источник питания контрольная. Введение 2 сварочные свойства дуги 3
 Скачать 1.9 Mb. Скачать 1.9 Mb.
|

3. СВАРОЧНЫЕ ВЫПРЯМИТЕЛИСварочные выпрямители — это устройства, преобразующие с помощью полупроводниковых элементов — вентилей — переменный ток в постоянный и предназначенные для питания сварочной дуги. Их действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении; в обратном направлении они (полупроводники) практически электрический ток не пропускают. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Селеновые полупроводники получили большое распространение потому, что они дешевые и обладают большой перегрузочной способностью (их к. п. д. около 75%). Сварочные выпрямители обладают некоторыми преимуществами перед преобразователями с вращающимися роторами (табл. 4), так как они имеют лучшие энергетические и весовые показатели, более высокий к. п. д. и просты в обслуживании. Кроме того, они имеют меньшие потери при холостом ходе и лучшие сварочные качества (как результат более широких пределов регулирования), отсутствует шум при работе. Дефицитные медные обмотки заменены в них на алюминиевые. Принцип работы сварочного выпрямителя. Сварочные выпрямители собирают по двум наиболее распространенным схемам: однофазной мостовой двухполупериодного выпрямления и трехфазной мостовой (рис. 82). 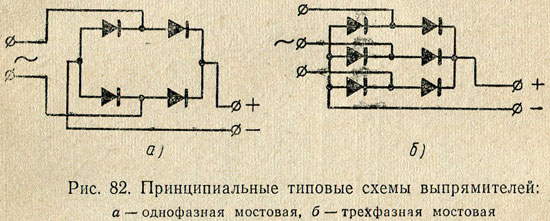 Таблица 4. Сравнение технических данных сварочных преобразователей и выпрямителей 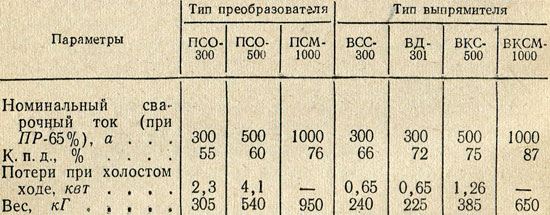 Наиболее распространена трехфазная мостовая схема выпрямления, которая обеспечивает большую устойчивость горения сварочной дуги при меньшем количестве вентилей при одинаково заданных значениях выпрямленного напряжения и тока, более равномерную загрузку всех трех фаз силовой сети и лучшее использование трансформатора сварочного выпрямителя. При работе выпрямителя по этой схеме в каждый данный момент времени ток проводят только два элемента, соединенные последовательно с нагрузкой. Таким образом, в течение одного периода получается шесть пульсаций тока. Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа: с крутопадающими, с жесткими (или пологопадающими) характеристиками и универсальные, обеспечивающие получение падающих, жестких и пологопадающих характеристик. Выпрямители с крутопадающими внешними характеристиками. Выпрямители применяют для ручной дуговой сварки и для сварки неплавящимся электродом в защитных газах. Сварочный выпрямитель в этом случае состоит из понижающего трансформатора и выпрямительного блока. К этой группе относятся выпрямители ВСС-300-3, ВСС-120-4, ВКС-500 и др, (табл. 5). Таблица 5. Технические характеристики выпрямителей с крутопадающими внешними характеристиками 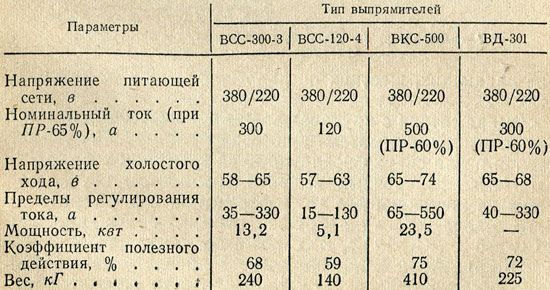 Выпрямитель ВСС-300 (рис. 83) представляет собой однопостовую сварочную установку, состоящую из понижающего трансформатора, блока селеновых шайб, пускорегулирующей аппаратуры, смонтированной в общем кожухе, и вентилятора для охлаждения трансформатора. 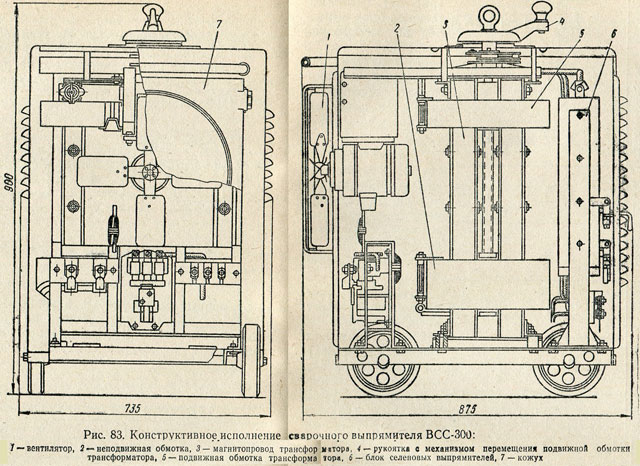 Трехфазный понижающий трансформатор выполнен с увеличенным магнитным рассеянием, что обеспечивает создание семейства падающих внешних характеристик. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками понижающего трехфазного трансформатора. Чтобы уменьшить ход подвижных обмоток, требуемые пределы регулирования величины сварочного тока стараются получить одновременным переключением первичной и вторичной обмоток с «треугольника» на «звезду» (рис. 84). Выпрямительный блок выполнен по трехфазной мостовой схеме и состоит из трех соединенных параллельно селеновых столбов с пластинами размером 100 Х Х400 мм. 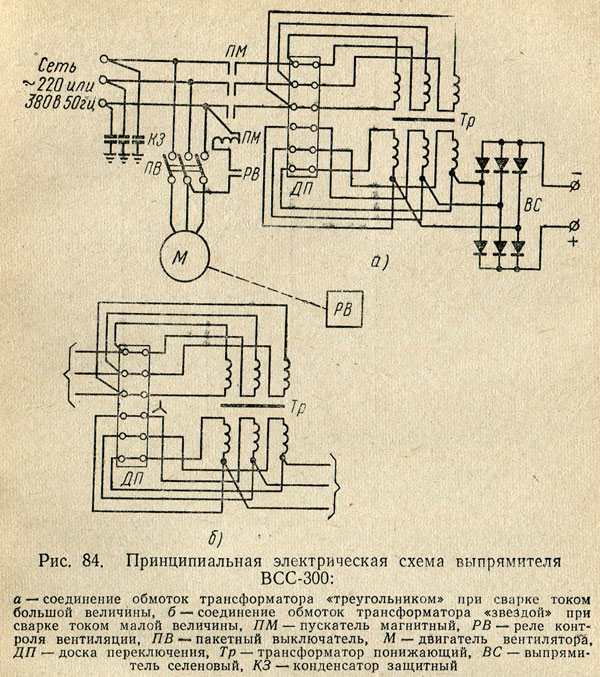 Электрическая схема обеспечивает выключение выпрямителя от чрезмерного перегрева. Выпрямитель снабжен фильтрами для подавления радиопомех. Сварочные выпрямители с жесткими внешними характеристиками применяются для сварки плавящимся электродом в углекислом газе и других защитных газах, а также могут применяться для сварки под флюсом при постоянной скорости подачи электродной проволоки. Их также можно использовать для сварки порошковой проволокой ЭПС-15/2 (табл. 6). Таблица 6.Технические характеристики сварочных выпрямителей с жесткими внешними характеристиками 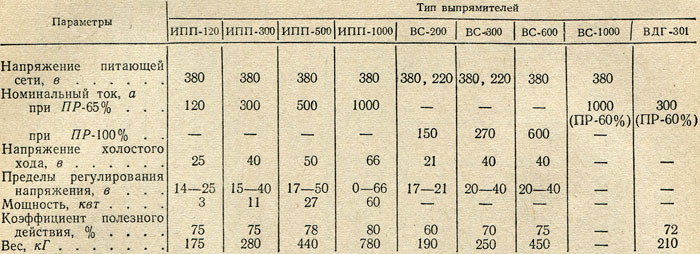 Таблица 7.Технические характеристики универсальных сварочных выпрямителей 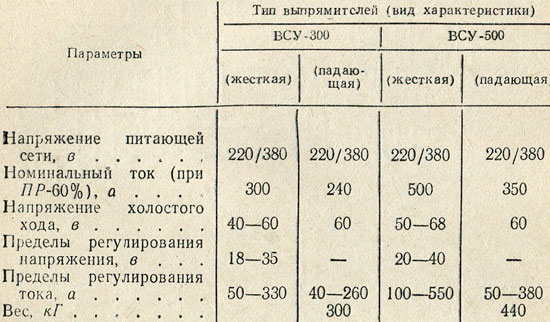 Выпрямители типа ВСУ обеспечивают возможность получения как жестких, так и падающих внешних характеристик, поэтому их можно применять для ручной дуговой сварки, автоматической сварки плавящимся и неплавящимся электродами в защитных газах и для сварки под флюсом. Универсальный выпрямитель состоит из понижающего трансформатора, дросселя насыщения с обмотками обратной связи выпрямительного блока. Выпрямители типа ВСУ обеспечивают получение жестких внешних характеристик с повышенным напряжением холостого хода до 68 в, что значительно облегчает зажигание сварочной дуги и обеспечивает стабильное ее горение. 4. СВАРОЧНЫЙ ГЕНЕРАТОРДля осуществления процесса используется специальное оборудование для автоматической сварки. Основными элементами сварочного автомата являются: сварочный генератор (источник сварочного тока), сварочная головка, устройство подачи проволоки, устройство подачи и удаления флюса, схема управления и контроля, устройство перемещения. В качестве источников питания используются сварочные инверторы, способные поддерживать жесткие или падающие внешние вольт-амперные параметры. Сварочная головка является основополагающим звеном всего оборудования. Именно с ее помощью подается электрический ток, направляется проволока и флюс, снимаются и подаются сигналы для корректировки процесса. В ее конструкцию включены следующие основные элементы: токоподводящее приспособление, механизм вытяжки и направления сварной проволоки, дозатор выдачи флюса, устройство, корректирующее положение сопла относительно шва. Формирование сварного шва возможно при перемещении дуги вдоль соединяемых металлов. Это можно достичь двумя способами: перемещением головки с электродом относительно неподвижной заготовки или перемещением самой сварочной ванны относительно неподвижной головки. Исходя из этого, аппараты подразделяются на 3 основных типа: подвесные неподвижные головки, передвижные устройства (сварочный трактор) и установки орбитального (кругового) перемещения для сварки труб большого диаметра.  Литература1. Браткова О.Н. Источники питания для сварочной дуги: Учебник. – М.: Высшая школа, 1982; 2. Готлиб B.C., Ирвинг А.С. Источники питания. – М.: Машиностроение, 1981; |