источник питания контрольная. Введение 2 сварочные свойства дуги 3
 Скачать 1.9 Mb. Скачать 1.9 Mb.
|

2. ОБЩИЕ СВЕДЕНИЯ. О СВАРОЧНЫХ ТРАНСФОРМАТОРАХСварочные трансформаторы предназначены для преоб разования сравнительно высокого напряжения электри ческой сети (220 В или 380 В) в более низкое напряже ние вторичной электрической цепи для возбуждения и горения сварочной дуги. Напряжение на вторичной обмотке сварочного транс форматора при холостом ходе (то есть без нагрузки в сва рочной цепи) составляет обычно 60-75 В. При сварке на малых токах (примерно 50—100 А) для устойчивого горе ния дуги требуется иметь несколько более высокое напря жение холостого хода, а именно, напряжение 70—80 В. Различают сварочные трансформаторы однопостовые и многопостовые, Однопостовые сварочные трансформа торы предназначены для обеспечения сварочным током Одного рабочего места и имеют соответствующую внешнюю характеристику. Многопостовые трансформаторы служат для питания нескольких рабочих мест одновременно. Мно гопостовые трансформаторы имеют жесткую характерис тику, а для обеспечения устойчивого горения сварочной дуги (т. е. создания падающей характеристики) в свароч ную цепь включается дроссель. Сварочные трансформаторы различают также по фаз-ности (однофазные и трехфазные трансформаторы). По конструктивным особенностям сварочные трансфор маторы для дуговой сварки делят на две главные группы: — сварочные трансформаторы с нормальным магнит ным рассеянием; — трансформаторы с развитым магнитным рассеянием. Сварочные трансформаторы с нормальным рассеянием конструктивно выполняются либо в виде двух раздель ных аппаратов, ибо в виде единого общего корпуса. Трансформаторы с развитым магнитным рассеянием конструктивно различаются по способу регулирования (ступенчатое регулирование, регулирование подвижными катушками и т. д.). 2.1. Принцип действия и устройство трансформатораДействие трансформатора основано на явлении электромагнитной индукции. Если первичную обмотку трансформатора включить в сеть источника переменного тока, то (при разомкнутой вторичной обмотке) по ней будет протекать переменный ток I0 (ток холостого хода), который возбудит в сердечнике трансформатора переменный магнитный поток. Магнитный поток, пронизывая витки вторичной обмотки трансформатора, будет индуктировать в этой обмотке э. д. с. Если вторичную обмотку замкнуть на какой-либо приемник энергии (на рис. 101 — лампы накаливания), то под действием индуктируемой э. д. с. E2 по этой обмотке и через приемник энергии будет протекать ток I2. Одновременно увеличится ток первичной обмотки I1. Таким образом, электрическая энергия, трансформируясь, будет передаваться из первичной сети во вторичную, но при другом напряжении, на которое рассчитан приемник энергии, включенный во вторичную сеть. 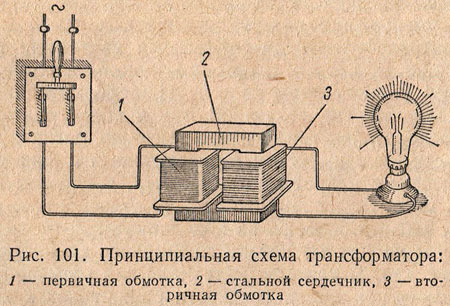 Для улучшения магнитной связи между первичной и вторичной обмотками они помещаются на стальном магнитопроводе. Для уменьшения потерь от вихревых токов магнитопроводы трансформаторов собираются из тонких пластин (толщиной 0,5 и 0,35 мм) трансформаторной стали, покрытых изоляцией (жаростойким лаком). Трансформаторная сталь может быть как горячекатаной, так и холоднокатаной. Холоднокатаная сталь имеет высокую магнитную проницаемость (больше, чем у горячекатаной) в направлении, совпадающем с направлением проката, тогда как поперек проката магнитная проницаемость ее относительно низкая. Поэтому магнитопроводы из холоднокатаной стали делают так, чтобы магнитные потоки замыкались по направлению проката стали. В качестве материала для магнитопроводов трансформаторов малой мощности служит лента холоднокатаной стали. В настоящее время ленточные разрезные магнитопроводы трансформаторов изготовляют следующим образом: половину магнитопроводов делают из полос холоднокатаной стали различной длины так, что полосы укладываются в пакет ступенями. В специальных формах пакеты на прессе выгибают (делают верхнюю и нижнюю половины магнитопровода) и отжигают для снятия остаточных механических напряжений. После пропитки в клеящем составе (для склейки отдельных листов) половины магнитопроводов подвергают механической обработке (для фрезеровки стыков) и направляют на сборку. При сборке трансформатора обмотки устанавливают на магнитопроводе и половины магнитопроводов (верхняя и нижняя) составляют и стягивают, причем предварительно места стыков покрывают специальным клеящим составом. В трансформаторах больших мощностей магнитопроводы собирают из полос стали. Холоднокатаную сталь разрезают так, чтобы направление магнитных линий в собранном магнитопроводе совпадало с направлением прокатки стали. У горячекатаной стали магнитная проницаемость одинакова во всех направлениях и при малых мощностях магнитопроводы собираются из пластин Ш - или П - образной формы, которые штампуются из листовой стали. В зависимости от формы магнитопровода и расположения обмоток на нем трансформаторы могут быть стержневыми и броневыми. Магнитопровод стержневого однофазного трансформатора имеет два стержня, на которых помещены его обмотки (рис. 102, а). Эти стержни соединены ярмом с двух сторон так, что магнитный поток замыкается через сталь. Магнитопровод броневого однофазного трансформатора (рис. 102, б) имеет один стержень, на котором полностью размещены обмотки трансформатора. Стержень с двух сторон охватывается (бронируется) ярмом так, что обмотка частично защищена сердечником от механических повреждений. 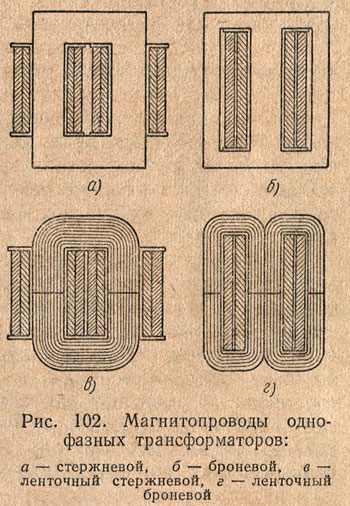 Ленточные магнитопроводы из холоднокатаной стали, так же как и из горячекатаной стали, могут быть стержневыми (рис. 102, в) или броневыми (рис. 102, г). Трансформаторы большой мощности в настоящее время изготовляют исключительно стержневыми, так как у них проще изоляция обмоток высшего напряжения от сердечника, чем в броневых. В трансформаторах малой мощности напряжения обмоток малы, а поэтому изоляция их от сердечника значительно упрощается. Поэтому трансформаторы малой мощности часто изготовляют с броневым магнитопроводом, который имеет только один комплект с двумя обмотками, тогда как у стержневого — два комплекта. Магнитный поток в броневом магнитопроводе, выходя из стержня, разветвляется на две равные части так, что магнитный поток, замыкающийся через ярмо, вдвое меньше, чем в стержне, вследствие чего сечение ярма делают вдвое меньшим, чем сечение стержня. Часто выполняют сердечники трансформаторов с уширенным ярмом, в которых поперечное сечение ярма больше поперечного сечения стержня. Это дает возможность уменьшить магнитную индукцию в ярме, снижает потери в стали и уменьшает потребление трансформаторами реактивных намагничивающих токов из сети. Обмоткам трансформатора придают преимущественно форму цилиндрических (круглых) катушек, концентрически нанизываемых на стержень магнитопровода. Обмотки такой формы лучше противостоят радиальным электродинамическим усилиям, возникающим при работе трансформатора. В некоторых случаях применяют катушки более сложной формы — прямоугольные, овальные и др. При малых токах обмотки делают из медного или алюминиевого изолированного провода круглого поперечного сечения. При больших токах применяют провод прямоугольного поперечного сечения, наматываемый в одну или несколько параллелей. Расположение цилиндрических обмоток показано на рис. 103. Ближе к стержню магнитопровода помещается обмотка низшего напряжения НН, так как ее легче изолировать от магнитопровода, чем обмотку высшего напряжения ВН. Обмотка низшего напряжения изолируется от магнитопровода прокладками, рейками, шайбами из какого-либо изоляционного материала (чаще из электрокартона). Обмотка высшего напряжения также изолируется от обмотки низшего напряжения. 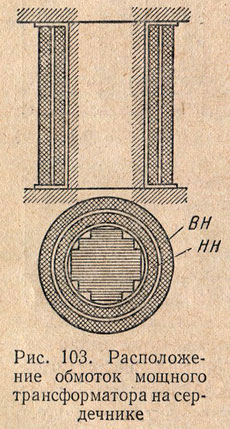 При цилиндрических обмотках поперечному сечению магнитопровода желательно было бы придать круглую форму, так как в этом случае площадь, охватываемая обмотками, не имела бы промежутков, не заполненных сталью. Чем меньше незаполненных промежутков, тем меньше длина витков обмоток и, следовательно, вес обмоточного провода при заданной площади поперечного сечения магнитопровода. Однако магнитопроводы круглого поперечного сечения не делают. Для изготовления магнитопровода круглого сечения надо его собрать из стальных листов различной ширины, что потребует большого числа штампов. Поэтому в трансформаторах большой мощности магнитопровод имеет ступенчатое поперечное сечение с числом ступеней не более 9 — 10. Число ступеней сечения сердечника определяется числом углов в одной четверти круга. На рис. 103 показано три ступени поперечного сечения магнитопровода. Для лучшего охлаждения в магнитопроводах мощных трансформаторов устраивают охлаждающие каналы в плоскостях, параллельных и перпендикулярных плоскости стальных листов. Охлаждающие каналы устраивают также и в обмотках. В трансформаторах малой мощности поперечное сечение магнитопровода имеет прямоугольную форму и обмоткам придают форму прямоугольных катушек. Магнитопроводы трансформаторов собираются встык или внахлестку. При сборке встык вначале собирают все части магнитопровода раздельно из отдельных полос или пластин и затем вместе. При такой сборке просто осуществляется монтаж и демонтаж трансформатора. Но при установке ярма его пластины не будут точно совпадать с пластинами стержня, в результате чего в стыках пластины ярма и стержня окажутся замкнутыми. Такое замыкание пластин ведет к увеличению вихревых токов, которые могут вызвать недопустимо высокий нагрев стали в месте стыка. Нагрев может стать настолько высоким, что стальные пластины сплавятся в сплошную массу («пожар» в стали) и трансформатор выйдет из строя. Поэтому в месте стыка необходимо поместить изоляционную прокладку, увеличивающую магнитное сопротивление. При сборке внахлестку стальные пластины укладывают так, чтобы у лежащих рядом полос разрезы были в различных местах, и магнитопровод собирается целиком. При такой сборке усложняется монтаж и демонтаж трансформатора, но значительно уменьшается магнитное сопротивление, так как пластины могут плотно прилегать одна к другой. В паспорте трансформатора указаны его номинальные полная мощность S в вольт-амперах (ва) или в киловольт-амперах (ква), напряжения U1 и U2в вольтах (в) или киловольтах (кв) и токи I1 и I2 в амперах (а) первичной и вторичной обмоток при полной (номинальной) нагрузке. В ваттах и киловаттах измеряется активная мощность трансформатора, т. е. мощность, которая может быть преобразована из электрической в механическую, тепловую, химическую, световую и т. д. Сечения проводов обмоток и всех частей машины или любого электротехнического аппарата определяются не активной составляющей тока или активной мощностью, а полным током, протекающим по проводнику и, следовательно, полной мощностью. Трансформаторы малой мощности имеют большую удельную поверхность охлаждения и естественное воздушное охлаждение является для них вполне достаточным. Трансформаторы большой мощности устраивают с масляным охлаждением, для чего помещают их в металлические баки, наполненные минеральным (нефтяным) маслом. Наиболее широко распространено естественное охлаждение стенок бака трансформатора. Для увеличения охлаждающей поверхности в стенки баков вваривают стальные трубы или радиаторы. Масло в баке трансформатора в процессе эксплуатации соприкасается с окружающим воздухом и подвергается окислению, увлажнению и загрязнению, вследствие чего уменьшается его электрическая прочность. Для обеспечения нормальной эксплуатации трансформаторов необходимо контролировать температуру масла, наблюдать за ним, производить его периодическую сушку и очистку или замену новым. Изменение температуры трансформатора приводит к изменению уровня масла. В связи с этим баки трансформаторов снабжаются расширителями. Расширитель, представляющий собой цилиндрический сосуд из листовой стали, устанавливается над крышкой бака и соединяется с ним патрубком. Объем расширителя составляет 10% объема масла в баке. При изменениях температуры уровень масла изменяется только в расширителе. В результате этого уменьшается поверхность масла, соприкасающаяся с воздухом, и масло предохраняется в значительной мере от загрязнения и увлажнения. ОДНОПОСТОВЫЕ СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые. Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику. Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы: трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе; трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием). Нашли применение трансформаторы обеих групп, а за последние годы преимущественно трансформаторы в однокорпусном исполнении с развитым магнитным рассеянием и с магнитными шунтами. Трансформаторы с нормальным магнитным рассеянием. Трансформаторы с отдельным дросселем. Жесткая внешняя характеристика такого трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Технические данные трансформаторов СТЭ-24У и СТЭ-34У с дросселями приведены в табл. 1. Таблица 1 .Технические характеристики сварочных трансформаторов 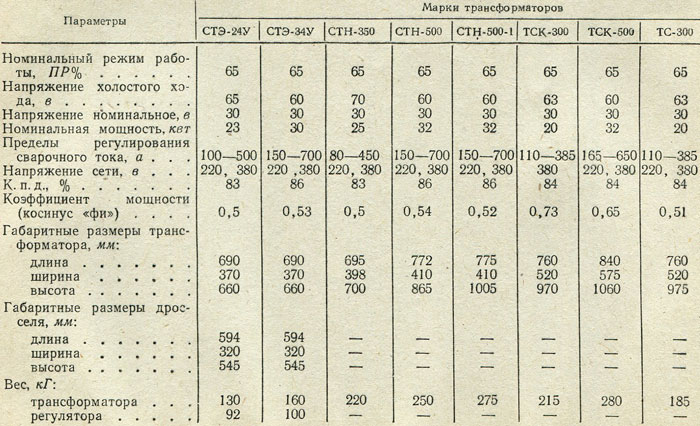 Продолжение табл. 1 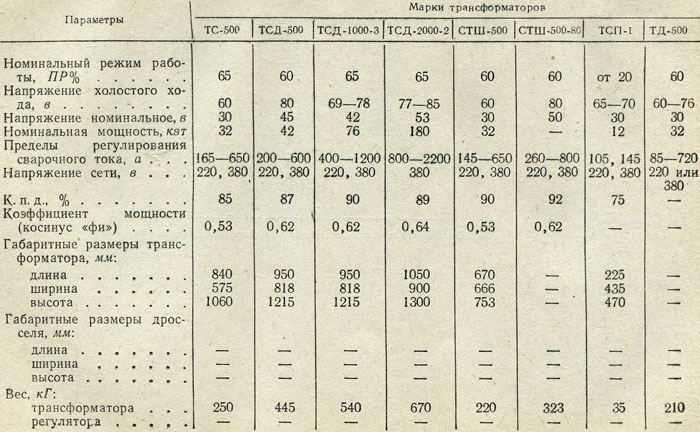 Трансформаторы типа СТН со встроенным дросселем. По этой конструктивной схеме выполнены трансформаторы СТН-500 и СТН-500-1 для ручной дуговой сварки и трансформаторы с дистанционным управлением ТСД-500, ТСД-2000-2, ТСД-1000-3 и ТСД-1000-4 для автоматической и полуавтоматической сварки под флюсом. Технические данные указанных трансформаторов приведены в табл. 23. Схема конструкции трансформатора типа СТН системы академика В. П. Никитина и его внешние статические характеристики показаны на рис. 58. Магнитное рассеяние и индуктивное сопротивление обмоток (1 и 2) трансформатора невелики, внешняя характеристика жесткая. Падающая характеристика создается за счет реактивиой обмотки 3, создающей индуктивное сопротивление. Верхняя часть магнитопровода является одновременно и частью сердечника дросселя. 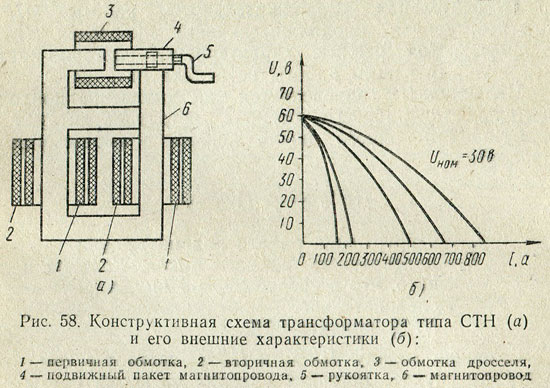 Величина сварочного тока регулируется перемещением подвижного пакета 4 (винтовым механизмом с помощью рукоятки 5). Напряжение холостого хода у этих трансформаторов 60 — 70 в, а номинальное рабочее напряжение Uном = 30 в. Несмотря на объединенный магнитопровод, трансформатор и дроссель работают независимо друг от друга. В электротехническом отношении трансформаторы типа СТН не отличаются от трансформаторов с отдельными дросселями типа стэ. Для автоматической и полуавтоматической сварки применяют трансформаторы типа ТСД. Общий вид конструкции трансформатора ТСД-1000-3 и его электрическая схема показаны на рис. 59 и 60. 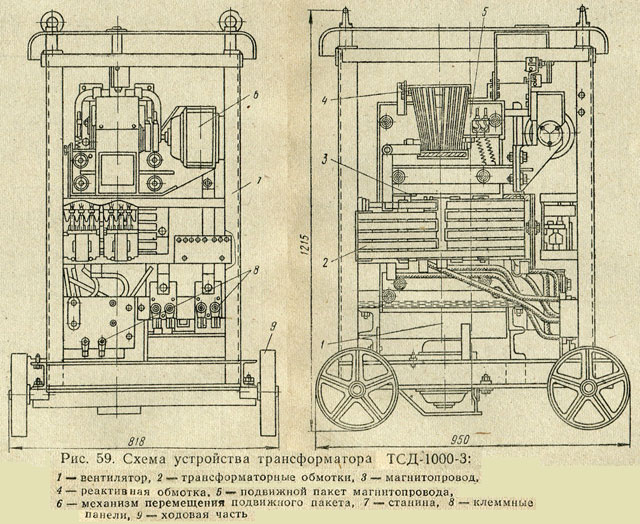 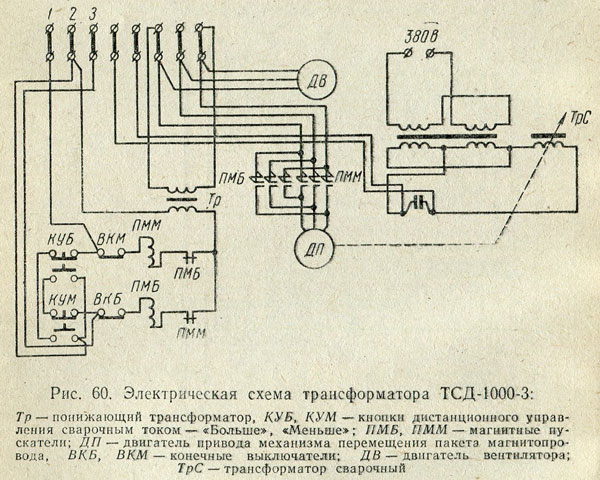 Трансформаторы типа ТСД имеют повышенное напряжение холостого хода (78 — 85 в), необходимое для стабильного возбуждения и горения сварочной дуги при автоматической сварке под флюсом. Падающая внешняя характеристика трансформатора создается реактивной обмоткой 4. Трансформатор типа ТСД имеет специальный электропривод для дистанционного регулирования сварочного тока. Для включения приводного синхронного трехфазного электродвигателя ДП с понижающим червячным редуктором служат два магнитных пускателя ПМБ и ПММ, управляемые кнопками. Перемещение подвижной части пакета магнитопровода ограничивается конечными выключателями ВКБ и ВКМ. Трансформаторы снабжены фильтрами для подавления радиопомех. Кроме применения для автоматической и полуавтоматической сварки под флюсом, трансформаторы ТСД-1000-3 и ТСД-2000-2 применяются в качестве источника питания для термической обработки сварных соединений из легированных и низколегированных сталей. Трансформаторы с развитым магнитным рассеянием. Трансформаторы типа ТС и ТСК представляют собой передвижные понижающие трансформаторы стержневого типа с повышенной индуктивностью рассеяния. Они предназначены для ручной дуговой сварки и наплавки, могут применяться для сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности. Трансформаторы типа ТС, ТСК не имеют подвижных сердечников, склонных к вибрации, поэтому они работают почти бесшумно. Регулирование сварочного тока осуществляется изменением расстояния между подвижной I и неподвижной II катушками (рис. 61, в). При удалении подвижной катушки от неподвижной увеличиваются магнитные потоки рассеяния и индуктивное сопротивление обмоток. Каждому положению подвижной катушки соответствует своя внешняя характеристика. Чем дальше находятся друг от друга катушки, тем большее число магнитных силовых линий будет замыкаться через воздушные пространства, не захватывая второй обмотки, и тем круче будет внешняя характеристика. Напряжение холостого хода в трансформаторах этого типа при сдвинутых катушках на 1,5 — 2 в больше номинального значения (60 — 65 в). 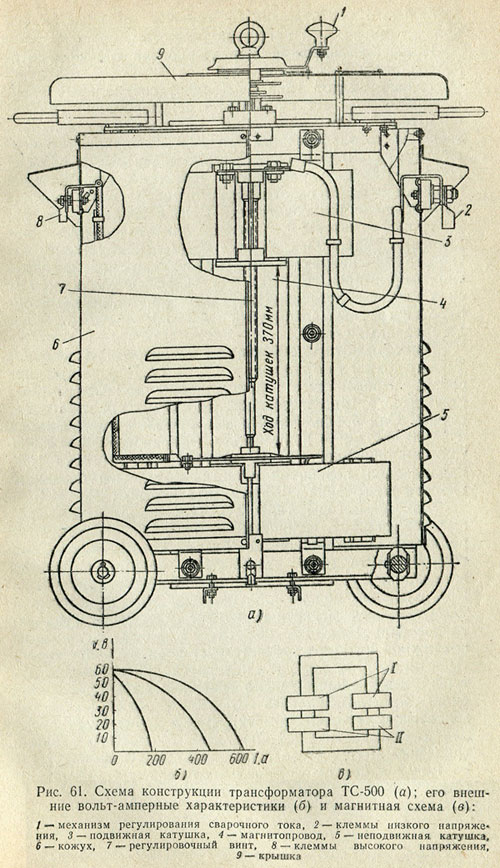 Конструкция трансформатора ТС-500 и внешние вольт-амперные характеристики показаны на рис. 61,а,б. Технические данные трансформаторов ТС и ТСК приведены в табл. 23. Трансформаторы с магнитными шунтами типа СТАН, ОСТА и СТШ. Разработанные Институтом электросварки имени Е. О. Патона сварочные трансформаторы типа СТШ-500 (А-760) имеют высокие эксплуатационные показатели и большой срок службы по сравнению с трансформаторами типа ТС, ТСК, ТД. Трансформатор СТШ стержневого типа, однофазный, выполнен в однокорпусном исполнении и предназначен для питания электрической сварочной дуги переменным током частотой 50 гц при ручной дуговой сварке, резке и наплавке металлов. На рис. 62 показана схема трансформатора СТШ-500. 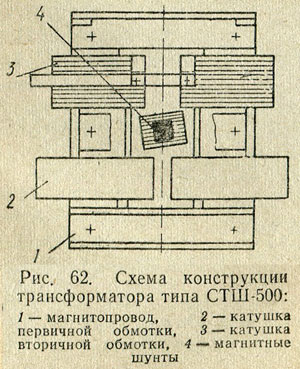 Магнитопровод (сердечник трансформатора) изготовляется из электротехнической стали Э42 толщиной 0,5 мм. Стальные листы соединяют изолированными шпильками. Катушки первичной обмотки трансформатора выполнены из изолированного алюминиевого провода прямоугольного сечения, а вторичной — из голой алюминиевой шины, между витками которой прокладывают асбестовые прокладки, предназначенные для изоляции витков от короткого замыкания. Для снижения помех радиоприемным устройствам, возникающих при сварке, применяют емкостный фильтр из двух конденсаторов типа КБГ-И. Конденсаторы смонтированы на стороне высокого напряжения. В настоящее время создан ряд новых переносных источников питания сварочной дуги переменным током — малогабаритные трансформаторы. Примерами таких трансформаторов являются, например, монтажные трансформаторы ТМ-300-П, ТСП 1 и ТСП-2. Монтажный трансформатор ТМ-300-П предназначен для питания сварочной дуги при однопостовой дуговой сварке на монтажных, строительных и ремонтных работах. Трансформатор обеспечивает крутопадающую внешнюю характеристику (с отношением тока короткого замыкания к току номинального рабочего режима 1,2 — 1,3) и ступенчатое регулирование сварочного тока, что позволяет выполнять сварку электродами диаметром 3, 4 и 5 мм. Он однокорпусной, имеет малый вес и удобен для транспортирования. Трансформатор ТМ-300-П имеет разделенные обмотки, что позволяет получать значительное индуктивное сопротивление для создания падающих внешних характеристик. Магнитопровод стержневого типа набирается из холоднокатаной текстурированной стали Э310, Э320, Э330 толщиной 0,35 — 0,5 мм. Электрическая схема трансформатора приведена на рис. 63. 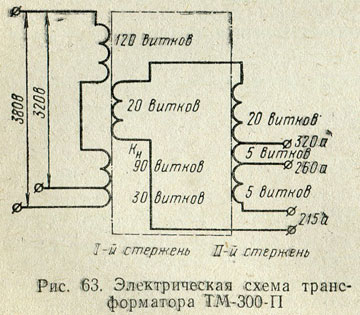 Первичная обмотка состоит из двух катушек одинакового размера, полностью размещенных на одном стержне магнитопровода. Вторичная обмотка также состоит из двух катушек, из которых одна — основная — размещается на стержне магнитопровода вместе с первичной обмоткой, а вторая — реактивная — имеет три отпайки и размещается на другом стержне магнитопровода. Реактивная вторичная обмотка значительно удалена от первичной обмотки и имеет большие потоки рассеяния, определяющие повышенное индуктивное ее сопротивление. Величина сварочного тока регулируется переключением числа витков реактивной обмотки. Такое регулирование тока позволяет увеличить напряжение холостого хода при малых токах, обеспечивая условия для устойчивого горения сварочной дуги. Первичную обмотку выполняют из медного провода с изоляцией, а вторичную обмотку наматывают шинкой. Обмотки пропитывают кремнийорганическим лаком ФГ-9, что позволяет повышать температуру их нагрева до 200° С. Магнитопровод с обмотками размещается на тележке с двумя колесами. Для сварки в монтажных условиях электродами диаметром 3 и 4 мм применяют облегченный трансформатор ТСП-1. Трансформатор рассчитан на кратковременную работу при коэффициенте загрузки поста менее 0,5 и электродах диаметром до 4 мм. Электрическая схема и внешние характеристики такого трансформатора показаны на рис. 64. Вследствие большого расстояния между первичной обмоткой А и вторичной обмоткой Бобразуются значительные потоки магнитного рассеяния. Падение напряжения за счет индуктивного сопротивления обмоток обеспечивает крутопадающие внешние характеристики. 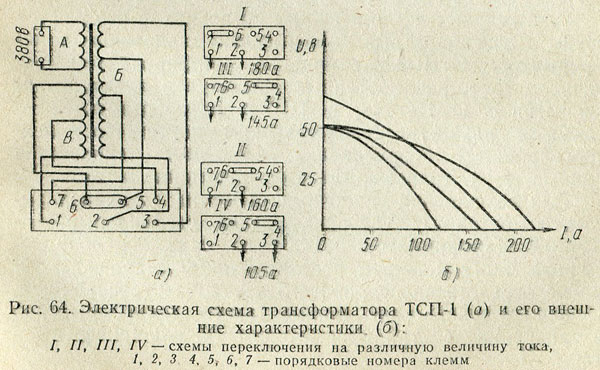 Регулирование сварочного тока ступенчатое, как и у сварочного трансформатора ТМ-300-П. Для уменьшения веса конструкция трансформатора выполнена из высококачественных материалов — магнитопровод — из холоднокатаной стали, а обмотки — из алюминиевых проводов с теплостойкой стеклянной изоляцией. Технические данные трансформатора ТСП-1 приведены в табл. 23. Для сварки в монтажных условиях выпускаются также малогабаритные облегченные сварочные трансформаторы СТШ-250 с плавным регулированием сварочного тока, разработанные Институтом электросварки имени Е. О. Патона, и ТСП-2, разработанные Всесоюзным научно-исследовательским институтом электросварочного оборудования. Основные технические данные этих трансформаторов приведены в табл. 2. Таблица 2. Технические характнристики трансформаторов СТШ-250 и ТСП-2
Таблица 3. Технические характеристики трансформаторов ТД-304 и ТС-300
Для автоматической сварки под флюсом используются специаль ные трансформаторы, рассчитанные на большой ток и снабженные устройством для дистанционного регулирования сварочного тока. К ним относятся трансформаторы ТСД-500, ТСД-1000 и ТСД-2000-2. | ||||||||||||||||