курсач по хтт. Введение 1 Теоретические основы каталитического крекинга
 Скачать 351.46 Kb. Скачать 351.46 Kb.
|

|
ВВЕДЕНИЕ 1 Теоретические основы каталитического крекинга Краткая характеристика процесса Назначение процесса – получение компонента высокооктанового компонента бензина и жирных непредельных у/в газов из вакуумных газойлей или их смесей с остатками атмосферной перегонки. Бензин каталитического крекинга обладает антидетонационной характеристикой. Октановое число такого бензина с концом кипения 195 °С (по моторному методу) составляет 80-85. Фракции С3 и С4 служат сырьём процесса алкилирования, производства МТБЭ и продуктов нефтехимии. Также, каталитический крекинг является вторым процессом после пиролиза, в ходе которого получают в промышленных количествах пропилен, что позволяет отнести данный процесс к процессу двойного назначения – получение высокооктанового компонента бензина или получения пропилена. Процесс проводят при температуре от 450-530 °С и при давлении в диапазоне от 0,1 до 0,3 МПа. 1.2 Химизм и механизм процесса Химические превращения углеводородов крекируемого сырья, протекающие по карбений-ионному цепному механизму на поверхности ЦСК, можно представить в целом в следующей последовательности. 1. Первичные мономолекулярные реакции крекинга и деалкилирования (распад по С–С-связи) высокомолекулярных молекул исходного сырья с образованием низкомолекулярных (н. м.) углеводородов: а) крекинг парафинов с образованием н. м. парафина и олефина: СnH2n+2 → CmH2m + CpH2p+2 ; б) крекинг олефинов с образованием н. м. олефинов: СnH2n → CmH2m + CpH2p ; в) деалкилирование алкилароматических углеводородов: ArCnH2n+1 → ArH + CnH2n → ArCmH2m–1 + CpH2p ; г) крекинг нафтенов с образованием олефинов: ц-СnН2n → CmH2m + CpH2p , где n = m + р. Первичные реакции распада могут осуществляться либо термически по радикально-цепному механизму, либо каталитически на апротонных (льюисовских) центрах алюмосиликатной матрицы ЦСК: RH + L → R+ + LH– R+ → н. м. олефин + R+' R+' + LH → R'H + L или R+' → H+ + олефин. 2. Вторичные бимолекулярные реакции углеводородов на поверхности цеолита с участием карбоний-ионов, образующихся преимущественно присоединением протона к олефину (инициирование цепи): Различие по реакционной способности образующихся карбокатионов обусловливает вероятные направления превращений и степень участия их в дальнейших реакциях. Установлено, что стабильность карбониевых ионов возрастает в ряду: СН3 < +С2Н5 < + первичный < вторичный < третичный. Третичный карбониевый ион является самым стабильным. Именно этим обусловлен высокий выход изопарафиновых углеводородов, особенно изобутана, при каталитическом крекинге. Реакции развития цепи включают следующие наиболее характерные реакции карбониевых ионов: распад С–С-связи, перенос гидридиона (Н-перенос), изомеризацию, циклизацию, дециклизацию, деалкилирование, алкилирование, полимеризацию, поликонденсацию и др. Обрыв цепи превращений карбониевых ионов происходит возвратом протона к поверхности катализатора или отнятием электрона от центров Льюиса. Распад С–С-связи карбоний-иона является одной из наиболее важных целевых реакций, приводящих к образованию низкомолекулярных топливных фракций и С3–С4 углеводородов в газах каталитического крекинга. Для этой реакции применимы следующие правила: а) легче всего разрывается С–С-связь, находящаяся в β-положении по отношению к атому углерода, несущему заряд (правило — β-распада) б) у образующихся олефинов имеется двойная связь у первого углеродного атома в) из нескольких возможных вариантов более вероятен β-распад карбоний-иона с образованием олефина с меньшей длиной цепи  1 (1.2) 1 (1.2)Продукт первичного β -распада — карбоний-ион RC+H2 — может снова крекироваться до образования более стабильных карбокатионов или углеводородов (после отдачи протона или присоединения электрона); более выгодным для алкилароматических или алкилнафтеновых углеводородов является отрыв всей алкильной группы: 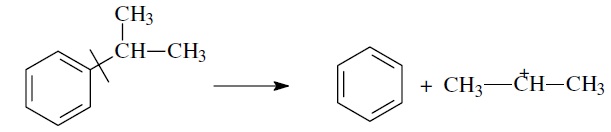 1. (1.3) 1. (1.3)Поскольку образование С+H3 и С+2H5 требует высоких энергетических затрат, цепной распад карбокатионов прерывается до образования карбониевых ионов с числом углеродных атомов 3…5. Перенос гидрид-иона (Н-перенос) можно проиллюстрировать следующим образом: R1H + R+ → R+1 + R2H (1.4) Установлено, что лучшими гидридными донорами являются нафтены, полициклические нафтены или нафтено-ароматические углеводороды, изоалканы и даже олефины. Энергетически более выгоден отрыв гидрид-иона от третичного, затем вторичного и менее выгоден от первичного углеродного атома. Нафтеновые, алкилароматические и изопарафиновые углеводороды часто содержат третичные атомы углерода и поэтому интенсивно участвуют в реакциях Н-переноса. Активными акцепторами гидрид-ионов являются наименее стабильные высокореакционноспособные карбоний-ионы или углеводороды, содержащие несколько π-связей, например диолефины. Именно Н-перенос обусловливает повышенные выход топливных фракций и химическую стабильность бензинов каталитического крекинга. По Н-переносу осуществляются следующие реакции каталитического крекинга: олефин + нафтен → парафин + арен олефин + парафин → парафин + олефин олефин + олефин → арен + парафин олефин + олефин → арен + водород арен + арен → кокс + парафин + водород и т. д. Изомеризация карбониевых ионов является наряду с распадом важной целевой реакцией, повышающей товарные качества продуктов каталитического крекинга. В большинстве случаев изомеризация протекает быстрее, чем крекинг, и потому часто предшествует β-распаду. Сочетание реакций изомеризации и β-распада обусловливает повышенное содержание в продуктах каталитического крекинга углеводородов изостроения. Изомеризация карбониевых ионов может происходить либо путем передачи протона (гидридный сдвиг), либо метильной группы (скелетная изомеризация) вдоль углеводородной цепи: 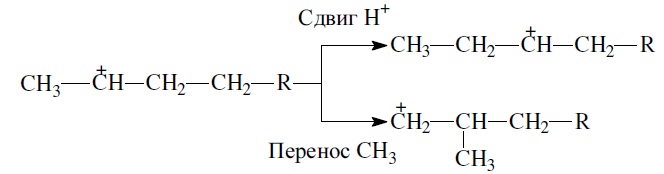 1. (1.5) 1. (1.5)Для реакций изомеризации предложен механизм, согласно которому процесс осуществляется через образование промежуточных циклических структур, например, циклопропана, циклобутана: 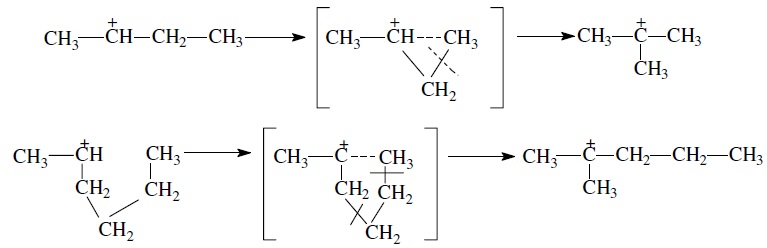 1 1 (1.6) При каталитическом крекинге поведение гомологических рядов различных типов соединений имеет свои особенности. Химизм процесса каталитического крекинга представлен на схеме, приведённой на рис. 1.1. 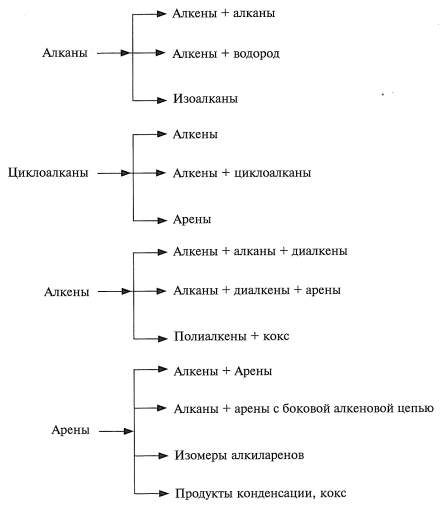 Рисунок 1.1 – Схема химизма каталитического крекинга. Основные технологические параметры процесса Параметры, которые позволяют регулировать процесс каталитического крекинга наряду с показателями качества сырья и катализаторов, являются, значение теплового эффекта реакции, температура, давление, время контакта катализатора и сырья, объёмная скорость подачи сырья и кратность циркуляции катализатора. В каталитическом крекинге тепловой эффект расценивается как суммарный эффект реакций разложения и уплотнения. Значение суммарного эффекта тепловой реакции зависит от таких факторов как, состав сырья, глубина его переработки, катализаторы и режим процесса. Температура варьирования процесса каталитического крекинга может зависеть от типа катализатора и схемы реакторно-регенераторного блока. Температуру поддерживают в пределах от 450 до 530 °С. Рост температуры может способствовать ускорению протекания реакций распада. Выход кокса c повышением температуры сначала падает, что связано с улучшением условий испарения и десорбции промежуточных продуктов уплотнения с поверхности катализатора и их уносом из реактора, а затем растёт что обусловлено ускорением скоростей реакции конденсации. При более высоких температурах возрастает количество реакций термического крекинга, в результате которых: увеличивается октановое число бензина за счёт большего выхода олефиновых углеводородов, увеличивается выход сухого газа, увеличивается выход диолефинов, в том числе бутадиена. Давление в реакторе каталитического крекинга обычно составляет от 0,13 до 0,28 МПа и может зависеть от технологического режима и типа установки. В связи с ростом давления снижается выход бензина, уменьшается выход газов C1-С3, а также суммарное содержание олефиновых и ароматических углеводородов в продуктах каталитического крекинга. С понижением давления в реакторе ухудшаются условия адсорбции углеводородов на поверхности и в порах катализатора. Повышение давления приводит к тому, что наиболее тяжелые продукты реакции переходят в жидкое состояние, медленно покидают поверхность катализатора и вовлекаются во вторичные реакции уплотнения, вследствие чего увеличивается интенсивность коксообразования и растёт выход кокса. При повышении объемной скорости подачи сырья падает степень превращения. Повышение объемной скорости может быть скомпенсировано более высокой активностью катализатора, а также повышением температуры. Обычно объёмная скорость оставляет от 1,5-3,0 ч-1 для шарикового катализатора, а для микросферического катализатора в лифт реакторе 16-20 ч-1. Время контакта сырья и катализатора по мере совершенствования катализатора и реакторно-регенераторного блока снижалось от 10-30 мин на аморфном алюмосиликате до 2-4 с на цеолитсодержащем в лифт реакторе. В системах с движущимся шариковым катализатором кратность циркуляции составляет от 1 до 4 т/т, в системах с микросферическим катализатором на каждую поступающую тонну сырья вводят 6-10 т регенерированного катализатора. Понижение кратности циркуляции снижает отложение углерода на катализаторе (снижает выход кокса), снижает глубину превращения сырья. Таким образом, увеличение соотношения кратности катализатора к сырью ведет к повышению степени крекирования и образования кокса, увеличению выхода изобутана в бутан-бутиленовой фракции, в силу преобладания реакций каталитического крекинга а также увеличению степени конверсии с получением бензиновых фракций и ниже [1]. Катализаторы процесса На установках каталитического крекинга в настоящее время используют цеолитсодержащие алюмосиликатные катализаторы, в которые введены различные оксиды металлов, улучшающие их свойства. Формула катализатора крекинга Me2nO · Al2O3 · xSiO2 · yH2O. Катализатор состоит из кристаллического (цеолита) и аморфного алюмосиликата. Содержание цеолита варьируют от 15 до 25 % мас., аморфного алюмосиликата – от 75 до 85 % мас., [1]. Вспомогательные добавки улучшают или придают некоторые специфические физико-химические и механические свойства цеолитсодержащих алюмосиликатных катализаторов (ЦСК) крекинга. ЦСК без вспомогательных добавок не могут полностью удовлетворять всему комплексу требований, предъявляемых к современным промышленным катализаторам крекинга. а) В качестве промоторов интенсифицирующих регенерацию закоксованного катализатора, применяют чаще всего платину, нанесенную в малых концентрациях (<0,1 % мас.) либо непосредственно на ЦСК, или на окись алюминия с использованием как самостоятельной добавки к ЦСК. Применение промоторов окисления на основе Рt позволяет значительно повысить полноту и скорость сгорания кокса катализатора и, что не менее важно, существенно понизить содержание монооксида углерода в газах регенерации, тем самым предотвратить неконтролируемое загорание СО над слоем катализатора в регенераторе, приводящее к прогару циклонов, котлов-утилизаторов и другого оборудования (из отечественных промоторов окисления можно отметить КО-4, КО -9, Оксипром-1 и Оксипром-2). 6) С целью улучшения качества целевых продуктов в последние тоды стали применять октаноповышающие добавки на основе цеолитсодержащего катализатора ZSM-5, повышающие октановое число бензинов на 1-2 пункта. в) Для снижения дезактивирующего влияния примесей сырья на ЦСК в последние годы весьма эффективно применяют технологию каталитического крекинга с подачей в сырье специальных пассиваторов металлов, представляющих собой металлоорганические комплексы сурьмы, висмута, фосфора или олова. Сущность эффекта пассивации заключается в переводе металлов, осадившихся на катализаторе, в неактивное (пассивное) состояние, например, в результате образования соединения типа шпинели. Пассивирующий агент вводят в сырье в виде водо- или маслорастворимой добавки. Подача пассиваторов резко снижает выход кокса и водорода, увеличивает выход бензина и производительность установки [2]. Требования, применяемые к катализаторам каталитического крекинга [4]: а) Активность, селективность и доступность б) Стойкость к истиранию в) Гидротермическая стабильность г) Селективность кокса д) Флюидизируемость Аппаратурное оформление процесса Осноным блоком установок каталитического крекинга является реактороно-регенераторный блок, который отличается для различных типов установки и применяемым на нем катализатором процесса. Для установок с микросферическим катализатором наибольшее распространение получили реактор типа лифт-реактора. Он представляет собой цилиндрический аппарат с полушаровым и коническим днищем. Диаметр реактора в зависимости от производительности составляет 2,5 – 12 м, высота цилиндрической части 10 – 16 м. Лифт-реактор работает следующим образом. Поток сырья и катализатора поступает в реактор под распределительное устройство. Оно представляет собой решетку толщиной 20 – 40 мм с отверстиями диаметром 35 – 50 мм и «живым» сечением 2 – 5 %. Обычно реакционная зона является пустотелой, иногда в ней размещают решетки из труб, уменьшающих вероятность проскока непрореагировавшего сырья из реактора. В сепарационной зоне, высота которой составляет не менее 4,5 м, оседает катализаторная мелочь, вынесенная из псевдоожиженного слоя. В верхней части размещены одноступенчатые или двухступенчатые циклоны. Уловленные частицы катализатора возвращаются обратно по специальным трубопроводам (стоякам) обратно в псевдоожиженный слой. На нижних концах этих стояков имеются клапаны, которые предотвращают проход паров по стояку в циклон. Катализатор поступает из регенератора в нижний узел ствола, где предварительно смешивается с водяным паром и затем с сырьем. Затем эта смесь поднимается по стволу и, пройдя конус с газораспределительной решеткой, поступает в зону форсированного псевдоожиженного слоя. Уловленный катализатор возвращается обратно в реактор через вертикальные стояки с обратными клапанами. 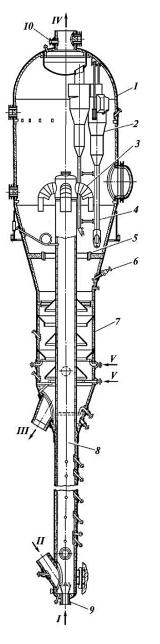 1 — корпус; 2 — двухступенчатые циклоны; 3 — баллистический сепаратор; 4 — стояки циклонов; 5 — подвижная опора; 6 — форсунка для шлама; 7 — десорбер; 8 — лифт-реактор; 9 — сопло с многочисленными форсунками; 10 — штуцер предохранительного клапана; I — сырье; II — регенерированный катализатор; III — закоксованный катализатор; IV — продукты крекинга; V — водяной пар Рисунок 1.2 — Реактор установки каталитического крекинга на микросферическом катализаторе. Катализатор из псевдоожиженного слоя опускается в десорбер, где отпаривается в противотоке с потоком водяного пара. В нижней части десорбера установлены кольцевые коллекторы для ввода водяного пара. В верхней части – форсунки для ввода шлама, то есть части остатка из ректификационной колонны, содержащего унесенный из реактора катализатор. Регенератор установки каталитического крекинга на микросферическом катализаторе представляет собой цилиндрический аппарат с коническими и полушаровым днищами. Диаметр регенератора больше диаметра реакторов и колеблется от 6 до 17 м. В отдельных случаях для отвода избыточного тепла внутри регенераторов устанавливают змеевики пароводяного охлаждения, однако чаще все тепло используется для нагрева катализатора. В нижней части, где происходит выжигание кокса с катализатора в псевдоожиженном слое, регенератор секционирован цилиндрической перегородкой на две зоны: Катализатор движется по кольцу и перетекает через два переточных окна в верх-ней части цилиндрической перегородки в центральную зону, откуда по наклонному трубопроводу направляется в реактор. Для выжигания кокса и поддержания псевдоожиженного слоя во внешнюю и центральную зоны снизу подается воздух по двум независимым коллекторам. Отработанные дымовые газы из псевдоожиженного слоя поступают в зону сепарации, которую для улучшения улавливания катализатора, выполняют с большей площадью сечения. В зоне сепарации сверху установлены шесть групп двухступенчатых циклонов диаметром 1600 и 1400 мм. Внутренние поверхности защищены слоем эрозионностойкого бетона на панцирной сетке. Для предотвращения догорания оксида углерода до диоксида предусмотрены ввод конденсата через восемь форсунок в зону сепарации и водяного пара под днище сборной камеры и в циклоны первой ступени. Для разогрева катализатора при пуске установлены шесть топливных форсунок по окружности внешней зоны псевдоожиженного слоя.  1 – корпус; 2 – цилиндрическая перегородка; 3 – радиальная перегородка; 4 – топливная форсунка;5 – форсунка для конденсата; 6 – циклоны; а – переточное окно;I – катализатор из реактора; II – регенерированный катализатор;III – воздух; IV – водяной пар; V – дымовые газы Рисунок 1.3 – Регенератор установки каталитического крекинга на микросферическом катализаторе. Совершенствование процесса Можно отметить следующие тенденции развития процесса каталитического крекинга [3]: 1. Разработка новых катализаторов, повышающих выход целевых продуктов и их качество, а также дающих возможность перерабатывать тяжелые виды сырья. 2. Модернизация установок и упрощение аппаратурного оформления, которые помогут снизить затраты на проведение процесса. Например: создание систем с малым временем отделения продуктов и катализатора, снижение времени контакта сырья с катализатором, улучшение устройств ввода сырья, отказ от печи и использование только теплообменников для нагрева сырья. 3 Расширение сырьевой базы за счет переработки вакуумных газойлей с температурой конца кипения 550 °С и выше. Для крекинга тяжелого сырья большую роль играет совершенствование цеолитов. Разрабатываются новые ультрастабильные, сверхвысококремнеземные цеолиты, которые характеризуются относительно невысокими скоростями реакций водородного переноса, в результате чего снижается количество полициклических ароматических углеводородов, которые затем превращаются в кокс. К примеру катализаторы каталитического крекинга серии «Адамант» который состоит из цеолита REHY, имеющий уникальную микро- и мезопористую структуру и определенным образом подобранный химический состав. Он термически устойчив и имеет высокую стойкость к каталитическим ядам. Использование данного катализатора в процессе каталитического крекинга позволяет снизить выход кокса и газа и повысить выход бензина. Данный катализатор имеет большой объем пор и хорошую для крекинга тяжелых углеводородов пористую структуру [4]. Современные тенденции развития технологии каталитического крекинга заставляют применять более совершенное оборудование, использование которого направлено на сокращение времени контактирования сырья с катализатором в реакторе, а также на эффективность пылеулавливания и ввода сырья и на изменение технологии отпарки отработанного катализатора. Это обусловливает необходимость разработки новых сепарационных устройств, циклонов, форсунок и введение новых технологий, обеспечивающих возможность вовлечения в сырье нефтяных остатков. Применение новых сепарационных устройств, обеспечивающих минимальное время разделения твёрдой и газовой фаз (0,2 — 0,3 с), и которые позволяют уменьшить количество вторичных реакций в камере реактора, а также снижающих выход кокса и сухого газа и увеличивающих выход дистиллятов [5]. Сырьевую базу каталитического крекинга также предлагается увеличивать с помощью вовлечения вакуумного газойля с повышенной температурой конца кипения. Во многих случаях вовлечение фракций до 550 °С не влияет на проведение процесса, при этом возрастает выход следующих фракций – газа, бензина и легкого газойля. Кроме того, такой ход позволяет увеличить глубину превращения сырья и селективность [6]. Вакуумные газойли с повышенной температурой конца кипения можно подвергать каталитическому крекингу на катализаторах, которые имеют в своем составе каолиниты, активированные гидроксокомплексами алюминия, или столбчатые алюминиевые монтмориллониты [8]. Как известно, переработка тяжелых видов сырья затруднена в первую очередь из-за того, что присутствующие в тяжелых фракциях металлы необратимо отравляют катализаторы. Эта проблема может решаться предварительной деметаллизацией сырья, что увеличивает расходы на проведение процесса каталитического крекинга. В настоящее время изучается введение различных добавок в катализаторы каталитического крекинга, которые пассивируют ванадий и никель, тем самым обеспечивая нормальное протекание процесса с хорошими выходами целевых продуктов без отправления катализатора. Огромный интерес в настоящее время представляет также введение наночастиц металлов в нефтяное сырье, что может позволить углубить переработку тяжелых углеводородов нефти на стадии атмосферной и вакуумной перегонок, в процессах крекинга, висбрекинга и замедленного коксования. При этом наночастицы образуются из металлоорганических солей (например, из 2-этилгексаноата цинка или никеля). Устойчивость наночастиц, полученных в углеводородной среде при термическом воздействии, должна обеспечить возможность их дальнейшего использования при переработке тяжелых фракций нефти. Для повышения эффективности процесса каталитического крекинга исследуются различные методы предварительной подготовки сырья. Одним из таких методов является гидродинамическая кавитация. Этот способ заключается в активации сырья за счет действия единичного импульса кавитации, осуществляемого в дезинтеграторе. Для активированного сырья выход ценных продуктов каталитического крекинга в лабораторных условиях заметно превышает выход этих продуктов при проведении процесса с необработанным сырьем. Так, выход бензина увеличился более чем на 4%, газа на 1%, легкого газойля на 1%, а содержание кокса снизилось почти на 1%. Достигнутый эффект связывают с изменением фракционного и углеводородного состава сырья при его активации [3]. 2. Выбор и обоснование технологии осуществления процесса Реакторы с движущимся слоем катализатора. Слой шарикового катализатора движется сверху вниз по реактору навстречу поднимающимся парам сырья. При контакте происходит крекинг, катализатор через низ отправляется на регенерацию, продукты на разделение. Регенерация протекает в отдельном аппарате с помощью воздуха; при этом выделяющееся при сгорании кокса тепло используют для генерации пара. Типовая установка - 43-102. В реакторах с движущимся слоем шарикового катализатора катализ, массо- и теплообмен осуществляется прямотоком. Недостатки: - при прямотоке в отличие от противотока завершающие стадии катализа осуществляются на поверхности закоксованного катализатора после потери первоначальной активности; - катализ проводится на поверхности крупнозернистого катализатора; - большое время контакта (десятки минут) приводит к ухудшению селективности крекинга в результате интенсивного протекания побочных реакций, а также влечёт за собой недостаточно Все это приводит к снижению выхода целевых продуктов, а именно, выход бензина примерно равен 28%, что значительно уступает процессу, проводимому на микросферическом катализаторе. Будущего у установок с шариковым катализатором нет, поэтому их выводят из эксплуатации по мере их износа. Наряду с модернизацией технологии каталитического крекинга с микросферическим катализатором за счёт введения в действующие схемы лифт-реактора для использования преимуществ цеолитсодержащих алюмосиликатных катализаторов, были созданы новые установки с лифт-ректорам. Достоинства процесса: выход продуктов и избирательность по сравнению с другими технологическими схемами; нижний продукт фракционирующей колонны — шлам используют для подмешивания в тяжелое нефтяное топливо; тепловую и кинетическую энергию дымового газа используют для выработки пара или электроэнергии. СО дымового газа можно дожигать до СО2 в котле-утилизаторе, вырабатывающем пар высокого давления. 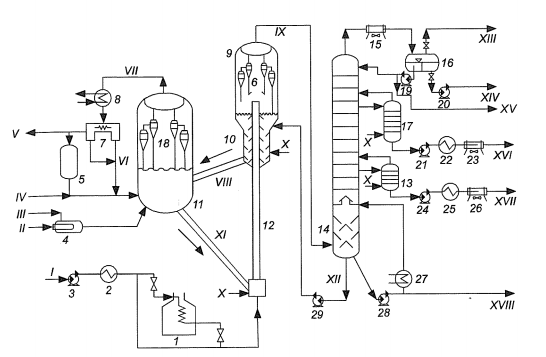 1 — трубчатая печь 2, 22, 25 — теплообменники; 3, 19-21, 24, 28, 29 — насосы; 4 — подогреватель воздуха; 5 — бункер для катализатора; 6, 18 — циклоны; 7— электрофильтр; 8 — котел-утилизатор; 9 — реактор-сепаратор; 10 — десорбер реактора; 11 — регенератор; 12 — лифт. реактор; 13,17 — отпарные колонны; 14 — ректификационная колонна; 15, 23, 26 — аппараты воздушного охлаждения; 16 — емкость; 27 — пароподогреватель. Рисунок 2.1 – Принципиальная технологическая схема установки каталитического крекинга с лифт-реактором на микросферическом цеолитсодержащем реакторе. Сырье — вакуумный газойль, предварительно нагреваемый в теплообменниках и печи до 260 °С, поступает в низ лифт-реактора 12 через сырьевые форсунки, где его смешивают с регенерированным катализатором. Процесс крекинга проводят в лифт-реакторе при температуре 15-520 °С и завершают при подходе к сепарационной зоне реактора 9, где происходит отделение продуктов реакции от катализатора. Продукты реакции через циклоны поступают в ректификационную колонну на фракционирование. Закоксованный катализатор направляют в десорбер — отпарную зону 10, где его отпаривают в противотоке с водяным паром. Десорбер секционирован каскадными перфорированными конусами, препятствующими созданию поршневого режима. В нижней части десорбера установлены кольцевые коллекторы для ввода водяного пара, в верхней части — форсунки для ввода шлама, т.е. части остатка из ректификационной колонны, содержащей унесенный из реактора катализатор. Далее катализатор самотеком поступает в регенератор 21, где с поверхности катализатора выжигают кокс. С этой целью в низ регенератора подают подогретый воздух. С верха регенератора через циклоны выводят дымовые газы и продукты сгорания), которые затем охлаждают в котле-утилизаторе 8 и очищают от катализаторной пыли на фильтре 7 и направляют в дымовую трубу. Минусы реакторов со стационарным слоем катализатором; - большие градиенты температур по высоте и сечению слоя катализатора; - большое гидравлическое сопротивление слоя катализатора; падение активности слоя катализатора в ходе эксплуатации, что влечёт за собой падение выхода бензина, что также уступает процессу каталитического крекинга на микросферическом катализаторе. Также стоит сказать, что эти установки уже практически не используются в нынешнее время. Сравнивая разные технологии, можно прийти к выводу, что крекинг на микросферическом слое катализатора в настоящее время является более желательным, в отличии от процесса на шариковом и стационарном слое, так как имеет ряд преимуществ над ними.
Таблица 3.1
4. Технологический расчёт процесса и основных аппаратов Исходные данные производительность установки по сырью Gc = 1000050 т/г; время работы установки τр = 365 дней; кратность циркуляции катализатора Кц = 4,3085; условное время контакта сырья с катализатором τ = 4 с; количество циркулирующего газойля хцг = 16 %; температура в реакторе t1 = 520 °С; температура в регенераторе t2 = 640 °С; давление в реакторе Ррк = 0,19 МПа; давление в регенераторе Ррг = 0,25 МПа. Таблица 4.1 – Характеристика вакуумного газойля
Таблица 4.2 – Характеристика катализатора FlexTec
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
