|
|
визуально измерительный контроль. ВИК мой. Вик 01 технологическая карта визуального и измерительного контроля
ВИК - 01
|
ТЕХНОЛОГИЧЕСКАЯ КАРТА
ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ
|
Начальник ЛТД и НК
Кадочин Кузьма Александрович
|
ООО «ДИМАСИНТЕРТЕЙМЕНТ»
|
Составил
Давидюк Александр Сергеевич
|
|
|
Данные об изделии
|
Приемка под контроль
|
Заказчик
|
Ткач Дмитрий Игоревич
|
Подготовленный к ВИК сварной шов должен соответствовать следующим требованиям:
Весь шлак удален вручную или механическим способом;
Нет отпечатков от применения ручного инструмента;
Предотвращен чрезмерный нагрев соединения при шлифовании, обеспечена равномерность формы сварного шва;
В угловых и стыковых сварных соединениях обеспечивается плавное сопряжение с основным металлом;
Зачистка околошовной зоны от грязи, пыли, брызг металла, шлака, ржавчины не менее 20 мм в каждую сторону от сварного шва;
Шероховатость поверхности не более Ra=12,5 мкм, Rz=80 мкм.
|
Адрес
|
г.Санкт-Петербург, ул. Шевченко, д. 19, корпус 2
|
Заказ №
|
1337-27
|
Наименование
|
Труба электросварная прямошовная круглая
|
Заводской №
|
112233
|
Чертеж:
|
200227
|
Материал
|
Ст3сп
|
Термообработка
|
Нормализация
|
Способ сварки
|
Дуговая сварка в защитном газе плавящимся электродом
|
Оборудование
|
УШС-3, штангенциркуль ЩЦ-1–150–0,1, набор радиусных шаблонов, лупа измерительная ЛИ 3-10х, приспособление для измерения глубины подрезов ИЧ-10
|
Поверка
|
ООО «ICEMELT»
|
Условия контроля
|
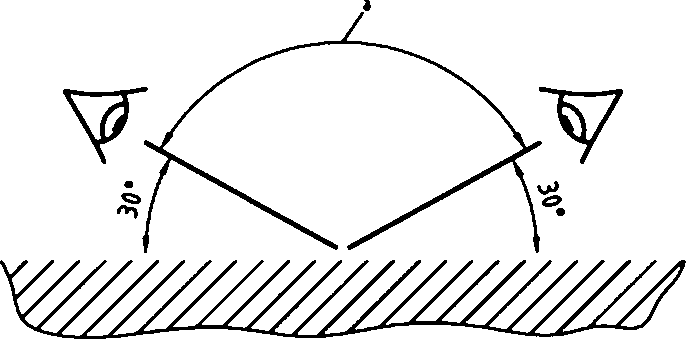
Освещенность в месте контроля не менее 350 лк (рекомендовано 500 лк). При контроле следует обеспечивать расстояние от глаз до поверхности в районе 600 мм и угол зрения не менее 30°. Следует учитывать возможность дистанционного контроля с использованием зеркал, перископов, видеокамер, если доступ для контроля невозможен, или же дистанционный контроль предписан в применяемом стандарте. Для выявления дефектов может использоваться дополнительный источник света.
|
Процедура контроля
|
Методика контроля
|
ISO 17637-2014
|
Форма и размеры шва
|
Оценка качества
|
ISO 10675-1
|
Выполненный сварной шов следует проверить на соответствие требованиям технической документации, стандарта на продукцию или приемочных требований, например, на соответствие ISO 5817-2009. Сварной шов следует проверить, чтобы удостовериться в следующем:
1)Форма и высота выпуклости сварного шва удовлетворяет приемочным требованиям;
2) Поверхность сварного шва является нормальной (рисунок, шаг чешуйчатости сварного шва и его внешний вид являются удовлетворительными). Расстояние между последним слоем и основным металлом, а также расстояние между валиками сварного шва соответствует НТД;
3) Ширина сварного шва является постоянной по всей длине. Разделка стыкового шва полностью заполнена.
|
Уровень качества
|
ISO 5817-2009
|
Область расположения глаз по ISO 17637
|
|
|
Корень и поверхность сварного соединения
|
Сварное соединение проверяют:
Проплавления, вогнутость корня, прожоги и усадку;
Любой подрез находится в пределах приемочных требований;
Любые дефекты на поверхности сварного шва или зоны термического влияния, обнаруженные с помощью ВИК, удовлетворяют приемочным требованиям;
Любые детали, которые были временно приварены к изделию, чтобы способствовать изготовлению или сборке, не препятствуют его работоспособности, удалены без повреждения изделия. Места крепления проверены на отсутствие дефектов;
Следы от возбуждения дуги находятся в пределах приемочных требований
|
ОЦЕНКА КАЧЕСТВА по ISO 10675-1
|
Уровень качества согласно ISO 5817-2009
|
Поверхностные поры
(2017)
|
Незаваренный кратер
(2025)
|
Непровар в корне шва
(4021)
|
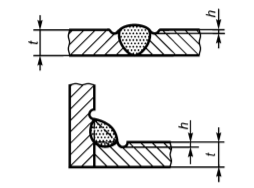
Подрез прерывистый
и непрерывистый (5012, 5011)
|
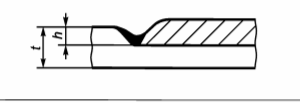
Подрез корня шва (5013)
|
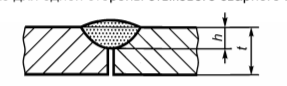
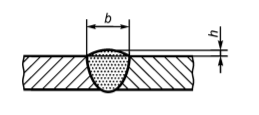
Превышение выпуклости стыкового шва (502)
|
В
|
не допускаются
|
не допускается
|
не допускаются
|
h≤0,05t
|
h≤0,05t
|
h≤1 мм+0,1b
|

|
|
|
|

|
|
Обозначения:
t-толщина изделия;
h-максимальная глубина;
b-ширина валика усиления
|
|
|
 Скачать 91.33 Kb.
Скачать 91.33 Kb.