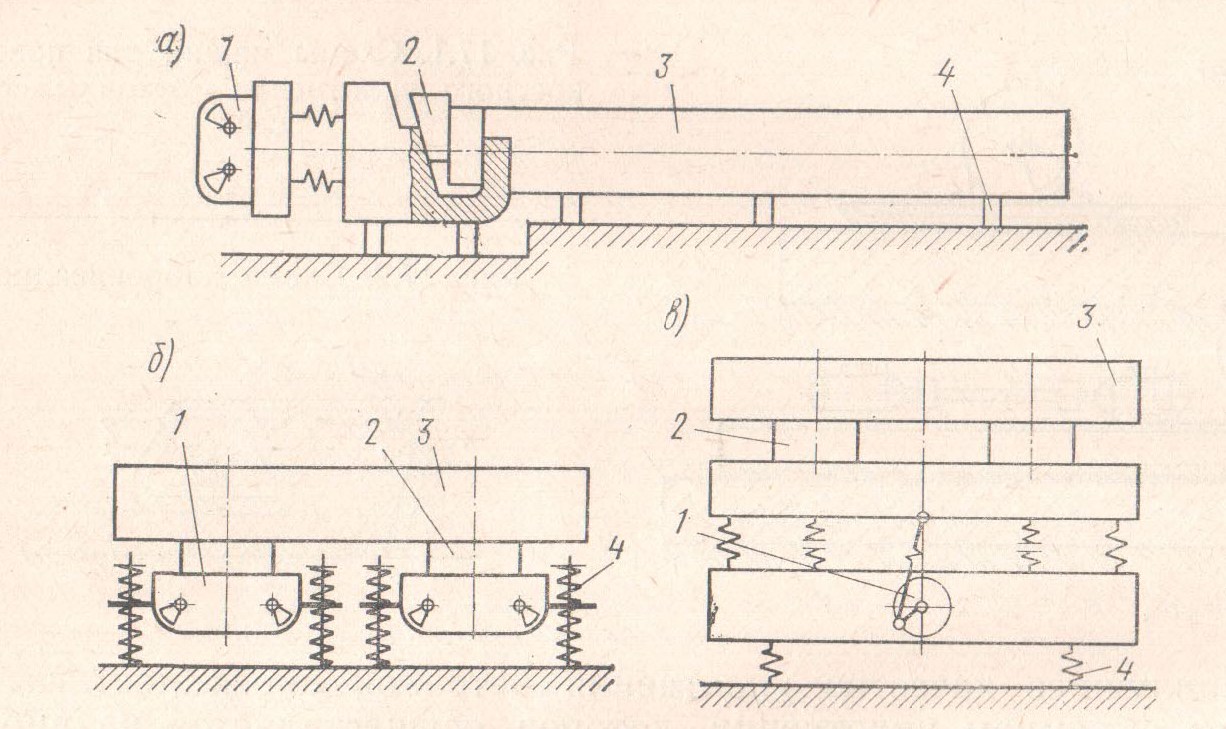 1-вибропривод; 2-механизм крепления формы; 3-форма с бетонной смесью; 4-виброизолирующие упругие элементы. По способу крепления формы виброплощадки подразделяются на машины без крепления формы, на машины с механическим, гидромеханическим и электромагнитным креплением. Последний способ крепления наиболее прост в эксплуатации, поэтому получил наибольшее распространение. По характеру настройки виброплощадки бывают резонансные и зарезонансные. Рассмотрим более подробно некоторые виды виброплощадок. 2. Виброплощадки с гармоническими вертикально направленными колебаниями. Виброплощадки с вертикально направленными колебаниями характеризуются наличием вибровозбудителей направленного действия, в качестве которых чаще всего применяются двух-вальные дебалансные возбудители с противоположным направлением вращения валов. Для этой цели могут также быть использованы электромагнитные или пневматические (поршневые) вибровозбудители. В блочных виброплощадках унифицированного ряда вес вибрируемых частей доведен до минимума. Дальнейшее снижение этого веса возможно лишь за счет усовершенствования отдельных элементов виброблока и повышения за этот счет его грузоподъемности. Наиболее слабым узлом всех виброплощадок с вертикально направленными колебаниями и в том числе унифицированного ряда является карданный вал. Недостатком виброплощадок с вертикально направленными колебаниями является необходимость шестеренчатых синхронизаторов, которые, с одной стороны, усложняют конструкцию виброплощадок, а с другой стороны, увеличивают потребляемую виброплощадкой мощность. С точки зрения обеспечения санитарно-гигиенических требований виброплощадки с вертикально направленными колебаниями унифицированного ряда удовлетворяют требованиям виброизоляции рабочих мест, но несколько превышают допустимый по нормам уровень шума. Наибольшее распространение получили виброплощадки с гармоническими вертикально направленными колебаниями блочной конструкции, работающие в далеко зарезонансном режиме (рис. 2) Рисунок 2.Конструктивная схема блочной виброплощадки с гармоническими вертикально направленными колебаниями. 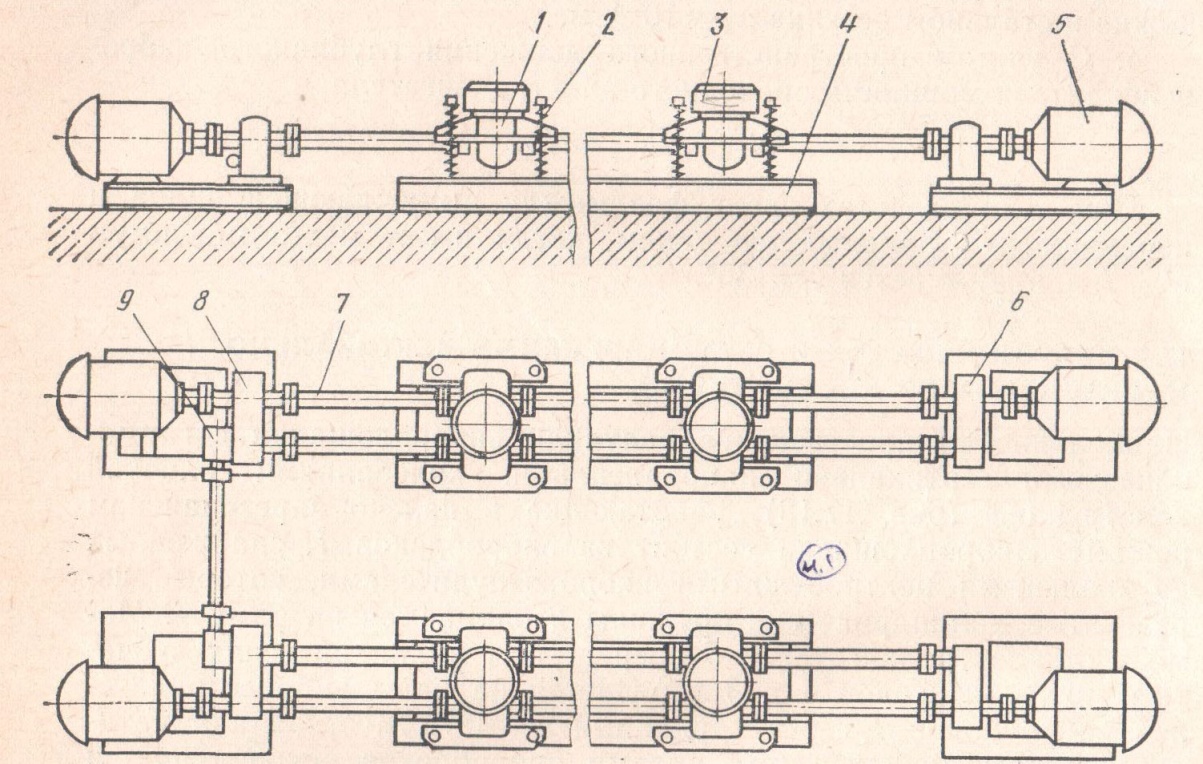 Виброплощадка состоит из виброблоков 1, снабжённых двухвальными центробежными вибровозбудителями, которые через витые цилиндрические пружины 2 опираются на раму 4. Момент от электродвигателей 5 посредством цилиндрических зубчатых синхронизаторов 6 и 8 передаётся на валы вибровозбудителей виброблоков 1 через карданные валы 7. Жёсткая кинематическая связь между рядами виброблоков осуществляется синхронизаторами 8, которые снабжены зубчатыми коническими приставками 9, связанными между собой карданным валом. Крепление формы осуществляется с помощью притяжного электромагнита 3. .Конструкция виброблока нормальной грузоподъемности (2000 кг) представлена на рис. 3. Виброблок состоит из двухвального центробежного вибровозбудйтеля 2, к которому посредством болтового соединения прикреплен электромагнит 1, служащий для крепления формы. Виброблок опирается на четыре пружинные опоры, каждая из которых состоит из верхней 3 и нижней 4 витых цилиндрические пружин сжатия. Пружины стянуты между собой резьбовыми шпильками 5. Рисунок 3. Конструкция виброблока нормальной грузоподъёмности. 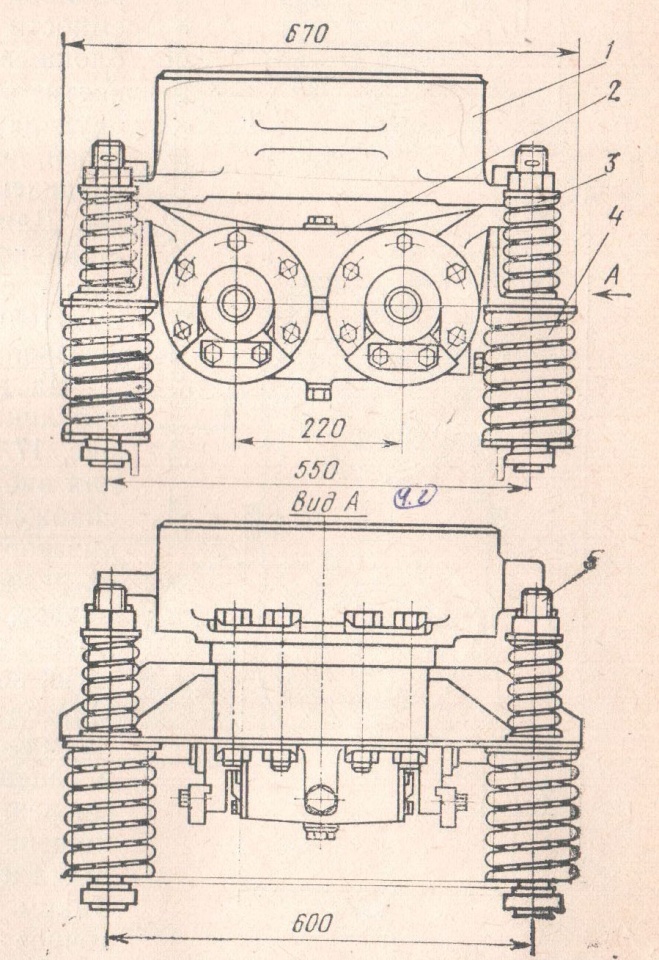 Для формования крупногабаритных изделий применяют виброблоки повышенной грузоподъемности (до 3500 кг). От виброблока нормальной грузоподъемности они отличаются наличием двух двухвальных вибровозбудителей, дебалансные валы которых соединены между собой муфта ми. Для улучшения смазки под шипниковых узлов и повышения срока службы применена принудительная циркуляционная смазка. Из рис.1 ясно, что каждая виброплощадка должна быть снабжена двумя парами синхронизаторов, одна из которых имеет левое исполнение, а вторая — правое. Каждый синхронизатор имеет четыре шестерни — ведущую, ведомую и две паразитных Передаточное отношение между двумя первыми и входящими в зацепление с ними паразитными равно двум. Передаточное отношение между двумя паразитными шестернями равно единице. Таким образом, общее передаточное отношение синхронизатора равно единице, а скорость вращения паразитных шестерен в два раза ниже скорости вращения ведущей и ведомой шестерен. Передаточное отношение конических шестерен угловой приставки равно единице. Ведущая коническая шестерня устанавливается на валу второй паразитной шестерни и поэтому скорость вра щения конических шестерен равна скорости паразитных. Такая конструкция синхронизаторов обеспечивает достаточную долго вечность и низкий уровень шумов при работе синхронизаторов за счет небольших линейных скоростей во всех зубчатых зацеплениях. При формовании железобетонных изделий шириной до 1600...1800 мм блочные виброплощадки компонуются из виброблоков, расположенных в один ряд. В этом случае потребность в синхронизаторах с угловыми приставками отпадает. При формовании изделий шириной более 1800 мм виброплощадки выполняются двухрядными (см. рис.1). Технические характеристики виброплощадок приведены в табл.1. Таблица 1. Технические характеристики виброплощадок унифицированного ряда.
3. Резонансные виброплощадки с гармоническими горизонтально направленными колебаниями. Рисунок 4. Конструктивная схема резонансной виброплощадки с горизонтально направленными колебаниями грузоподъёмностью свыше 10т. 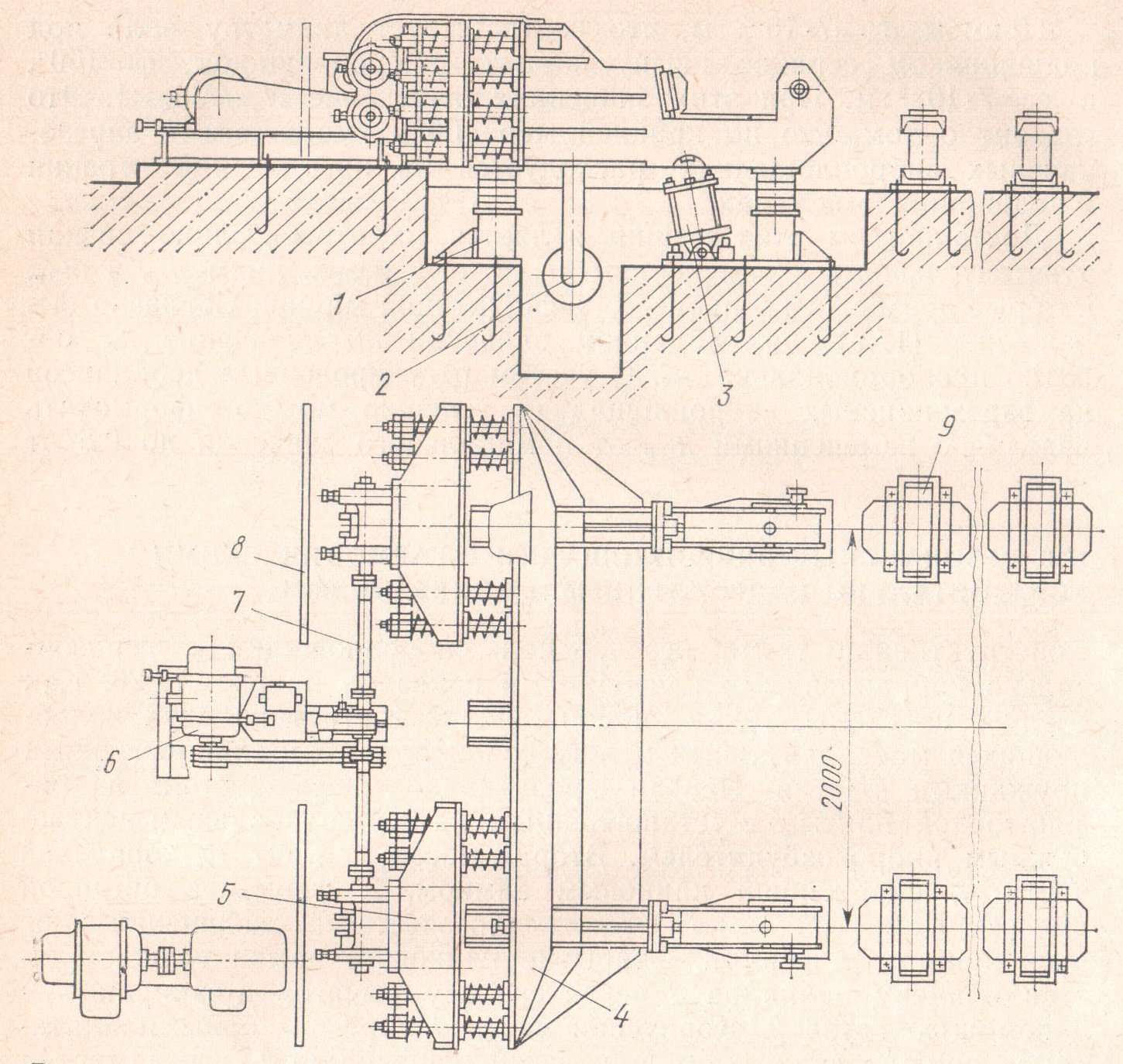 1-виброизолирующая упругая опора; 2-груз зажима клинового замка; 3-пневмоцилиндр открывания клинового замка; 4-корпусная часть; 5- резонаторная плита с вибровозбудителем; 6-привод вибровозбудителей; 7-карданный вал; 8-предохранительный щит; 9-виброизолирующая упругая опара формы. Как следует из схемы рис.4, такая виброплощадка состоит из двух колеблющихся масс, связанных между собой витыми цилиндрическими пружинами сжатия. Первая — реактивная масса, состоит из резонаторной плиты 5 с установленным на ней двухвальным центробежным вибровозбудителем. Вторая масса состоит из корпусной части 4, снабженной клиновым замком, и формы с бетонной смесью. Клиповой замок служит для жесткого соединения корпусной части с формой. Открытие клинового замка осуществляется от пневмоцилнндра 3 через систему рычагов, а запирание — с помощью груза 2. Корпусная часть 4 с резонаторными плитами п вибровозбудителими опирается на фундамент через мягкие виброизолирующие упругие элементы 6. На опоры 9 опирается форма. Для привода таких виброплощадок используют двухвальные вибровозбудители общего назначения. В некоторых конструкциях виброплощадок применяют вибровозбудители от виброплощадок с вертикально направленными колебаниями. В виброплощадках с горизонтально направленными колебаниями уплотнение бетонной смеси происходит в основном (исключая торцовые борта) за счет каса тельных напряжений, возникающих в ней благодаря горизонталь но направленным колебаниям поддона формы. Отмечалось так же, что касательные напряжения распространяются в объеме бе тонной смеси на высоту от поддона, не превышающую 200 ... .. . 250 мм. Как видно из рис. 4, вибропровод резонансных виб роплощадок с продольно горизонтальными колебаниями располо жен в торце формы и, таким образом, колебания передаются форме в продольном направлении, т. е. в направлении, по которо му форма имеет наивысшую жесткость. Это, естественно, обеспе чивает более равномерное распределение амплитуд колебаний по длине формы, чем в случае вертикально направленных колебаний, которые передаются форме в направлении, перпендикулярном оси ее наивысшей жесткости. Сказанное определяет рациональные области применения виброплощадок с продольно-горизонтальны ми колебаниями. Применение этих машин наиболее целесооб разно при формовании тонкостенных, длинномерных я плоских изделий, формуемых из подвижных бетонных смесей. Вторым существенным недостатком резонансных виброплоща док является относительно низкая стабильность режима их рабо ты, т. е. зависимость амплитуды колебаний формы с бетонной смесью от диссипации энергии в системе и неизбежных в про цессе эксплуатации изменений массы формы и бетонной смеси. Эта нестабильность режима работы обусловлена тем, что машина работает вблизи резонанса. Наиболее радикальным путем устранения нестабильности амплитуды колебаний резонансных виброплощадок является автоматизация режима их работы. Рассмотрим три типовые ударно-вибрационные площадки. А) Низкочастотная резонансная виброплощадка (рис.5) представляет собой двухмассную ударно-колебательную систему. Верхняя рама — стол 1 с притяжными магнитами 7 и формой со ставляют первую массу. Второй массой является уравновешиваю щая рама 2, которая через мягкие виброизолирующие упругие элементы 8 опирается на фундамент. Обе массы связаны между собой предварительно поджатыми резиновыми упругими элемен тами 6. Кроме того, на них установлены резиновые буфера 5 с регулируемым зазором, которые соударяются только при встречном движении масс. За счёт этого при движении формы с верхней рамой вверх и вниз возникают различные по величине ускорения. Для возбуждения колебаний применен эксцентриковый при вод 9 с шатуном 4, который связан со столом 1 упругими элемен тами 3. Этот привод сообщает массам возвратно-поступательное движение в вертикальном направлении с угловой частотой 600 ... ... 1000 с-1. Частота вынуждающей силы и параметры системы под бираются таким образом, чтобы режим работы машины был бли зок к резонансному. 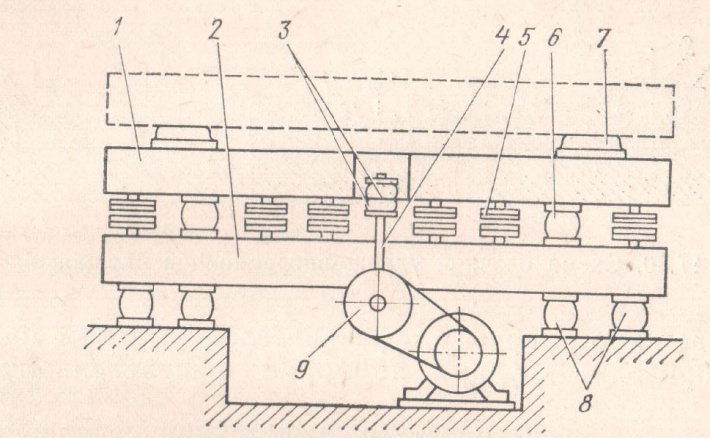 Рисунок 5. Схема низкочастотной ударно-вибрационной площадки. В этих виброплощадках обеспечивается периодический режим движения рабочих органов и соответствие уровня шумов вибраций фундамента санитарным нормам. К недостаткам низкочастотных резонансных виброплощадок следует отнести недостаточную надежность эксцентрикового при вода и крепления формы с помощью электромагнитов, установ ленных на общей жесткой раме. Кроме того, на виброплощад ке устанавливается не менее 20 пар буферов, зазор между кото рыми в процессе эксплуатации машины несколько изменяется, что приводит к выходу ее из режима работы, близкого к резо нансу. Регулировка же зазоров в буферах достаточно трудоемка и длительна. Б)Ударно-вибрационная виброплощадка (рис.6) блочного типа состоит из четырех, а при необходимости и из большего чис ла самостоятельных вибростолов. Каждый стол 1 опирается на фундамент через мягкие виброизолирующие резиновые упругие элементы 4, через которые машина опирается на раму 5. Она приводится в колебательное движение от двух одновальных центробежных вибровозбудителей 3. Верхняя поверхность столов снабжена резиновыми плитами-ограничителями 2, на которые без всякого крепления устанавливается форма с бетонной смесью. При работе виброплощадки форма под действием центробежных сил, развиваемых вибровозбудителями, отрывается от упругих ограничителей, а затем падает на них. Рисунок 6. Схема блочной ударно-вибрационной площадки. 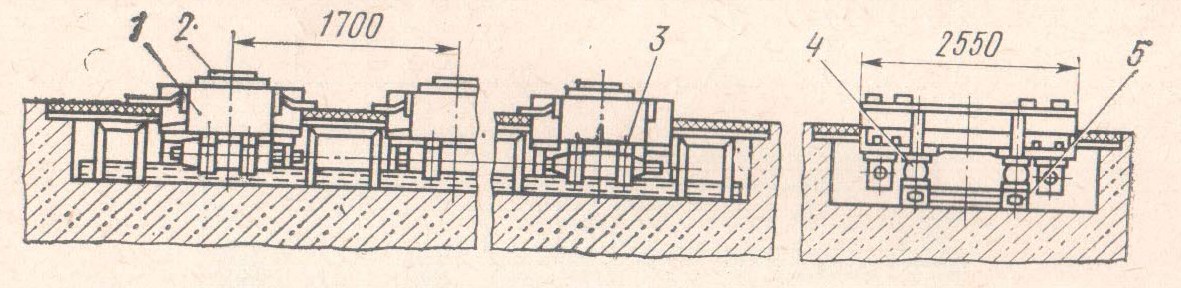 Виброплощадка проста по конструкции и удобна в эксплуатации из-за отсутствия крепления формы. Уровень шумов и вибраций фундамента, возникающих при работе машины, не превышает санитарных норм. Основным недостатком таких машин является несинхронность ударов отдельных вибростолов. Вследствие этого не обеспечивается периодический режим движения формы, а в се металлоконструкции возникают высокие динамические нагрузки, которые могут привести к поломке форм. В) Следующий тип ударно-вибрационной площадки создан на базе блочных виброплощадок с вертикальными гармоническими колебаниями, поэтому обе машины имеют одинаковую кинематическую схему (см. рис.1). Отличительной особенностью ударно-вибрационной площадки является то, что электромагниты лежат на резиновых упругих органичителях и прижаты к ним пружинами безинерционного пригруза, связывающими магнит с двухвальным центробежным вибровозбудителем виброблока. Виброблоки через мягкие виброизолирующие упругие элементы опираются на раму, установленную на фундаменте. Рама снабжена двумя штырями-фиксаторами, которые удерживают форму от перемещений в горизонтальной плоскости. Таблица 2. Технические характеристики основных типов ударно-вибрационных виброплощадок.
4. Импульсные установки. Рисунок 7.Схема импульсной установки Импульсные установки относятся к одной из разновидностей ударно-вибрационных. Их отличительной особенностью является то, что передача импульсов происходит непосредственно бетонной смеси. Одна из схем импульсных уплотняющих установок приведена на рис. 7. Поддон формы 1 имеет специальные окна, в которые входят колеблющиеся пластины-пульсаторы 2. Их. возвратно-поступательное движение осуществляется посредством шатунов 3 и коленчатых валов 4. Бетонная смесь укладывается на эластичный ковер 5, который свободно лежит на поддоне и обычно делается из транспортерной ленты. Эксцентричные шейки вала 4 сдвинуты относительно друг друга на угол 90 или 180°. Эксцентриситет равен 10... 20 мм. Подъем эластичного ковра от поддона, т. е. вход пульсаторов в зону бетона, составляет 5... ...8 мм. Частота пульсаций 100... 130 с-1. При работе установки непосредственно над пульсаторами возникают небольшие области плоских волн деформаций бетонной смеси. 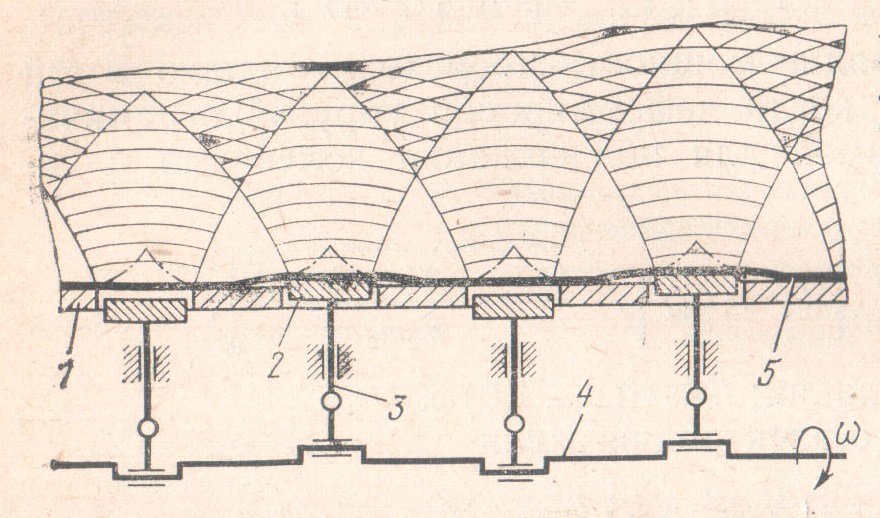 Экспериментально установлено, что таким методом достигается хорошая степень уплотнения бетонной смеси при формовании изделий высотой до 2,5 м из бетонов средней пластичности. Как видно из приведенного описания импульсной установки, ее отличительной особенностью от других вибрационных машин объемного уплотнения является то, что колебания передаются непосредственно бетонной смеси, что исключает необходимость приведения форм, обладающих большими массами, в колебательное движение. Это значительно снижает энергоемкость процесса уплотнения и повышает долговечность дорогостоящего парка форм. Недостатком таких импульсных установок является то, что на готовых изделиях остается след от окон в поддоне формы из-задеформации эластичного ковра под силой тяжести бетонной смеси. С целью исключения этого недостатка были предложены формы, в которых пульсатор является составной частью их конструкции. 5. Расчёт виброплощадки. Вариант 22. Рассчитать виброплощадку со стандартными виброблоками и вертикальными направленными колебаниями. Формуется железобетонное изделие размером (6x3x0,15) м. Сечение сплошное. По технологическим соображениям необходимо обеспечить частоту колебаний близкую к 50 Гц с амплитудой колебаний 0,00030 м. Расчету подлежат конструктивно-кинематические параметры и вариант (пружинный или баллонный) опорно-амортизационных устройств. 5.1.Определение параметров виброплощадки 5.1.1 Расчет конструктивно-кинематических параметров виброплощадки и вибратора. Грузоподъёмность виброплощадки: Q=(Gб+Gф)*g-1, Где Gб-сила веса бетона,Н; Gб=Vб* ρ*g; Gф=К2* Gб Vб –объём бетона в изделии, м3; ρ – плотность бетона в изделии, кг/ м3; g = 9,81 м/с2; К2 - коэффициент соотношения, К2 = 0,70...0,75. При ρ = 2450 кг/м3, К2=0,75; V6 = 6*3*0,15 = 2,7 м3, G6= 2,7*2450*9,81 =64893 Н; Q=( Gб +0,75Gб)\9,81=11576,2 кг; Сила веса вибрирующих частей: Gвч=Gкв+Gф+KGб, Где Gкв – сила веса колеблющихся частей конструкции виброплощадки. Gкв= g* К1* Q= К1*(1+ К2)* Gб; К - коэффициент присоединения бетонной смеси, К = 0,20...0,35; К1- коэффициент пропорциональности, К1 = 0,35...0,45; При К=0,25; К1 = 0,40; К2=0,75; Gвч= К1*(1+ К2)* Gб+ К2* Gб+ KGб=(К1+К1*К2+К2+К)* Gб =(0,40+0,40*0,75+0,75+0,25)* 64893=110318 Н. Расчет параметров вибратора Необходимая величина статического момента дебалансов Мк = AGBЧ = 0,00030*110318 = 33,10 Н* м. Количество виброблоков Zв=QQв-1 где Qв- грузоподъемность одного виброблока в зависимости от А (табл. 5.1 [2]). Cогласно таблице принимаем Qв=1500 кг. Zв=11576,2/1500=7,7; Принимаем Zв=8. Общее количество дебалансов: Zд = ZBm, где т - количество дебалансов в одном блоке. При т = 4 ZД= 8*4=32 шт. Статистический момент одного дебаланса: Мж=МК*ZД-1=33,10/32=1,03 Н*м; Основные размеры дебаланса (рис.8) конструктивно принимаем rs=0,075м, rн=0,1м, 2δ=85º, δ=42,5º=0,742 рад; Площадь сечения дебаланса: F= δ*( rн2 - rs2) F=0,742*(0,12-0,0752)=0,00325рад*м2 Рисунок 8.Элементы геометрии дебаланса. 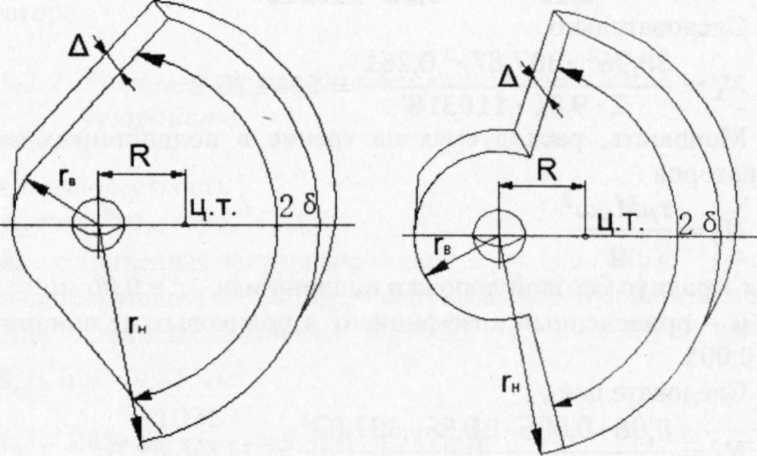 Радиус центра тяжести сечения дебаланса:  Масса дебаланса:  Ширина дебаланса при плотности материала ρ0=7850 кг/м3  Мощность привода виброплощадки: Мощность, расходуемая на уплотнение смеси  где ώ- круговая частота колебаний; ώ = 2πώ0 = 2*3,14*50 = 314,0 рад/с; α - угол сдвига фаз,   Мощность, расходуемая на трение в подшипниках валов вибраторов  Где r- радиус беговой дорожки подшипника, r=0,06м; µ - приведённый коэффициент в роликовых подшипниках, µ= 0,005.  Дополнительная мощность для уравновешивания неравно мерности нагрузки на валах вибраторов  Общая мощность привода на поддержание устойчивого процесса уплотнения  Мощность двигателя привода:  Nd=40,13*0,9-1=44,59 кВт. Принимаем к установке четыре электродвигателя 4А1602УЗ, Nде=15 кВт, nd=3000 1/мин=3000/60=50Гц При nd=50 Гц установки механизмов для изменения часто ты вращения не требуется, так как  где пд, пв - число оборотов валов электродвигателя и дебаланса вибратора. Список используемой литературы 1. Борщевский А. Г. Механическое оборудование заводов сборного железобетона.- М: Стройиздат, 1993.- 235 с. 2. Абраменков Д.Э. Механическое оборудование: виброплощадки с вертикально направленными гармоническими колебаниями. Методические указания- Новосибирск: НГАСУ, 2011. 3. Борщевский А. А., Ильин А. С. Механическое оборудование для производства строительных материалов и изделий: Учеб. для вузов по спец. «Пр-во строит. изделий и конструкций».- М.: Высш. шк., 1987.- 368 с. |