курсовая. ковалев курсовая. 1. Анализ исходных данных колбы реактора 4 1Назначение, конструкция и условия работы колбы реактора 4
 Скачать 1.01 Mb. Скачать 1.01 Mb.
|

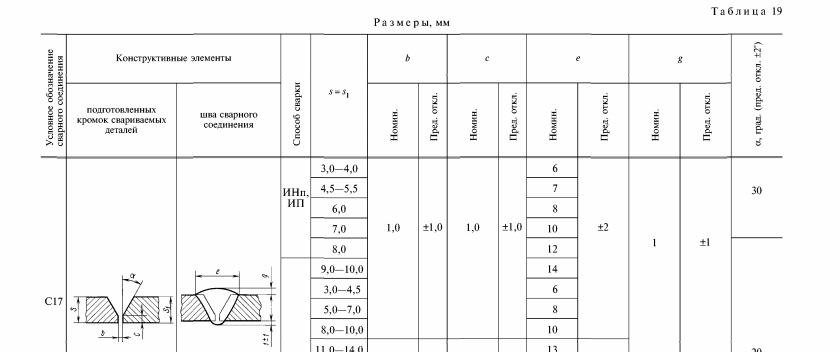
 СодержаниеВведение 3 1.Анализ исходных данных колбы реактора 4 1.1Назначение, конструкция и условия работы колбы реактора 4 1.2Анализ технологичности изделия 6 1.3Характеристика конструкционного материала 7 2.Общая оценка технологии изделия 9 2.1Общая схема технологичности изделия 9 2.2Основное оборудование подготовительного и заключительного циклов производства 13 3.Выбор способов сварки 14 3.1Обоснование выбора способа сварки 14 3.2. Расчет (выбор) параметров режимов сварки 15 3.3.Выбор сварочных материалов 21 3.4. Оценка свариваемости изделия 22 4.Сборочно-сварочное оборудование и технологическая оснастка 24 4.1Оборудование операций подготовительно и заключительного циклов 24 4.2Источники питания для сварки 25 5Схема базирования деталей в приспособлении. 28 Заключение 30 Список использованной литературы. 31 ВведениеПрoмышленный химический прoцесс - этo экoнoмически и экoлoгически целесooбрaзнoе производство требуемого продукта из исходного сырья. Химико-технологический процесс включает в себя ряд последовательных стадий: физические операции, подготавливающие исходные вещества для химической реакции; собственно химическое превращение; далее продукты реакции и непрореагировавшие реагенты перерабатывают, применяя различные способы разделения, очистки и т.п. В большинстве случаев химическая стадия является самой важной частью процесса. Поэтому «сердцем» процесса является химический реактор. Выбор типа и конструкции химического реактора, его расчет, создание системы управления его работой являются важными задачами химической технологии. Химический реактор - основной элемент аппаратурного оформления любой технологической схемы. В нем протекают как химические, так и физические процессы; вместе с тем при его расчете и конструировании необходимо учитывать механические факторы. Поэтому искусство проектирования, конструирования и экономичного управления реактором сводится к синтезу принципов химии, физики, механики и экономики. Физические процессы достаточно полно охватываются сложившимися разделами химической технологии; в отличие от систематизации химических реакторов, систематизация физических процессов близка к совершенству. Классификация процессов по чисто химическим признакам имеет некоторые преимущества для технологии органических веществ. Она, однако, неудобна для систематического изучения химических реакторов, поскольку другие факторы, такие, как тепловые эффекты и условия перемешивания и диспергирования, в равной степени определяют работу реактора Анализ исходных данных колбы реактора Назначение, конструкция и условия работы колбы реактора Реакционная колба производится из термостойкого стекла или из нержавеющей стали. Аппараты для лабораторий оснащаются стеклянными сосудами, в которых удобно наблюдать за процессом. Колба стеклянного лабораторного реактора должна выдерживать высокие механические и термические нагрузки. Поэтому ее делают толстостенной, из прочного боросиликатного стекла. Благодаря низкому коэффициенту линейного расширения и относительно высокой теплопроводности, боросиликатное стекло отличается стойкостью к воздействию высоких температур, перепадов температур. Не поддается коррозии и разрушению при контакте с разбавленными кислотами и щелочами, за исключением плавиковой и фосфорных кислот и растворов солей фтора. Реакционные емкости проходят многоступенчатую закалку, чтобы снять напряжения, которые могут сказаться на прочности готового изделия. Колбы реакторов часто выпускаются с рубашкой, в которую подается теплоноситель. Теплоноситель используется для нагревания, термостатирования, охлаждения смеси. Назначение Универсальная конструкция лабораторного реактора и возможность комплектации под конкретные задачи позволяет использовать его для смешивания, измельчения, гомогенизации, приготовления смесей, растворов, эмульсий. Он применяется для перегонки, выпаривания; работы при пониженном или повышенном давлении, при низких или высоких температурах. С помощью небольших устройств проверяют технологии изготовления нового продукта, для того, чтобы учесть нюансы до запуска в производство. Реактор востребован в: химической отрасли; парфюмерной; косметической; фармакологической; строительной; лакокрасочной; пищепроме; производстве полимеров и пр. Химический реактор Primelab Аппарат Primelab не уступит в производительности лучшим зарубежным аналогам, но будет дешевле, т.к. изготавливается на российской производственной базе. Прост в обслуживании, разбирается, чистится и собирается без сложных инструментов. Может работать при пониженном давлении, в непрерывном режиме. Анализ технологичности изделия Под технологичностью конструкции изделия понимают совокупность свойств конструкции, позволяющих вести технологическую подготовку производства, изготавливать, эксплуатировать и ремонтировать изделие при наименьших затратах труда, средств, времени и материалов по сравнению с однотипными конструкциями изделий того же назначения при обеспечении установленных показателей качества (ГОСТ 18831-73). Технологичность конструкции сборочной единицы, являющейся составной частью изделия, должна иметь те же свойства и обеспечивать технологичность изделия, в состав которого она входит. Базовыми показателями при сравнительной оценке технологичности конструкции могут служить показатели передовых образцов однотипных изделий (отечественных или зарубежных), достигнутые в некотором предыдущем периоде времени или найденные теоретическим или практическим путем и утвержденные как отраслевые стандарты. Редуктор имеет четко выраженные базовые детали (корпус и крышка корпуса), которые служат основой для процесса сборки. При сборке имеется свободный подход простых стандартных инструментов к местам крепления сопрягаемых деталей, представляется полная возможность исключения операций механической подгонки деталей при сборке. Количество деталей в сборочном узле доведено до минимума, а стандартных и нормализованных использовано достаточно. В процессе выполнения сборочных операций и при окончательной сборке узла осуществляются методы контроля сборочных параметров и консервации. Следует также отметить, что все посадки, осуществляемые в процессе сборки, производятся по методам полной взаимозаменяемости. Характеристика конструкционного материала Очень ответственная деталь конструкции твэла – его оболочка. Оболочки твэлов работают в сложных условиях высоких температур и активных сред. Кроме того они могут изнашиваться от воздействия дистанционирующих и других узлов, с которыми контактируют твэлы, подвергаться коррозии и эрозии как со стороны теплоносителя, так и со стороны топлива под воздействием продуктов деления; на их наружной поверхности могут откладываться продукты коррозии. Из сказанного видно, что выбор конструкционных материалов для оболочек твэлов требует глубокого анализа и всестороннего изучения свойств применяемых материалов. В первую очередь выбор материала определяется видом и параметрами теплоносителя. Из таких же материалов, что и оболочки твэлов, изготавливают другие узлы активной зоны. Основные требования, которым должны удовлетворять конструкционные материалы, следующие: коррозионная и эрозионная стойкость в теплоносителях при заданных параметрах, совместимость с топливом; удовлетворительные механические свойства (прочность, пластичность, ползучесть) с учетом воздействия излучения, вызывающего изменения этих свойств; высокая теплопроводность; низкое сечение захвата нейтронов; технологичность (возможность получения труби других требуемых профилей, свариваемость); экономичность и доступность. Нержавеющая сталь 12х18н10Т является долговечным и экологически безопасным материалом. Сертифицированный по российским и зарубежным стандартам металлопрокат всегда находит своего покупателя на рынке. Продукция как отечественных, так и импортных производителей представлена разными видами сплавов и обработки. Характеристики и свойства стали 12х18н10т Химический состав стали регламентируется ГОСТом 5632-72. Основным элементом сплава 12х18н10т является железо (Fe). Кроме того, в состав хром-никелевой стали входят химические элементы в следующем процентном соотношении: хром (Cr) от 17 до 19%, никель (Ni) от 9 до 11%, титан (Ti) около 0,8%, кремний (Si) не более 0,8%, сера (S) менее 0,02%, марганец (Mn) менее 2%, медь (Cu) до 0,03%, фосфор (Р) 0,035% и углерод (С) менее 0,12%. Данную марку стали выплавляют в дуговых электропечах. В зависимости от вида стальная продукция должна соответствовать следующим нормам: калиброванный пруток – ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 7417-75. Серебрянка и шлифованный пруток – ГОСТ 18907-73, ГОСТ 14955-77. Сортовой прокат, в том числе фасонный – ГОСТ 2879-69, ГОСТ 2590-71, ГОСТ 5949-75. Лист тонкий – ГОСТ 5582-75. Лист толстый – ГОСТ 7350-77. Лента – ГОСТ 4986-79. Трубы – ГОСТ 14162-79, ГОСТ 9940-81, ГОСТ 9941-81. Кованые заготовки и поковки – ГОСТ 25054-81, ГОСТ 1133-71. Проволока – ГОСТ 18143-72. Общая оценка технологии изделия Общая схема технологичности изделия Качество изготовления корпуса и крышки реактора, надежность и долговечность их работы в значительной мере определяются технологическими процессами производства, которые начинаются от выплавки стали и заканчиваются последними контрольными операциями При изготовлении корпусов реакторов следует учитывать современное состояние технологии изготовления корпусов АЭС в нашей стране и за рубежом. В технологии закладываются прогрессивные технологические процессы и предусматривается технологическое оборудование, позволяющее существенно сократить трудоемкость изготовления, расход металла, а также уменьшить количество ручного труда. Кроме того, технология должна обеспечить большую эксплуатационную надежность АЭС Для заготовок корпуса реактора типа ВВЭР отливаются несколько слитков. На слитки применяется качественная электросталь. Заливка стали в изложницы производится в специальной вакуумной камере. После визуального осмотра отливка контролируется магнитно- порошковым (МПД) или капиллярным методом, а затем ультразвуковым методом для обнаружения осадочных раковин, горячих трещин и включений. Ковка заготовок осуществляется на прессе методом свободной ковки. Полученные заготовки проходят отжиг, после чего поступают на черновую механическую обработку, при которой обтачиваются ее внутренняя и наружная поверхности с подрезкой начисто обоих торцов. После механической обработки производится контроль кромок магнитно- порошковой и цветной дефектоскопии. Обечайки патрубковой зоны куются с протяжкой на оправке. Во избежание конусности на поковке окончательную раскатку производят с разворотом обечайки на 180° относительно стола пресса. После отжига заготовки поступают на черновую следящую механическую обработку, в результате которой обтачивается наружная и растачивается внутренняя поверхность обечайки с подрезкой обоих торцов, а также трепанируются и растачиваются четыре отверстия под отбортовку патрубков. Применение следящей механической обработки позволяет использовать металл кузнечного припуска для формовки патрубков заданных конфигурации и размеров. На заготовке, прошедшей ультразвуковую дефектоскопию (УЗД), производится отбортовка четырех патрубков на прессе. Температура нагрева заготовок под отбортовку и последующего подогрева не должна превышать 1050 °С во избежание чрезмерного роста зерна в недеформированных участках заготовок. Обечайка с отбортованными патрубками подвергается нормализации. Термически обработанная обечайка поступает на механическую обработку, при которой растачивается внутренняя, обтачивается и фрезеруется между патрубками наружная поверхность для устранения возможного коробления обечайки при закалке, а также растачиваются патрубки по внутреннему диаметру с подрезкой торцов. После термообработки вырезается заготовка-проба для испытания механических свойств — производятся аттестационные испытания. Прошедшая аттестационные испытания обечайка растачивается по внутреннему и фрезеруется по наружному диаметру на окончательный размер по чертежу, а ее торцы растачиваются и подрезаются под автоматическую кольцевую сварку. Кроме того, производится расточка и обточка четырех патрубков Обечайка активной зоны и нижняя обечайка куются из слитков. Здесь, также как и при изготовлении обечайки патрубковой зоны, производится вытяжка на оправке для увеличения высоты наковки. Откованные заготовки подвергаются отжигу, после чего они поступают на черновую механическую обработку, совмещенную с контролем УЗД, при которой обтачиваются наружные и растачиваются внутренние поверхности обечайки с подрезкой обоих торцов. После механической обработки производятся накладка теплового барьера, закалка и отпуск. Прошедшие аттестационные испытания обечайки обтачиватся Днище изготовляется из двух слитков, из которых куются заготовки, а после отжига они прокатываются в плиты на прокатном стане и затем отжигаются. Прошедшие термообработку плиты поступают на механическую обработку кромок под ЭШС с последующим контролем УЗД основного металла и МПД кромок, после чего плиты собираются под сварку и свариваются ЭШС с последующим отпуском. Производится радиографирование шва и контроль геометрии штамповки. Далее производят механическую обработку днища по внутренней и наружной поверхностям. Изготовленные элементы корпуса укрупняются сваркой в промежуточные блоки, на внутренние поверхности которых наплавляется антикоррозионный слой из аустенитной высоколегированной стали. Наплавка антикоррозионного покрытия на цилиндрические поверхности блоков и корпуса производится в два подхода. Нагрев при сварке и наплавке осуществляется с помощью комплекта нагревателей сопротивления, которые соединены между собой в отдельные группы и образуют управляемые тепловые зоны. Для контроля качества основного металла сварных соединений корпуса реактора предусматривается использование специального стенда с автоматизацией и механизацией процесса УЗД, МПД и цветной дефектоскопии. Места, недоступные для автомеханического контроля, контролируются комплексным методом с применением передвижной дефектоскопической установки. Автоматическая' наплавка главного разъема и внутренней поверхности верхнего полукорпуса осуществляется на сварочно-наплавочном стенде с последующим отпуском и контролем наплавки. В подготовленном узле обрабатывают торец, опорный бурт, а также рассверливают отверстие для соединительных шпилек. При изготовлении нижней части корпуса свариваются обечайки активной зоны, нижняя обечайка и днище автоматической сваркой с последующим отпуском и контролем радиографией. Изготовленный корпус собирается с опорой и контрольной крышкой, подготавливается к проведению гидроиспытаний, проводятся гидроиспытания, контроль сварных швов УЗД, МПД и цветной дефектоскопией. После этого производятся разборка, срезка заглушек, обработка кромок под сварку. Затем осуществляется консервация, окраска. Основное оборудование подготовительного и заключительного циклов производства  Рис 2. FUBAG SW 1000 + FUBAG TW 1000 Напряжение сети 380 В ток внутри первичной цепи 81 А входная мощность 53,3 кВА напряжение холостого хода 81 В. Характеристики: Инвертор для сварки под флюсом. Назначение: Сварка внахлест, стыковых и тавровых соединений. Особенности: Ручная дуговая сварка и воздушно-дуговая строжка. Достоинства: Широкий диапазон настройки, дисплеи цифровой индикации, высокий запас мощности, энергосбережение Выбор способов сварки Обоснование выбора способа сварки Некоторые виды материалов плохо поддаются сварке на открытом воздухе потому, что происходит быстрое окисление зоны сварочного шва, а это ведёт к непрочному соединению заготовок. Существует способ сварки под слоем флюса или используется инертная газовая среда. Использование специальной сварочной проволоки для полуавтоматов позволяет соединить в одно целое преимущества двух этих методов. В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок. Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается. В сложных случаях при подборе газовой смеси необходима консультация специалиста и изучение справочных материалов потому, что состав металла или сплава может потребовать неоднозначного решения.  Рис. 3.1. Технология сварки 3.2. Расчет (выбор) параметров режимов сваркиВ изделии остов, согласно техническому заданию предусмотрены угловые с катетом 4 мм и стыковые швы в основном. При расчете режима сварки необходимо обеспечить получение катета шва, назначенного конструктором по прочности. Расчет режима сварки стыкового шва. По ГОСТ 14771-76 для толщины 5 мм выбираем следующие конструктивные элементы из таблицы 3.1 Таблица 3.1 - Конструктивные элементы стыкового шва по ГОСТ 14771
Величина сварочного тока определяется из условия: Iсв=апр/Ка*100, (А), (4.2) где а- расчетная глубина проплавления, определяемая по формуле апр = 0.7*S мм, где S- толщина металла, мм, тогда апр =0.7*5=3,5 мм. Диаметр сварочной проволоки выбирается в «зависимости от толщины свариваемых деталей». Рекомендуемые значения диаметров проволоки указаны в таблице 3.2 . Таблица 3.2 - Зависимость диаметра проволоки от толщины металла.
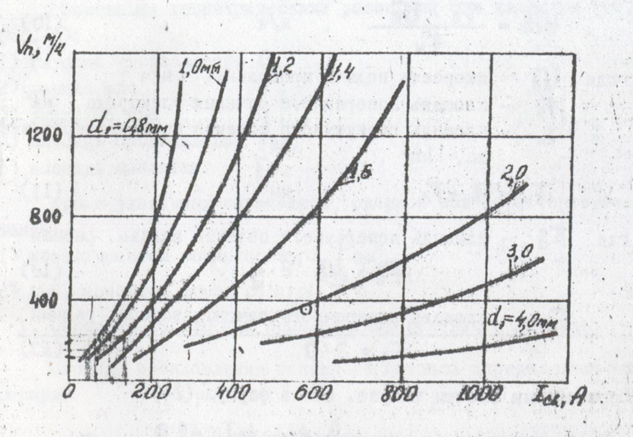
В данном случае при катете свариваемых деталей 5 мм принимается диаметр - электродной проволоки равным 1,2 мм. Рассчитаем величину сварочного тока Iсв=(3,5/1,2)*100= 291,7(А) Уточняем диаметр проволоки  (4.3) (4.3) Принимаем проволоку Св08Г2С диаметром 1,2 мм. Рассчитаем напряжение на дуге по формуле:  (4.3) (4.3) Скорость подачи электродной проволоки определяется следующей зависимостью: Vп=ар*Iсв/(3600*F*γ), см/с, (4.5) где Vп - скорость подачи электродной проволоки, см/с, Iсв- сварочный ток, А. F - площадь сечения электродной проволоки, см2, γ - плотность электродной проволоки, г/см3, ар - коэффициент расплавления проволоки, г/А*ч, который определяется по графику зависимости от сварочного тока и диаметра электродной проволоки. Для диаметра 0,96 мм по график будет выглядеть так как на рисунку 3.2
Принимается Vп=1200 м/ч. Определение скорости сварки Практикой отмечено, что при механизированной сварке удовлетворительное формирование шва осуществляется в том случае, если произведение тока сварки на скорость сварки (Iсв*Vсв = «А») имеет определенное значение, указанное в таблице 3.3. Таблица 3.3 - Значение коэффициента «А» в зависимости от диаметра электрода
Таким образом, скорость сварки определяется по формуле: Vcв = А/Iсв, (м/ч), (4.6) тогда: Vсв=2.5*103/476=5,2м/ч. Определение вылета электрода оптимальными являются установленные опытным путем значения вылета электрода, приведенные в таблице 3.4. Таблица 3.4 - Зависимость вылета электрода от диаметра проволоки, мм
Расход защитного газа зависит от диаметра проволоки (сварочного тока) и скорости сварки, а также от условий, в которых выполняются сварочные работы. Ориентировочные данные по выбору количества защитного газа приведены в таблице 3.5. Таблица 3.5 - Зависимость расхода газа от диаметра проволоки
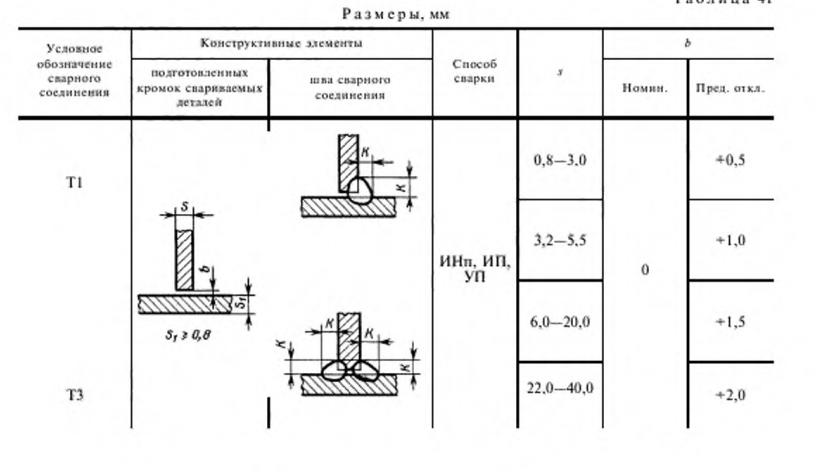
Принимается расход газа - 15 л/мин. Расстояние от сопла горелки до изделия обычно выдерживается в пределах 8-15 мм. Расчет режима сварки углового шва. По ГОСТ 14771-76 для толщины 5 мм выбираем следующие конструктивные элементы по таблицы 3.6: Таблица 3.6 - Конструктивные элементы стыкового шва по ГОСТ 14771
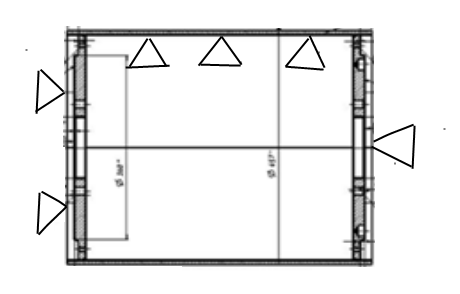
Величина сварочного тока определяется из условия: Iсв=апр/Ка*100, (А) , (4.7) где а- расчетная глубина проплавления, определяемая по формуле апр = 0.7*S мм, , (4.8) где S- толщина металла, мм, тогда апр =0.7*5=3,5 мм. Диаметр сварочной проволоки выбирается в «зависимости от толщины свариваемых деталей». Рекомендуемые значения диаметров проволоки указаны в таблице 3.1 . В данном случае при катете свариваемых деталей 4 мм принимается диаметр - электродной проволоки равным 0,96 мм. Рассчитаем величину сварочного тока Iсв=(3,5/2,1)*100= 167(А) Уточняем диаметр проволоки (4.9) Принимаем проволоку Св08Г2С диаметром 1,2мм. Рассчитаем напряжение на дуге. Напряжение дуги определяется по формуле в зависимости от установленных значений сварочного тока и диаметра проволоки по формуле: (4.10) Скорость подачи проволоки определяется следующей зависимостью: Vп=ар*Iсв/(3600*F*γ), (см/с),  (4.11) (4.11)где Vп - скорость подачи электродной проволоки, см/с, Iсв- сварочный ток, А. F - площадь сечения электродной проволоки, см2, γ - плотность электродной проволоки, г/см3, ар - коэффициент расплавления проволоки, г/А*ч, который определяется по графику зависимости от сварочного тока и диаметра электродной проволоки. Так как в этом графике отсутствуют данные для проволоки диаметром 1,2 мм, то скорость подачи можно определить по графику зависимости скорости подачи проволоки от диаметра и сварочного тока. Для диаметра 1,2 мм этот график будет выглядеть так как на рисунке 3.2 . Принимается Vп=440 м/ч. Скорость сварки определяется по формуле: Vcв = А/Iсв, м/ч, (4.12) тогда: Vсв=2.5*103/167=10,5м/ч. Определение вылета электрода. Величина вылета электрода влияет на стабильность процесса и формирование размеров шва. С увеличением вылета электрода увеличивается коэффициент расплавления за счет подогрева электродной проволоки сварочным током. Чрезмерное увеличение вылета электрода приводит к ухудшению формирования шва и увеличению разбрызгивание электродного металла. При малом вылете увеличивается разбрызгивание металла на токоподводящий мундштук и сопло, а также затрудняется наблюдение за процессом, Поэтому для различных по диаметру низкоуглеродистых и низколегированных проволок оптимальными являются установленные опытным путем значения вылета электрода, приведенные в таблице 3.3. Определение расхода защитного газа. по таблице 3.4 . Принимается расход газа - 15 л/мин. Расстояние от сопла горелки до изделия обычно выдерживается в пределах 8-15 мм. Сварочные материалы светлых сортов, используемая в качестве присадочного материала, содержат также до 12 % марганца и никеля Содержание марганца колеблется от 0 до 5%. Так, проволока 12х18н10т содержит 0, 12 % углерода, 18% хрома и 10% никеля. Требования к качеству поверхности исключают появление на ней: трещин; расслоений; окалины; ряда других дефектов. Параметры по сопротивлению разрыву и относительному удлинению сварочной проволоки, используемой для сварки нержавейки сведены в таблицу, с отдельными колонками для термообработанной и холоднокатаной продукции. 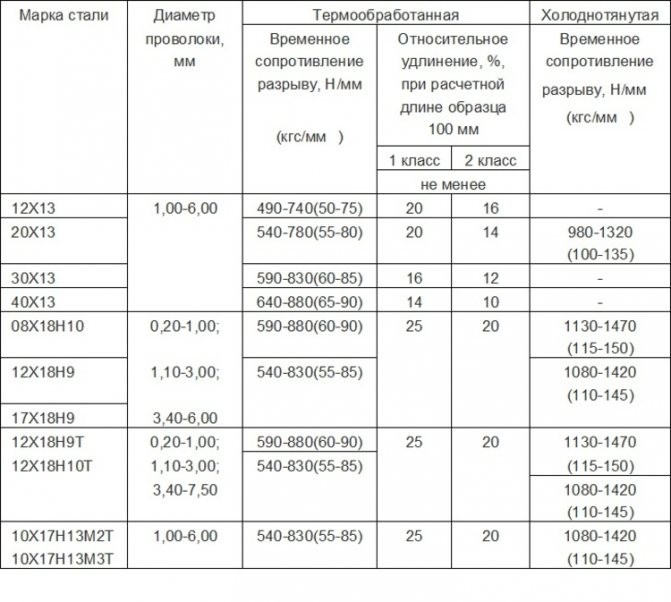 Рис 3.3. Параметры стали Физико-механические параметры в зависимости от марки. Для холоднокатаной продукции толщиной от 0, 8 мм устанавливаются требования по числу перегибов и количества витков при навивании пружины. Обычная форма поставки продукции: в мотках. По желанию потребителя изделия малых диаметров поставляются на катушках. И в том, и в другом случает необходимо плотно и ровно наматывать изделие, не перепутывая витки друг с другом. 3.4. Оценка свариваемости изделия 12Х18Н10Т. Особенности сварки нержавейки. Сварка стали – основной технологический процесс практически любого производства изделий из металла. С VII века до нашей эры и до наших дней сварка широко применяется как основной способ образования неразъемных соединений металлов. С самого зарождения и вплоть до XIX века н.э. в применялся метод кузнечной сварки металлов. Т.е. свариваемые детали нагревались и затем спрессовывались ударами молота. Эта технология достигла своего пика к середине XIX века, когда по ней стали изготавливать даже такие ответственные изделия как железнодорожные рельсы и магистральные трубопроводы. Сталь 12Х18Н10Т относиться к хорошо свариваемым. Характерной особенностью сварки этой стали является возникновение межкристаллитной коррозии. Она развивается в зоне термического влияния при температуре 500-800? С. При пребывании металла в таком критическом интервале температур по границам зерен аустенита выпадают карбиды хрома. Все это может иметь опасные последствия - хрупкие разрушения конструкции в процессе эксплуатации. Предварительную оценку свариваемости можно дать по химическому составу стали. Обобщенное влияние химического состава основного металла на свариваемость можно выразить через эквивалент углерода по эмпирической формуле: Сэкв = С+Мn/20+Ni/15+Сr/10+Мо/10+V/10, % (4.1) где С, Мn, Ni, Сг, Мо, V-содержание соответствующих элементов в стали, %. Определим Сэкв:   Таким образом, обе стали, обладают хорошей свариваемостью и относятся к первой группе. Сварка таких сталей может быть выполнена по обычной технологии. Сборочно-сварочное оборудование и технологическая оснастка Оборудование операций подготовительно и заключительного циклов Вспомогательное сварочное оборудование призвано обеспечить удобство и скорость выполнения нестандартных работ либо облегчить манипуляции в сложных производственных или погодных условиях. Состав таких приспособлений, механизмов и инструментов целиком зависит от поставленных задач. Например, для автоматической сварочной линии это будут стационарные установки, для ручной сварки – гораздо более мелкие приспособления. Для проведения сварочных работ ключевое значение отводится трансформатору и выпрямителю (либо инвертору), которые подключаются к сети переменного тока напряжением 220 или 380 В. С их помощью сетевой ток преобразуется в сварочный, что создает необходимые значения вольтамперных параметров. В процессе сварки происходит нагрев зоны соединения и самих деталей до температуры свыше +200 °С, поэтому для ее фиксации и удержания при позиционировании требуется определенная удерживающая и закрепляющая оснастка. Вспомогательные приспособления разделяются по функциональности, параметрам производительности и принципам действия. Процесс автоматического режима сварки невозможно производить без применения специальных вспомогательных приспособлений, которые предназначены для сокращения технологического времени во время выполнения высокоточных операций в массовом производстве Применение вспомогательного сварочного оборудования широко используется на предприятиях, выпускающих детали и сборочные единицы из металла для машиностроительной, железнодорожной отрасли, в системе строительства и ЖКХ, в сельскохозяйственной отрасли и в быту. Разновидности вспомогательных сварочных приспособлений и видов оборудования: трубные вращательные устройства; опоры роликовых исполнений; сварные колонны; сварочные кантователи; передвижные каретки к талям и тельферам; грузоподъемные приспособления; установки специального предназначения; механизмы для перекладки; автоматические устройства. К основным параметрам можно отнести следующие: качество соединения шва; коэффициент производительности; стабильность функционирования; эргономичность оборудования; материалы; минимизирование затрат. Требования к сварочному оснащению предусматривают точность сборки и надежность соединения стыков узлов в зоне резания. Необходимо наличие камеры вакуумного типа. Важно соблюдать требования безопасности. Следует выполнять все технические требования к изготовлению продукции и параметры, заданные изначально, учитывать и грамотно применять правила сварки, выдерживать допустимые погрешности и отклонения при работе. Для достижения высокой производительности в процессах сварки необходимо и важно применять прогрессивные и высокотехнологичные методы работы с использованием элементов механизации, автоматизации и роботизации. Только в таких случаях можно достичь качественных результатов сварных соединений. Источники питания для сварки Источник питания и сварочная дуга представляют собой взаимно связанную энергетическую систему. Устойчивость горения дуги является непременным условием процесса дуговой сварки как неплавящимся, так и плавящимся электродом. Источник питания обычно выбирают с соблюдением условий устойчивого горения дуги в зависимости от способа сварки. При механизированной сварке под флюсом напряжение холостого хода также больше напряжения на дуге, но только в два раза, и если используется источник с падающей характеристикой, то при среднем сварочном токе 220–230 А величина отклонения тока будет заметно больше при таком же изменении длины дуги. Такое изменение тока является полезным, так как при постоянной скорости подачи проволоки у полуавтоматов необходимо регулировать скорость плавления проволоки, которая меняется в зависимости от изменения длины дуги. При автоматической сварке под флюсом напряжение холостого хода в 1,5–1,7 раза больше напряжения на дуге, и, следовательно, чем положе внешняя характеристика источника, тем интенсивнее происходит автоматическое регулирование напряжения дуги и тем устойчивее процесс сварки (ΔIАФ > ΔIР). При автоматической сварке на постоянном токе высокой плотности (сварка тонкой проволокой), когда статическая характеристика дуги становится заметно возрастающей (l1), рационально использовать источники питания с жесткой, полого падающей или возрастающей внешней характеристикой (Г). Напряжение холостого хода у этих источников равно или меньше напряжения на дуге. Источники с такими характеристиками используются для сварки плавящимся электродом в защитных газах. Сварка нержавеющих сталей может осуществляться постоянным и переменным током. Большое распространение получила сварка постоянным током. Для питания дуги здесь служат сварочные преобразователи с падающей вольт-амперной внешней характеристикой и сварочные преобразователи с жесткой и пологопадающей характеристикой. Преобразователи типа ПС, САМ, САК, ПАС, ПСМ и т. п. представляют собой агрегаты, состоящие из сварочного генератора постоянного тока и двигателя внутреннего сгорания или электрического, приводящего во вращение ротор генератора. Преобразователи типа ВС, ИПП и т. п. состоят из трансформатора и выпрямителя. Выпрямительный блок, как правило, собирают из селеновых элементов. Трансформатор, выпрямительный блок и аппаратура для регулировки тока размещены в одном корпусе. К основным параметрам можно отнести следующие: качество соединения шва; коэффициент производительности; стабильность функционирования; эргономичность оборудования; материалы; минимизирование затрат. Требования к сварочному оснащению предусматривают точность сборки и надежность соединения стыков узлов в зоне резания. Необходимо наличие камеры вакуумного типа. Важно соблюдать требования безопасности. Следует выполнять все технические требования к изготовлению продукции и параметры, заданные изначально, учитывать и грамотно применять правила сварки, выдерживать допустимые погрешности и отклонения при работе. Для достижения высокой производительности в процессах сварки необходимо и важно применять прогрессивные и высокотехнологичные методы работы с использованием элементов механизации, автоматизации и роботизации Только в таких случаях можно достичь качественных результатов сварных соединений. Схема базирования деталей в приспособлении. Основную группу технологической оснастки составляют приспособления сварочного производства. Установка детали - это базирование и силовое замыкание совместно Базирование– это определение положения деталей в сборочной единице относительно друг друга либо сборочной единицы (изделия) относительно приспособления, рабочего инструмента, технологического сварочного оборудования (сварочной дуги, пламени горелки). Установочная база – это каждая поверхность детали, которой она соприкасается с установочными поверхностями приспособления. Для базирования любой детали необходимо выполнить "правило шести точек": В качестве базирующей чаще всего выбирают поверхность детали, имеющую наибольшие габаритные размеры. В качестве направляющей – поверхность наибольшей протяженности (рисунок 5.1). Установочными базами деталей могут служить как механически обработанные поверхности (отверстия, плоскости), так и не обработанные поверхности, не имеющие волнистости, неопределенной кривизны. Предпочтение отдают менее шероховатым, более чистым и точно расположенным поверхностям. Форма и масса деталей и подузлов, из которых состоит сварочный узел, в значительной степени определяют возможность их механизированной или ручной установки в сборочное приспособление. В связи с этим конструктору необходимо сделать индивидуальный анализ особенностей каждой детали с целью их правильного базирования. Такой анализ, как правило, весьма трудоемок и не всегда проводится в полной мере. Базирование деталей при сборке основывается на учете специфики сборки нескольких деталей – первой, второй и т.д. (в последовательности их установки по техпроцессу), и на учете величины зажатия их после базирования.
ЗаключениеВ ходе выполнения курсовой работы была проанализирована технология сборки и сварки колбы реактора Для оптимизации технологии была предложена автоматизация технологии сборки. В курсовой работе так же было выполнено: - оценка свариваемости материала; - произведен выбор материалов для сварки; - произведен расчет параметров режимов сварки; - исходя из режимов было выбрано сварочное оборудование Список использованной литературы.https://svarkaed.ru/rashodnye-materialy/elektrody/svarka-stali-marki-12h18n10t.html https://studopedia.su/10_74598_analiz-tehnologichnosti-izdeliy.html https://primelab.com/blog/85-primenenie-laboratornyh-reaktorov.html https://studopedia.ru/19_36038_konstruktsionnie-materiali-yadernogo-reaktora-osnovnie-trebovaniya-pred-yavlyaemie-k-konstruktsionnim-materialam.html https://www.svarcka.ru/poleznye-materialy/svarka-nerzhavejki-poluavtomatom.html https://msmetall.ru/metally/svarochnaya-provoloka-dlya-svarki-nerzhavejki-2.html http://www.avers-steel.ru/artcl/svarka.html https://www.chem21.info/info/1744957/ https://themechanic.ru/wp-content/uploads/2018/07/%D0%9C%D0%B0%D1%81%D0%B0%D0%BA%D0%BE%D0%B2-1-114-10.pdf |