Документ (50). Введение организация рабочего места сварщика
 Скачать 159.53 Kb. Скачать 159.53 Kb.
|

|
Содержание Глава 1 ВВЕДЕНИЕ……………………………………………………2 1.Организация рабочего места сварщика……………………………3 2. Подготовка металла к сварке, плавящимся электродом………………6 3. Качество сварных соединений и метод контроля……………………10 4. Режимы сварки плавящим электродом…………………………14 Глава 2 5.Сварка в среде защитных газов стыкового соединения алюминиевых пластин……………………………………………………15 6. Требования техники безопасности и пожарной во время сварных работ………18 7. Противопожарные мероприятия………………………………………20 8. Заключение……………………………………………………22 9. Список использованной литературы……………………………………22 ВВЕДЕНИЕ В 1986 году отмечалось столетие производства алюминия. В 1886 году, ровно сто лет назад, одновременно в разных странах, независимо и даже не подозревая, друг о друге – Эру из Франции и Холл из США подали заявки в бюро патентов на производство алюминия электрохимическим способом. Именно это изобретение послужило рождением алюминиевой металлургии. Поэтому 1886 год считается годом его изобретения, хотя первый алюминий был изобретен еще в 1825 году Эрстедом, а уже с 1854 года начался промышленный выпуск его во Франции. Но химический способ его получения имел очень высокую себестоимость и сложный процесс, поэтому оказался не перспективен. Ведь за 35 лет, используя этот метод, было получено всего 200 тон промышленного алюминия. С 1886 года производство промышленного алюминия постоянно увеличивалось, а после окончания войны оно начало набирать обороты. Алюминий среди всех цветных металлов занимает лидирующее место по объемы производства, а также применения, которое не уступает никому, за исключением стали. Производство алюминия растет большими темпами, опережая другие металлы. На сегодняшний день выпуск алюминия во всем мире превышает 20 миллион тонн в год. Впервые алюминий стал применяться в строительстве спустя десять лет после изобретения электрохимического способа его получения. Одним из первых зафиксированных объектов строительства с его применением считается Римская церковь – Сан-Джиакино, его купол, сооруженный в 1897 году, состоит из алюминиевых листов. История умалчивает, по каким именно причинам использовали алюминий, а не привычные материалы для кровли: цинковые, медные или свинцовые. Например, в Канаде примерно в этом же году были изготовлены из алюминия декоративные карнизы, которые установили в жилых домах. Аналогичных случаев того времени известно не мало, но почему-то в печати о них сведений не сообщалось. Скорее всего, мы не узнали бы сегодня и об этих упомянутых конструкциях, если бы не было случайно обнаружено в 50-х годах прошлого века во время ремонта, что алюминиевая кровля, прослужившая более полувека, оказалась в хорошем состоянии просто прекрасно сохранилась. Однако, в сороковых годах прошлого века алюминий не применялся в строительстве, так как им безраздельно завладела авиация. Поэтому зачастую даже в настоящее время алюминий продолжают называть -- «крылатым металлом». Хотя еще задолго до первых алюминиевых самолетов были возведены различные строительные конструкции из этого металла. После окончания войны в строительстве стали массово использовать алюминий. Если сравнить его по объему применения в строительстве с другими металлами, то он уступает только стальным конструкциям, но по некоторым видам конструкций, а также изделий он превзошел сталь и многие другие материалы, в некоторых случаях в несколько раз. Например, к концу 70-х годов прошлого века в Японии – 98-99% всех изготавливаемых окон производится именно из алюминия. В США используют в 50 раз больше алюминиевых окон, чем стальных, вентилируемые алюминиевые фасады применяют в 5-6 раз чаще, а также в качестве обшивки стен его используют в 5 раз чаще, чем сталь. 1.Организация рабочего места сварщика Организация рабочего места сварщика включает в себя контроль за безопасностью. Именно поэтому специалисты рекомендуют использовать во время сварки специальные несгораемые экраны. Для создания мелких изделий рабочее место должно иметь вид кабины с открытым верхом. Если процесс сварки проходит в среде с защитными газами, то в этом случае стенная обшивка должна не доставать до пола на уровне тридцати сантиметров. При этом высота самого стенного экрана должна быть не меньше двух метров. Обратите внимание на то, что обшивать светозащитный экран и стены самой кабины следует несгораемыми материалами. Организация рабочего места сварщика будет считаться правильной в том случае, если площадь помещения составляет более 4,5 метров квадратных. При этом сюда должно с легкостью помещаться сварочное оборудование, а также сборочные единицы и другие сварочные детали. Если рабочий использует машину для плазменной резки, то для нее нужно сделать сплошное ограждение, высота которого составляет минимум 2,2 метра. Обязательно использовать несгораемые материалы. Организация рабочего места сварщика зависит от многих факторов. В одной кабине разрешено устанавливать несколько сварочных аппаратов. Но в этом случае само помещение обязательно должно быть разделено светозащитными экранами. Специалисты рекомендуют использовать сварочные шторы. Это очень безопасный, надежный и недорогой материал. Если процесс сварки проходит в среде с защитными газами, то в этом случае стенная обшивка должна не доставать до пола на уровне тридцати сантиметров. При этом высота самого стенного экрана должна быть не меньше двух метров. Обратите внимание на то, что обшивать светозащитный экран и стены самой кабины следует несгораемыми материалами. Организация рабочего места сварщика будет считаться правильной в том случае, если площадь помещения составляет более 4,5 метров квадратных. При этом сюда должно с легкостью помещаться сварочное оборудование, а также сборочные единицы и другие сварочные детали. Если рабочий использует машину для плазменной резки, то для нее нужно сделать сплошное ограждение, высота которого составляет минимум 2,2 метра. Обязательно использовать несгораемые материалы. Организация рабочего места сварщика зависит от многих факторов. В одной кабине разрешено устанавливать несколько сварочных аппаратов. Но в этом случае само помещение обязательно должно быть разделено светозащитными экранами. Специалисты рекомендуют использовать сварочные шторы. Это очень безопасный, надежный и недорогой материал.Организация труда и рабочего места сварщика подразумевает, в первую очередь, проведение безопасных работ, и только потом эффективность производства. Для создания правильных рабочих условий очень удобно использовать сварочные шторы. Они имеют множество преимуществ перед другими материалами: Надежно защищают от ультрафиолетового излучения, при этом обеспечивая хорошую видимость в самой сварочной кабине; Отлично защищают от брызг и искр, обеспечивая отличную защиту от пожаров; Предотвращают плохое воздействие потоков воздуха на процесс проведения сварочных работ; Улучшают работу вытяжки; Очень просты и удобны в использовании; Сравнительно недорогой материал. Безопасная организация труда на рабочем месте сварщика зависит от многих факторов. Не исключением является и установка правильной системы вентиляции.  Обязательно устанавливается вытяжная вентиляция двух типов: местная и обще обменная. Местное оборудование должно быть установлено возле каждого рабочего места в том случае, если имеется выделение вредных для человеческого организма веществ. При этом каждая вытяжная система должна быть оборудована надежным фильтром для очистки воздуха от вредных выбросов. Кабина должна иметь размеры, позволяющие заносить в нее изделия предназначенные для сварки. Если производимые конструкции небольшие, то минимальная площадь кабины должна составлять 2 х 2 метра. Это даст расположить все необходимое и свободно перемещаться вокруг изделия. Чтобы излучение от сварки не мешало окружающим, высота стенок кабины устанавливается до 1,8 м. Поскольку большинство сварочных манипуляций производится на уровне стола, этой высоты будет достаточно. Каркас кабины выполняется из профильной трубы или уголков. Стойки крепятся к полу анкерами. Можно предусмотреть дверь, которая будет полностью изолировать рабочее пространство сварщика по периметру. Для улучшения естественной вентиляции, между полом и началом стенки кабинки выставляется зазор в 150 мм. Это содействует притоку воздуха и поднятию вредных газов от сварки вверх. Стороны кабины можно изготовить из листового шифера или тонкого железа. Допускаются варианты из брезента и даже фанеры, но эти материалы необходимо пропитать огнестойкими составами. Окрашивать стенки желательно в цинковые или титановые белила. Подойдет желтый крон. Эти вещества на поверхности кабины будут хорошо поглощать ультрафиолетовое излучение. Если покрасить подобную конструкцию в черный или темно-синий цвет, то ухудшится общая освещенность, т. К. будет поглощение света, исходящего от лампы над рабочим местом. Электросварочный трансформатор, и другие агрегаты, издают достаточно громкий шум, плохо воздействующий на нервную систему человека. Из-за раздражительности ухудшается качество шва и понижается производительность. Поэтому гудящее оборудование устанавливается на некотором расстоянии от места выполнения работ. Трансформатор или преобразователь лучше расположить в пределах 5-7 метров от сварщика. Это снизит издаваемый шум, но в то же время не будет усложнять процесс регулировки аппарата. Источник сварочного тока, находящийся посреди цеха, ограждают щитками для безопасности. Если имеются многопостовые установки, то для них сооружают постоянный забор из сетки или выносят их в отдельную комнату. 2. Подготовка металла к сварке, плавящимся электродом В подготовительный процесс перед соединением металлических заготовок входит: Правка; Разметка; При необходимости гибка заготовок; Разделка и чистка кромок свариваемых деталей; Сборка конструкций перед началом соединения. Правка металлических заготовок Нередко металлические профили разного типа поступают на объекты или в цеха в деформированном виде. Подчас это случается при их транспортировке или при проведении погрузо-разгрузочных работ. Стыковать в плоскости сваривания их очень сложно. А это снижает качество сварного шва и конфигурацию сваренной конструкции. Поэтому правка таких профилей – важнейшая операция. Ее делать можно на холодном металле или с подогревом (газосваркой). Все зависит от сложности деформированных частей и их размеров. Есть два вида правки: ручная и при помощи специальных приспособлений. В первом случае для этого используются кувалда, молоток или специальный ручной пресс. Кувалдой или молотком можно править, используя чугунные или стальные плиты, на которых и проводится сам процесс. Ручной пресс представляет собой винтовое устройство с двумя плитами, между которыми и укладывается деформированная часть профиля. Зажимая винтом плиты между собой, создается давление, которое и выправляет заготовку под сварку. Разметка заготовок Понятно, что нередко металлические профили по длине не совпадают с размерами необходимых в конструкции деталей. Поэтому их необходимо подрезать под нужные размеры. Очень часто даже срезаются части заготовок не в продольной плоскости, а в поперечной. Перед резкой на профили наносятся те самые нужные размеры. Существует несколько способов нанесения, которые отличаются друг от друга использованием разных устройств. Ручной способ. Обычно для этого используют простые измерительные инструменты типа рулетка, линейка, штангенциркуль и так далее. Если производится сварка нескольких однотипных деталей (мелкосерийная партия), то разметка проводится по заранее изготовленным шаблонам. Не самый лучший вариант, потому что трудоемок, с малой скоростью проведения. Кстати, чаще всего шаблоны изготавливаются из алюминиевых листов или профиля. Оптический. Для этого используются разметно-маркировочные машины, которые программируются по заранее установленным размерам для определенной конструкции. В состав аппарата входит пневматический керн, который и наносит разметку. Необходимо отметить, что скорость нанесения таких машин – 10 м/мин. Существуют специальные машины, которые, в принципе, разметку на металлические профили не наносят. В них заложена программа, которая определяет конфигурацию и размеры отрезаемых частей заготовок. В аппарат вводят металлический профиль, и он сразу режет его под необходимую форму. Данная технология называется мерная резка. Резка металлических профилей В процессе подготовки деталей под сварку резка металла является одной из важнейших подготовительных операций. Как уже было сказано выше, подогнать профиль под необходимый размер без резки не получится. Этот непростой процесс делится по технологии проведения на две категории: механическая и термическая. В первом случае – это механическое воздействие при помощи различных инструментов, к которым можно отнести ручные и механические (электрические или пневматические). К первой группе относятся ножовка и ножницы по металлу, болгарка. Ко второй гильотина, отрезные станки разных моделей, пресса и так далее. Термическая резка – это, по сути, расплавление металла по нанесенной разметке. Ее также можно выполнять вручную, используя кислородный резак, плазматрон, дуговую сварку и прочие способы, или при помощи станков и аппаратов в автоматическом или полуавтоматическом режиме. Термическая технология резки металлов считается универсальной, потому что с ее помощью можно делать рез в разных плоскостях и в разных направлениях (прямолинейно и криволинейно). Подготовка кромок под сварку Чистота и конфигурация кромок – очень важная составляющая сварочного процесса. Что касается конфигурации кромок, то они могут быть плоскими, V-образными и Х-образными. Первые чаще всего используются для стыковки тонких заготовок, вторые и третьи для толстых. Подрезать кромки можно ручными инструментами или на станках. Это так сказать, холодный вариант. Термический – при помощи горелок вручную или на автоматах. Холодная подготовка кромок – это подрезка фасок профилей. Для габаритных заготовок используют фрезерные станки, фаски небольших деталей изготавливают различными ручными инструментами. Необходимо отметить, что кромки, изготовленные по-холодному, более качественные. При этом точность сборки свариваемой конструкции в разы выше. Фаски после термической обработки иногда необходимо доработать до нужной формы и размеров. Что касается чистоты, то необходимо обозначить, что любые металлы при соприкосновении с воздухом, начинают окисляться. На поверхности свариваемых поверхностей образуется оксидная пленка, которая является жаростойкой. Так вот от нее и необходимо избавиться. Поэтому перед началом сварочных работ кромки и прилегающие к ним участки зачищаются железной щеткой вручную или с помощью болгарки. Если торцы свариваемых кромок имеют пятна масла или жира, то правило номер один – все это нужно еще и обезжирить, применяя любой растворитель. В промышленных условиях чистка может производиться песко- или дробеструйными аппаратами. А химическая чистка с погружением деталей в ванну с химикатами, где заготовка должна пролежать определенное время. Есть и струйный способ очистки, когда химические растворы подаются на фаски струей под давлением. Обычно химическая чистка металлических заготовок производится, когда нужна подготовка заготовок из цветных металлов, механическая для черных стальных деталей. Сборка деталей Последний этап в таком процессе, как подготовка металла под сварку, это сборка деталей, которая обеспечит их пространственное расположение, а также необходимые зазоры для сваривания. Очень часто для сборки используются различные шаблоны, стенды, прижимные устройства, кондукторы и прочие приспособления. Их основная задача – состыковать две заготовки в необходимой плоскости. После чего обычно по линии соединения производится прихватка. Это, когда шов не проваривается полностью, а соединение производится короткими (нередко точечными) сварными швами. Длина такого шва не более 50 мм. Провар производится на треть глубина основного корня, расстояние между ними 10-100 см. Подготовка труб Подходить к подготовке стыков труб под сварку нужно также ответственно, особенно к тем, которые укладываются в трубопровод, работающим под большим давлением. На что необходимо обратить внимание. Трубы из углеродистой и низколегированной стали под аргонодуговую ручную сварку надо обрабатывать только механическим холодным способом. После термической резки фасок проводится доработка механическим способом. Глубина снятия металла зависит от марки стали. Кромки должны быть без перепадов, острых углов, заусенец и вырывов. Торец обязательно перед свариванием проверяется на перпендикулярность. Проверяется толщина стенок, она должна быть одинаковой по всей окружности соединяемых торцов двух труб. 3. Качество сварных соединений и метод контроля Факторы, влияющие на качество сварных соединений Помимо выполнения шва и соблюдения технологий, прочностные характеристики сварного соединения связаны и с другими факторами: Качество свариваемого материала. Несоответствие металла требуемым характеристикам даже при правильном выполнении шва может негативно отразиться на прочности соединения. Не менее строгие требования предъявляются и к применяемым расходным материалам, используемым при сварочных работах. Использование низкокачественных присадок или электродов не позволит сделать правильное прочное соединение из-за появления в структуре самого металла ломкости, хрупкости и т. Д. Оборудование, используемое для сварочных работ, должно обладать соответствующей мощностью и быть применимым к требуемой технологии (к примеру, аргонодуговой сварке). Надежность соединения деталей (их качество провара) можно достигнуть только при правильном выборе режимов сварки (полярности и силы тока). Подготовка для сварки самих заготовок является не менее важной операцией. Даже незначительное отклонение формы кромок стыков может существенно снизить качество и нарушить форму шва. Любой вид контроля качества сварных соединений должен начинаться с простого осмотра. Чаще всего этого вполне достаточно, чтобы увидеть внешние или внутренние пробелы. Помимо этого, такая процедура выполняется без использования специального оборудования. Например, различная высота стыкового соединения, скорее всего, происходит из-за некачественно обработанных поверхностей. Поэтому перед осмотром необходимо все швы тщательно зачистить от пыли, окалин, металлических брызг и грязи. Чтобы улучшить видимость мелких недочетов, производят обработку поверхности при помощи спирта или азотной кислоты. Покрытие становится матовым, видимость пор и трещин значительно увеличивается. Внешний осмотр является самым простым и эффективным методом контроля качества сварных соединений, который позволяет обнаруживать поры, трещины и наплывы. Более качественную проверку можно выполнить только с помощью специальных устройств, например, лупы при ярком освещении. Увеличительное стекло повышает эффективность обнаружения мельчайших трещин и пор. Радиационный метод для проверки качества сварных соединений. Такую методику контроля шва можно произвести двумя способами: Используя рентгеновские лучи; При помощи гамма-излучения. Проверка качества сварных соединений деталей при помощи рентгеновских лучей является наиболее простым методом. Суть технологии – лучи рентгена проходят сквозь металлическое изделие, а вся информация о структуре металла отражается на фотопленке. Снимок может отразить даже скрытые дефекты. С помощью такого излучения можно обнаружить шлаковые включения, газовые поры, смещение кромок и подобные дефекты. Методика проверки качества сварных соединений гамма-излучением имеет аналогичный принцип действия, только еще добавляются следующие преимущества: Долгое время не снижается работоспособность изотопов; Есть возможность проникновения в конструкции сложного типа; Обладает свойством повышенной проницаемости излучения; Технология проводится на более простом и компактном оборудовании. Необходимо помнить, что излучения такого типа представляют большую опасность для здоровья человека. Поэтому такие работы могут выполняться только опытными специалистами в защитном снаряжении. А защиту рабочего места можно обеспечить при помощи свинцовых пластин, экранов и подобных средств. Ультразвуковой метод контроля качества сварных соединений. Метод дефектоскопии с помощью ультразвука позволяет обнаружить такие скрытые дефекты, которые можно определить только при отражении ультразвуковых волн от границ сред с разными свойствами. Проще говоря, специальным прибором посылается сигнал, а после достижения материала, он возвращается назад. Но если на его траектории появится какой-то дефект, то он станет отражаться на целостности волны, что и зафиксирует оборудование. Разным изъянам свойственен определенный сигнал, поэтому обнаружить причину и характер дефекта несложно. Такая технология позволяет выявить не только внешние, но и скрытые изъяны. Методика магнитного исследования качества сварных соединений. В основе такого метода заложен принцип воздействия силовых магнитных линий, реагирующих на любые виды изменений в металлическом сплаве. Специальное оборудование для определения подобных погрешностей позволяет обнаружить дефекты не только на поверхности металла, но и внутри него. Однако такая технология используется только для сплавов, имеющих ферромагнитные свойства, а для других типов материалов она не предназначена. Капиллярная методика контроля качества сварных соединений. Основу способа составляет применение особых свойств жидкостей, имеющих низкий коэффициент поверхностного натяжения. Такие жидкие составы не могут существовать в форме отдельных капель, поэтому всегда находятся только в текучем состоянии, заполняя собой маленькие канавки и отверстия. Благодаря такому свойству легко определяются дефекты на металлических поверхностях. Процесс состоит в нанесении на сварочный шов особого состава, который сразу же заполняет любые изъяны. Затем сварное соединение тщательным образом осматривают. Для повышения визуализации в жидкость добавляют красители. 4. Режимы сварки плавящим электродом Режим сварки — совокупность контролируемых параметров, при которых обеспечивается устойчивое горение дуги и получение швов заданных размеров, формы и свойств. Параметры режима подразделяют на основные и дополнительные. К основным параметрам относят диаметр электрода, силу сварочного тока, его род и полярность, напряжение дуги; к дополнительным — состав и толщину покрытий, положение шва в пространстве, число проходов. Диаметр электродов выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве. Примерное соотношение между толщиной металла S и диаметром электрода d при сварке шва в нижнем положении приведено ниже:
Вертикальные, горизонтальные и потолочные швы независимо от толщины свариваемого металла выполняют электродами небольшого диаметра (до 4 мм), так как при этом меньше стекание жидкого металла и шлака из сварочной ванны. Силу сварочного тока обычно устанавливают в зависимости от выбранного диаметра электрода. При сварке швов в нижнем положении силу тока подсчитывают, пользуясь эмпирическими формулами Iсв = Кd, где К — коэффициент, зависящий от диаметра электрода, А/мм; d — диаметр электрода, мм. Значение К с учетом d изменяется в следующих пределах:
При сварке на вертикальной плоскости силу тока уменьшают на 10…15%, а в потолочном положении — на 15…20% по сравнению со значением, выбранным для нижнего положения. Род тока и полярность устанавливают в зависимости от вида свариваемого металла и его толщины. При сварке постоянным током обратной полярности на электроде выделяется больше теплоты. Режимы ручной сварки стыковых соединений листовой стали приведены в табл. 2.1.
Напряжение дуги при ручной дуговой сварке изменяется на 20…36 В и при расчетах режима не регламентируется. Ручную сварку можно проводить во всех пространственных положениях шва, однако предпочтительнее сварка в нижнем положении. 5.Сварка в среде защитных газов стыкового соединения алюминиевых пластин Сварку в защитных газах можно выполнять неплавящимся, обычно вольфрамовым, или плавящимся электродом. В первом случае сварной шов получается за счет расплавления кромок изделия и, если необходимо, подаваемой в зону дуги присадочной проволоки. Плавящийся электрод в процессе сварки расплавляется и участвует в образовании металла шва. Для защиты применяют три группы газов: инертные (аргон, гелий); активные (углекислый газ, азот, водород и др.); смеси газов инертных, активных или первой и второй групп. Выбор защитного газа определяется химическим составом свариваемого металла, требованиями, предъявляемыми к свойствам сварного соединения; экономичностью процесса и другими факторами. Смесь инертных газов с активными рекомендуется применять и для повышения устойчивости дуги, увеличения глубины проплавления и изменения формы шва, металлургической обработки расплавленного металла, повышения производительности сварки. При сварке в смеси газов повышается переход электродного металла в шов. Смесь аргона с 1—5% кислорода используют для сварки плавящимся электродом низкоуглеродистой и легированной стали. Добавка кислорода к аргону понижает критический ток, предупреждает возникновение пор, улучшает форму шва. Смесь аргона с 10—25% углекислого газа применяют при сварке плавящимся электродом. Добавка углекислого газа при сварке углеродистых сталей позволяет избежать образование пор, несколько повышает стабильность дуги и надежность защиты зоны сварки при наличии сквозняков, улучшает формирование шва при сварке тонколистового металла. Смесь аргона с углекислым газом (до 20%) и с не более 5% кислорода используют при сварке плавящимся электродом углеродистых и легированных сталей. Добавки активных газов улучшают стабильность дуги, формирование швов и предупреждают пористость. Смесь углекислого газа с кислородом (до 20%) применяют при сварке плавящимся электродом углеродистой стали. Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости. Смесь углекислого газа с кислородом (до 20%) применяют при сварке плавящимся электродом углеродистой стали. Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости. В зону сварки защитный газ может подаваться центрально (см. рис. XI.2 и XI.3, а,в), а при повышенных скоростях сварки плавящимся электродом — сбоку (см. рис. XI.3,б). Для экономии расхода дефицитных и дорогих инертных газов используют защиту двумя раздельными потоками газов (см. рис. XI.3,в); наружный поток — обычно углекислый газ. При сварке активных материалов для предупреждения контакта воздуха не только с расплавленным, но и с нагретым твердым металлом применяют удлиненные насадки на сопла (подвижные камеры, см. рис. XI.3,г). Наиболее надежная защита достигается при размещении изделия в стационарных камерах, заполненных защитным газом. Для сварки крупногабаритных изделий используют переносные камеры из мягких пластичных обычно прозрачных материалов, устанавливаемых локально над свариваемым стыком. Теплофизические свойства защитных газов оказывают большое влияние на технологические свойства дуги, а значит на форму и размеры шва. При равных условиях дуга в гелии по сравнению с дугой в аргоне является более «мягкой», имеет более высокое напряжение, а образующийся шов имеет меньшую глубину проплавления и большую ширину. Углекислый газ по влиянию на форму шва занимает промежуточное положение. 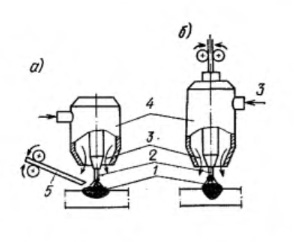 XI.2. Схемы сварки в защитных газах а, б — неплавящимся, плавящимся электродом; 1 — сварочная дуга; 2 — электрод; 3 — защитный газ; 4 — газовое сопло (горелка); 5 — присадочная проволока  XI.3. Схемы подачи защитного газа в зону сварки а — центральная; б — боковая; в — двумя концентрическими потоками; г — в подвижную камеру (насадку); 1 — электрод; 2 — защитный газ; 3, 4 — наружный и внутренний потоки защитных газов; 5 — насадка; 6 — распределительная сетка Газоэлектрическую сварку алюминия и его сплавов выполняют неплавящимся (вольфрамовым) или плавящимся электродом. При сварке неплавящимся электродом источником тепла является дуга, возбуждаемая между электродом и изделием. Конец электрода, дуга и ванна расплавленного металла защищены инертным газом. Основным рабочим инструментом является специальная сварочная горелка, которая служит для крепления электрода и подвода сварочного тока к нему. Поток защитного газа формируется и направляется в сторону сварочной ванны наконечником горелки. Сварку алюминия и его сплавов неплавящимся электродом в среде защитных газов производят переменным током. Для повышения устойчивости горения дуги используют специальные вспомогательные аппараты (осцилляторы и импульсные возбудители). Осцилляторы применяют также для облегчения возбуждения дуги. Сварку неплавящимся электродом можно выполнять без присадки, когда шов формируется путем расплавления свариваемых кромок, и с Присадкой, когда в формировании шва участвует присадочный металл, подаваемый со стороны в зону дуги. Дуговую сварку в среде защитных газов неплавящимся электродом можно выполнять вручную, полуавтоматом или автоматом. При ручной сварке перемещение горелки и подачу присадочной проволоки в зону дуги выполняет сварщик. При полуавтоматической сварке перемещение горелки вдоль шва осуществляется вручную, а подача присадочной проволоки — специальным механизмом. При автоматической сварке перемещение горелки и подача присадочной проволоки осуществляются механически. 6. Требования техники безопасности и пожарной во время сварных работ Правила безопасности при сварке: Необходима концентрация внимания при осуществлении сварочного процесса. Нельзя отвлекаться на посторонние дела. Не должны находиться вблизи горючие жидкости, сухой мусор, промасленная ветошь. Использование защитной маски. Переноска или установление на новое место сварного оборудования возможно только при его отключении из электросети. При работе на высоте необходимо использование страховочных поясов для избежания падения. Работа на открытом воздухе недопустима во время атмосферных осадков. При минусовой температуре необходимо наличие обогревающих устройств для исключения обморожения рук. При ремонте автотранспорта необходима проверка отключения аккумулятора. При длительных перерывах следует отключать электрооборудование из сети. Включенные приборы нельзя оставлять без присмотра. Недопустима работа неисправными приборами. Место работы должно быть хорошо освещено. Надежная фиксация свариваемых металлоконструкций. Недопустимо на месте проведения сварки посторонних лиц и животных. Наличие необходимой экипировки. Недопустимость влажной одежды и открытых участков кожного покрова. Такие правила безопасности сварочных работ обязаны соблюдать профессиональные рабочие и при проведении новичками самостоятельных сварок. Пожарная безопасность при проведении сварочных работ включает в себя подготовительные мероприятия для оборудования рабочего места. В первую очередь необходимо определить необходимый радиус действия опасной площади и произвести его очистку.  В первую очередь это относится к легковоспламеняющимся материалам и баллонам с газом. Если сварка будет проводиться в закрытом помещении, то необходимо убедиться в работоспособности вытяжного оборудования. Полы в мастерской должны быть несколькими и иметь несгораемое покрытие. Стены должны быть обиты материалом, имеющим высокую стойкость к возгоранию. На рабочем месте должны находиться исправные огнетушители. Место, где предполагается проведение работ по сварке, должно быть огорожено. Высота перегородки при проведении сварочных работ обязана быть достаточной, чтобы искры и брызги не могли перелететь через нее. Если работы будут проводиться на открытом воздухе, то необходимо огородить это место и разместить предупредительные знаки. Следует предварительно узнать прогноз погоды. При сильном ветре сварочные работы придется отложить. Пожарная безопасность при сварке может быть соблюдена при выполнении всех необходимых правил. К выполнению огнеопасных работ запрещено приступать, если не выполнены необходимые подготовительные работы. Если сварку производит ученик, то к нему должен быть прикреплен квалифицированный рабочий, наблюдающий за правильностью его действий. Выполняющий огнеопасные работы персонал должен иметь наряд на право их выполнения в конкретном месте. Должны быть освобождены проходы для быстрой эвакуации людей при быстром возгорании. Пожарная безопасность при сварочных работах предусматривает требования к индивидуальной защите сварщика. К ним относятся рекомендации к материалу, из которого сшит его костюм, который должен обладать повышенными огнеупорными свойствами. Правила пожарной безопасности при проведении сварочных работ включают обязательное требование о том, что в наличие должны находиться огнетушители для оперативной ликвидации последствий возгорания. Для этого выбирают порошковые или углекислотные варианты. Если загорелась электропроводка, следует использовать именно огнетушители, а не заливать место возгорания водой или жидкой пеной, что может вызвать замыкание и поражение током. 7. Противопожарные мероприятия Не допускается проведение электросварочных работ на постоянных и временных сварочных постах без выполнения требований, исключающих возможность возникновения пожара. Приступать к выполнению электросварочных работ можно только после выполнения всех требований пожарной безопасности. До начала производства работ выполняются следующие требования противопожарной безопасности: рабочее место сварщика очищают от сгораемых материалов; принимают меры против разлета искр и брызг расплавленного металла и попадания их на сгораемые материалы; проверяют исправность источников питания сварочной дуги, изоляции проводов, плотность электрических соединений и контактов в сварочной и первичной электрической цепи. При производстве электросварочных работ запрещается: — приступать к работе на неисправной аппаратуре; — выполнять работы в пределах 10 м от газовых баллонов, газогенераторов, легковоспламеняющихся материалов; — производить сварку свежеокрашенных конструкций до полного высыхания краски; — допускать соприкосновение электрических проводов с газовыми баллонами и коммуникациями. Настилы лесов, деревянные полы при производстве электросварочных работ на расстоянии менее 4 м от них следует защищать от попадания искр и брызг расплавленного металла. Строительно-монтажная площадка, помещения для производства электросварочных работ должны быть оборудованы первичными средствами пожаротушения: огнетушители, ящики с песком, бочки с водой, противопожарный инвентарь. Запрещается загромождать доступы и проходы к первичным средствам пожаротушения и гидрантам. Электросварочные работы в пожароопасных помещениях допускаются при соблюдении противопожарных мероприятий в соответствии с требованиями «Инструкции о мерах пожарной безопасности при проведении огневых работ на промышленных предприятиях и других объектах народного хозяйства». В каждом конкретном случае необходимо согласование с местными органами государственного пожарного надзора. Оказание первой помощи при несчастных случаях Каждый работающий должен уметь оказать первую доврачебную помощь пострадавшему на производстве, т. К. несчастные случаи, к сожалению, происходят. Быстрая и квалифицированная доврачебная помощь может спасти пострадавшего от тяжелых последствий. Первая доврачебная помощь должна ограничиваться строго определенными действиями: остановка кровотечения, наложение неподвижной повязки (шины) при переломах, перевязка раны, ожога, искусственное дыхание, наружный (закрытый) массаж сердца, транспортировка пострадавшего. Чтобы не причинить вреда пострадавшему и квалифицированно выполнить эти действия, каждый работающий на производстве должен иметь элементарные начальные медицинские знания и навыки. Администрация и служба техники безопасности предприятия, организации обязаны организовать обучение всех работающих оказанию первой доврачебной помощи. При оказании первой помощи важнейшую роль играет фактор времени, поэтому первую помощь следует оказывать немедленно и, по возможности, на месте происшествия. Переносить пострадавшего в другое место следует только в тех случаях, когда ему или лицам, оказывающим помощь, угрожает опасность или когда оказать эффективную помощь на месте невозможно. Не следует отказываться от оказания помощи пострадавшему или прекращать ее, считая его мертвым только по отсутствию таких признаков жизни, как пульс и дыхание. Выносить заключение о смерти имеет право только медицинский персонал. Помощь пострадавшему не должна заменять собой помощи со стороны медицинского персонала и должна оказываться лишь до прибытия его. Медицинский персонал при несчастном случае должен вызываться немедленно. В местах работы людей обязательно наличие аптечки с набором необходимых средств для оказания первой помощи, плакатов с правилами оказания первой помощи. 8.Заключение В данной работе была рассмотрена сварка в среде защитных газов стыкового соединения алюминиевых пластин. Изучена история развития данного вида сварки, применяемые для защиты газы, разновидности сварки в защитных газах. Приведены примеры ориентировочных режимов сварки, особенности сварки активных металлов и сплавов. Современные технологии сварки, создают повышенные требования к квалификации специалистов в области сварки, в особенности рабочих-сварщиков, так как именно они непосредственно осваивают новые способы и приемы сварки, новые сварочные машины. Сегодня рабочему сварщику недостаточно уметь выполнять несколько пусть даже сложных, операций освоенного им способа сварки. Он должен понимать физическую сущность основных процессов, происходящих при сварке, знать особенности сварки различных конструкционных материалов, а также смысл и технологические возможности других, как традиционных, так и новых, перспективных способов сварки. Именно на это направлена данная дипломная работа. При работе над проектом мы рассмотрели практически все возможные варианты сварки изделий из низкоуглеродистых и низколегированных сталей с применением защитных газов. Несмотря на то, что сварка в защитных газах получила широкое применение более полувека назад, она до сих пор является одной из самых востребованных способов сварки. 9. Список использованной литературы В.В. Овчинников Дефектация сварных швов и контроль качества сварных соединений 2016год. О.Н. Куликов Е.И Ролин Охрана труда при производстве сварочных работ 2017год. 9. Малышев Б.Д. и др. Сварка и резка в промышленном строительстве Т2: Справочник строителя. – М.: Стройиздат, 1989. – 400 с. 10. Резницкий А.М., Коцюбинский В.С. Ремонт и наладка электросварочного оборудования. – М.: Машиностроение, 1991. – 256 с. Чернышов Г.Г. Сварочное дело: Сварка и резка металлов: Учебник для нач. проф. Образования. – М.: Издательский центр «Академия», 2004. – 496 с. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||