источник питания контрольная. Введение 2 сварочные свойства дуги 3
 Скачать 1.9 Mb. Скачать 1.9 Mb.
|

СодержаниеВведение 2 1. СВАРОЧНЫЕ СВОЙСТВА ДУГИ 3 1.1 Статическая вольт-амперная характеристика сварочной дуги. 5 2. ОБЩИЕ СВЕДЕНИЯ. О СВАРОЧНЫХ ТРАНСФОРМАТОРАХ 10 2.1. Принцип действия и устройство трансформатора 10 3. СВАРОЧНЫЕ ВЫПРЯМИТЕЛИ 26 4. СВАРОЧНЫЙ ГЕНЕРАТОР 32 Литература 33 ВведениеКонструкции и параметры источника питания дуги зависят от его технологического назначения: ручной сварки покрытым электродом, механизированной сварки плавящимся электродом или автоматической сварки в защитных газах или под флюсом. Если на одном рабочем месте возникает необходимость сварки различными способами, применяют более сложные универсальные источники. Перечисленные источники питания объединяют в группу источников общепромышленного назначения. Существенно отличаются от них по конструкции специализированные источники, предназначенные для сварки неплавящимся электродом в защитном газе, для плазменной сварки и резки или для электрошлаковой сварки. Источники питания классифицируются в зависимости от рода тока и принципа действия. В качестве источников переменного тока используют сварочные трансформаторы и специализированные установки на их основе; в качестве источников постоянного тока - сварочные выпрямители, преобразователи и агрегаты, а также специализированные источники на базе выпрямителей. Сварочные трансформаторы преобразуют переменное сетевое напряжение в пониженное, необходимое для сварки. Это наиболее простые и дешевые источники, широко используемые при ручной сварке покрытыми электродами и автоматической сварке под флюсом. Специализированные установки на основе трансформаторов применяют для сварки алюминиевых сплавов неплавящимся электродом в защитном газе. Устойчивость дуги постоянного тока более высока по сравнению с устойчивостью дуги переменного тока» что заметно влияет на качество сварки (на малых токах, электродами с фтористо-кальциевыми покрытиями, в углекислом газе, наплавка под флюсом). В этих случаях рекомендуется использовать источники постоянного тока. Наиболее совершенны сварочные выпрямители, которые имеют более высокий коэффициент полезного действия, меньшую массу, удобны в изготовлении и эксплуатации, обладают лучшими технологическими свойствами. Их применяют для ручной, полуавтоматической и автоматической сварки, а также в качестве универсальных источников. Сварочный преобразователь представляет собой комбинацию электродвигателя переменного тока и сварочного генератора постоянного тока. Электрическая энергия сети переменного тока преобразуется в механическую энергию электродвигателя, вращает вал генератора и преобразуется в электрическую анергию, постоянного сварочного тона, Поэтому коэффициент полезного действия преобразователя невелик: из-за наличия вращающихся частей они менее надежны и удобны в эксплуатации по сравнению с выпрямителями. Однако для строительно-монтажных работ использование генераторов имеет преимущество по сравнению с другими источниками благодаря их меньшей чувствительности к колебаниям сетевого напряжения. Сварочный агрегат состоит из двигателя внутреннего сгорания и генератора постоянного тока. Химическая энергия сгорания топлива преобразуется в механическую» а затем в электрическую энергию. Агрегаты используют в основном для ручной сварки в монтажных и полевых условиях, где отсутствуют электрические сети. Специализированные источники представляют собой аппараты, дополненные различными вспомогательными устройствами, расширяющими их технологические возможности. Источник постоянного для сварки неплавящимся электродом в защитном газе имеет устройства для возбуждения дуги и заварки кратера. Каждый источник предназначен для питания током одной дуги (однопостовой источник). В цехах с большим числом постов сварки целесообразно использовать многопостовые источники. 1. СВАРОЧНЫЕ СВОЙСТВА ДУГИСварочной дугой называется мощный устойчивый электрический разряд в газовой среде, образованной между электродами, либо между электродами и изделием. Сварочная дуга характеризуется выделением большого количества тепловой энергии и сильным световым эффектом. Она является концентрированным источником тепла и применяется для расплавления основного и присадочного материалов. В зависимости от того, в какой среде происходит дуговой разряд, различают: открытую дугу, горящую в воздухе, где составом газовой среды зоны дуги является воздух с примесью паров свариваемого металла, материала электродов и электродных покрытий; закрытую дугу, горящую под флюсом, где составом газовой среды зоны дуги являются пары основного металла, проволоки и защитного флюса; дугу, горящую в среде защитных газов (в состав газовой среды зоны дуги входят атмосфера защитного газа, пары проволоки и основного металла). Сварочная дуга классифицируется по роду применяемого тока (постоянный, переменный, трехфазный) и по длительности горения (стационарная, импульсная). При применении постоянного тока различают дугу прямой и обратной полярности. При прямой полярности отрицательный полюс силовой цепи — катод — находится на электроде, а положительный полюс — анод — на основном металле. При обратной полярности плюс на электроде, а минус на изделии. В зависимости от типа применяемого электрода дуга может возбуждаться между плавящимся (металлическим) и неплавящимся (угольным, вольфрамовым и др.) электродами. По принципу работы дуги бывают прямого, косвенного и комбинированного действия (рис. 14). 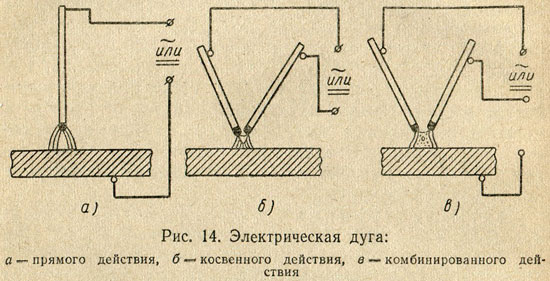 Прямой дугой называют дуговой разряд, происходящий между электродом и изделием. Косвенная дуга представляет собой дуговой разряд между двумя электродами (атомно-водородная сварка). Комбинированная дуга — это сочетание дуги прямого и косвенного действия. Примером комбинированной дуги служит трехфазная дуга, у которой две дуги электрически связывают электроды с изделием, а третья горит между двумя электродами, изолированными друг от друга. Возбуждение дуги производят двумя способами: касанием, либо чирканьем, сущность которых показана на рис. 15.   Общая длина сварочной дуги (рис. 16) равна сумме длин всех трех областей: Lд = Lк + Lс + Lа, где Lд — общая длина сварочной дуги, см; Lк — длина катодной области, равная примерно 10-5 см; Lс — длина столба дуги, см; Lд — длина анодной области, равная примерно 10-3 ÷ 10-4 см. Общее напряжение сварочной дуги слагается из суммы падений напряжений в отдельных областях дуги: Uд = Uк + Uс + Uа, где Uд — общее падение напряжения на дуге, в; Uк — падение напряжения в катодной области, в; Uc — падение напряжения в столбе дуги, в; Uа — падение напряжения в анодной области, в. Температура в столбе сварочной дуги колеблется от 5000 до 12 000° К и зависит от состава газовой среды дуги, материала, диаметра электрода и Плотности тока. Температуру приближенно можно определить по формуле, предложенной академиком АН УССР К. К. Хреновым: Tст = 810 · Uэф, где Tст — температура столба дуги, °К; Uэф—эффективный потенциал ионизации. |