Курсовая работа МДК 01.02. 1 Исходные данные выбор способа восстановления детали
 Скачать 373 Kb. Скачать 373 Kb.
|

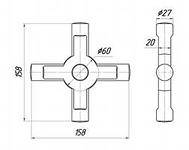
  .. 22 Содержание стр: Введение………………………………………………………………………... 2 1.Технологический процесс восстановления детали………………………. ...3 1.1. Разработка технологического процесса восстановления детали . ………3 1.2. Исходные данные …………………………………………………………. 32. Выбор способа восстановления детали2.1. Разработка маршрута технологического процессавосстановления детали…………………………………………………………72.2.Расчет партий деталей……………………………………………………...82.3. Разработка маршрута технологического процесса восстановлениядетали ………………………….. ……………………………………………..92.4. Расчет припусков на механическую обработку…………………………102.5. Расчет режимов обработки детали ……………………………………... 152.6 Техническое нормирование работ ……………………………………….182. 7.Обоснование и описание применяемого оборудования ……………...203.Заключение.................................................................................................... 214.Список литературы………………………………………………………...22Введение В процессе эксплуатации автомобиля надежность, заложенная в нем при конструировании и производстве, снижается вследствие возникновения различных неисправностей. В поддержании технического состояния автомобилей на требуемом уровне большую роль играет планово-предупредительная система технического обслуживания и ремонта. В процессе проведения технического обслуживания и текущего ремонта выполняются работы по устранению возникших неисправностей и замене наиболее быстро изнашиваемых деталей (поршневые кольца, эксплуатационные вкладыши и др.). И все же при длительной эксплуатации автомобилей наступает момент, когда вследствие износа корпусных и других основных деталей надежность автомобиля снижается настолько, что восстановление его средствами эксплуатационных предприятий становится невозможным. В этом случае автомобиль подлежит капитальному ремонту. Все основные детали автомобиля являются, достаточно сложными в конструктивно-технологическом отношении и на их изготовление затрачивается много овеществленного труда, черных и цветных металлов, в том числе легированных сталей. Не использование в дальнейшем дорогостоящих деталей, имеющих небольшие износы, и тем более деталей с допустимым износом было бы экономически не оправданным. Восстановление работоспособности и использование указанных деталей в масштабах страны является проблемой большого народнохозяйственного значения. Решение этой проблемы и является одной из основных задач авторемонтного производства. Курсовой проект по МДК01.02 «Техническое обслуживание и ремонт автотранспорта» для студентов, обучающихся по специальности 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта» является завершающим этапом изучения этого курса. Задачи данной курсового проекта: - выбрать способ восстановления деталей; - составить технические условия на контроль и сортировку деталей; - разработать маршрут восстановления детали; - рассчитать режимы резания и подобрать необходимое технологическое оборудование; - определить норму времени и технологическую себестоимость восстановления. 1.Технологический процесс восстановления детали1.1 Разработка технологического процесса восстановления деталиТехнологический процесс восстановления детали включает в себя описание условий работы детали, особенностей её конструкции, установление возможных дефектов с заключением по каждому дефекту, разработку маршрута технологического процесса восстановления детали, расчёт припусков на обработку, расчёт времени обработки. Анализируя условия работы детали и характер нагрузок (знакопеременные) в процессе её эксплуатации, приходим к выводу, что крестовина карданного вала автомобиля УАЗ -31514 может иметь следующие дефекты: износ посадок под игольчатые подшипники, поломка самой крестовины. 1.2 Исходные данные Производственная программа:11900 шт Тип производства: серийное 2.Выбор способа восстановления детали 2.1.Разработка маршрута технологического процесса восстановления детали В процессе эксплуатации крестовина испытывает изгибающие нагрузки при передаче крутящего момента. Под действием этого изгибающего момента деталь изнашивается, изнашиваются посадочные гнезда под подшипники, может произойти изгиб и скручивание, что может привести к облому детали. На основании анализа особенностей конструкции и условий работы детали составляем дефектовочную карту на контроль и сортировку детали (таблица 1.1). Где будут указаны: код детали по прейскуранту, материал детали и ее твердость, возможные дефекты, способы устранения дефектов и средства контроля, размеры по рабочему чертежу и допустимые без ремонта, а также делаем заключение о годности или негодности детали к восстановлению данного дефекта. Технические требования на дефектовку и ремонт должны быть следующими: - дефектация детали и сборочных единиц должна производиться в соответствии с приведенными картами дефектации; - допускается применение универсального измерительного инструмента, обеспечивающего степень точности проверки, указанную в Руководстве; - эталонны, применяемые при дефектации, должны утверждаться ремонтными предприятиями; - размеры трещин и обломов, при наличии которых детали подлежат списанию в брак, являются в значительной мере условными. Таблица 1.1 – Дефектовочная карта
Выбор способа зависит от конструкторско-технологических особенностей детали, условия ее работы, величины износа и особенностей самих способов восстановления. Зная конструкторско-технологические особенности детали и условия ее работы, а также эксплуатационные свойства различных способов восстановления, можно в первом приближении решить вопрос о применении того или иного способа восстановления. Оценка способа восстановления дается по трем критериям – применимости, долговечности и экономичности. Критерий применимости (технологический) определяет принципиальную возможность применения различных способов восстановления по отношению к конкретной детали. Характеристика различных способов восстановления деталей приведена в таблице 1 [1]. Этот критерий не может быть выражен числом и является предварительным, поскольку с его помощью нельзя решить вопрос выбора рационального способа восстановления, если их несколько. Для выбора рационального способа необходимо применить критерий долговечности, который выражается коэффициентом долговечности для каждого из способов восстановления и условий работы в узле. Критерий долговечности определяет работоспособность восстанавливаемой детали и определяется отношением долговечности восстановленной детали к долговечности новой. Чтобы обеспечить работоспособность детали на весь межремонтный пробег агрегата долговечность применяемого способа должна быть не ниже 0,85 (Kg = 0,85). Коэффициент долговечности Kg определяем по таблице 2 [1]. Окончательное решение вопроса о выборе рационального способа восстановления принимается при помощи технико-экономического критерия, связывающего долговечность отремонтированной детали с себестоимостью ее восстановления. Окончательное решение о восстановлении детали принимается в том случае, если себестоимость восстановления не превышает стоимости новой детали с учетом срока службы восстановленной детали, т.е. Св = Кд Сн, (2.1) где Св – себестоимость восстановленной детали, руб.; Сн – стоимость новой детали по прейскуранту, принимаем Сн=0,4 тыс. руб.; Кд – коэффициент долговечности, принимаем Кд=0,95 для хромирования Св =0,4 ·0,95=0,38 тыс. руб. Стоимость восстановленной детали ориентировочно определим по формуле где Q – расход материалов при восстановлении детали, отнесенный к единице поверхности (таблица 1.3 [1]), принимаем Q=3,8 г/см2; S – площадь детали, подлежащая восстановлению; S = а – стоимость единицы массы материалов при восстановлении (таблица 1.3 [1]), принимаем а = 4,46 руб/г; tоб – общее время на восстановление условной детали в мин., tоб = tо + tпз; tо – время на восстановление дефекта (таблица 1.3 [1]), принимаем tо=8,8 мин.; tпз – время на механическую обработку перед восстановлением и после, принимаем tпз=5,6 мин.; tоб = 1,8 + 5,6 = 7,4 мин.; l – тарифная ставка рабочего в зависимости от разряда выполняемой работы, руб./мин; Н – процент накладных расходов (для ремонтных предприятий 210…250%) (таблица 1.4 [1]), принимаем H = 210. Тарифную ставку l рабочего можем определить исходя из установленной минимальной заработной платы с учетом разряда работы: где L – минимальная заработная плата, L=7800 руб.; Kтар – коэффициент, учитывающий разряд работы, Kтар =1,31 для хромирования [8]; Т – продолжительность времени работы, Т=400мин. Стоимость восстановленной детали: Таким образом, приходим к выводу, что выбранный способ восстановления детали (хромированием ) экономически целесообразен. 2.2.Расчет партий деталейВ условиях серийного производства размер партии деталей принимают равным размеру месячной потребности в ремонтируемых деталях и может бытьопределен по формуле: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Маршрутная карта | Группа | |||||
| Наименование | код | материал | ||||
| Крестовина карданного автомобиля УАЗ-31514 | 469-2304064 Р1/Р2 | Сталь 27ХГР ГОСТ 4543-71 | ||||
| N | Наименование операции | Оборудование | Приспособление | Примечание | ||
| 1 | 2 | 3 | 4 | 5 | ||
| 005 | Мойка | Машина моечная ОМ-5360 | Моющий раствор Лабомид 201 | Все поверхности | ||
| 035 | Шлифовальная 1 Шлифовать поверхности 1 (Ø26,6мм), | Станок 3М150 | Цанга ГОСТ2877-80. Центр (задний) ГОСТ8742-75 | Шлифование производить под размер рабочего чертежа. Обеспечить требуемую шероховатость поверхностей | ||
| | Хромировать поверхности 1 (Ø27,2мм), | Ванна для хромирования | Щипцы,подвесное приспособлениепредохранительные втулки и колпаки | Перед хромированием произвести обезжирование поверностей.Поверности не подлежащие хромированию не подлежащие обработки изолировать | ||
| 035 | Шлифовальная 1 Шлифовать поверхности 1 (Ø27,15мм), | Станок 3М150 | Цанга ГОСТ2877-80. Центр (задний) ГОСТ8742-75 | Шлифование производить под размер рабочего чертежа. Обеспечить требуемую шероховатость поверхностей | ||
| 040 | Контрольная | Стол ОТК | - | Для всех дефектов | ||
2.4 Расчет припусков на механическую обработку
Определяем минимальный припуск для данной детали, то есть для тел вращения:
2·
где
Погрешность промежуточных пространственных отклонений равна:
где
где
где
l – длина обрабатываемой поверхности, мм.
 , мм, (2.9)
, мм, (2.9)где
Графа таблицы 5.1 «Расчётный размер dр» заполняется начиная с конечного размера путём последовательного прибавления расчётного минимального припуска каждого технологического перехода.
Записав в соответствующей графе расчётной таблицы значения допусков на каждый технологический переход в графе «Наименьший предельный размер» определим их значение для каждого технологического перехода, округляя расчётные размеры увеличением их значений. Наибольшие предельные размеры вычисляем прибавлением допуска к округлённому наименьшему предельному размеру.
Предельные значения припусков
При ремонте детали необходимо определить толщину слоя покрытия, которая равна сумме межоперационных припусков с учетом величины износа и механической обработки, предшествующих способу восстановления:
где Zi – припуск на механическую обработку, предшествующую способу восстановления, с целью удаления дефектов в поверхностном слое детали;
hизн – величина износа восстанавливаемой поверхности детали, мм (задаётся);
Zmaxi – суммарный припуск на механическую обработку, мм.
Приведём пример расчёта припусков на черновое точение:
2·
dр3= 36,22+0,418=36,64≈36,7 мм;
dmax3 = 36,7+160/1000=36,86 мм;
2·
2·
Расчет припусков для других операций производится аналогично. Результаты расчётов сведены в таблицу 5.1.
Произведём расчёт толщины слоя покрытия по формуле (2.11):
h=0,133+0,19+0,3845=0,6мм.
Таблица 5.1 – Карта припусков на обработку по технологическим операциям (переходам)
| Технологические операции по поверхности | Элементы припуска, мкм | Расчетный припуск 2Zmin | Расчётный размер dр, мм | Допуск на размер , мкм | Предельный размер, мм | Предельные значение припуска, мкм | Квалитет точности размера IT | ||||
| RZ | T | | dmin | dmax | 2 | 2 | |||||
| 1Хромирование | 30 | 30 | 73 | 2·209 | 27,84 | 62 | 27,8 | 27,84 | 480 | 580 | 9 |
| 2.Шлифование | 5 | 15 | 36 | 2·80 | 27,82 | 16 | 27,8 | 27,82 | 460 | 180 | 6 |
Режим обработки определяем для каждой отдельной операции с разбивкой её на переходы.
Для восстановления изношенных поверхностей необходимо шлифование, с последующей хромированием посадочных шеек под подшипники , а затем шлифование.
Режимы хромирования:
сила тока I = 300 А;
Плотность тока I = 60 А/дм2
Толщина слоя покрытия, S= 0,5-1,5 мм
Шлифование:
Скорость шлифовального круга:
где D-диаметр шлифовального круга, мм [13];
Таблица 5.1 Карта припусков на обработку по технологическим операциям
Приведём пример расчёта для шлифования:
Скорость вращения детали для
Расчётная частота вращения шпинделя:
Приведём пример расчёта для шлифования:
Полученное значение частоты вращения корректируется (принимается паспорту станка окончательно): nд=100 об/мин.
Действительная скорость вращения детали:
Приведём пример расчёта для шлифования:
Минутная поперечная подача:
- окончательная обработка:
где
К1 – коэффициент, зависящий от обрабатываемого материала и скорости круга [8];
К2 – коэффициент, зависящий от припуска и точности [8];
К3 – коэффициент, зависящий от диаметра круга, количества кругов и характера поверхности.
Приведём пример расчёта для шлифования:
Полученное значение частоты вращения корректируется (принимается паспорту станка окончательно): nд=100 об/мин.
Действительная скорость вращения детали определяется по формуле (6.5):
Минутная подача:
Sм= Sz ·z ·nд, мм/мин, (2.16)
где Sz- подача на один зуб, мм/зуб.
Sм= 0,02 ·6·100=12мм/мин.
Принимаем Sм=10 мм/мин, тогда подачу на один зуб определим по формуле:
2.6 Техническое нормирование работ
Норма штучно-калькуляционного времени:
где :Тпз- подготовительно-заключительное время, мин,
n- количество деталей в настроечной партии, ед.,
Тшт – норма штучного времени, мин.
Тшт =То+Тв+Тоб+Тот, мин, (2.19)
где: То-основное время, мин,
Тв- вспомогательное время, мин,
Тоб- время на обслуживание рабочего места, мин,
Тот- время перерывов на отдых и личные надобности, мин.
Основное время То вычисляется на основании принятых режимов резания по формулам, содержащимся в литературе по режимам резания [12]. Вспомогательное время состоит из затрат времени на отдельные приёмы (установку и снятие детали, приёма управления и др.). Время на обслуживание рабочего места состоит из времени на организационное и техническое обслуживание.
Учитывая приведенное выше, формулы для определения штучно-калькуляционного времени можно представить в виде (для всех операций, кроме шлифовальных и полировальных):
Тшк=Тп-з/n+То+(Ту.с.+Тз.о.+Туп.+Тиз)k+Тоб.от, мин.
Для шлифовальных операций:
Тшк=Тп-з/n+То+(Ту.с.+Тз.о.+Туп.+Тиз)k+Ттех+Торг+Тот, мин,
где k- коэффициент учёта серийности производства.
Норму времени на гальванические работы рассчитывают по формуле
при твердом хромировании
h - толщина слоя покрытия, мм
Dк - катодная плотность тока,
Твн - вспомогательное время (неперекрываемое) на загрузку деталей в основную ванну и выгрузку их из ванны, мин (табл. 65)
Тнеп.оп. - оперативное время (неперекрываемое) на все операции, следующие после покрытия деталей, мин (табл.66)
1.12 - коэффициент, учитывающий дополнительное и подготовительно-заключительное время
n - число деталей, одновременно загруженных в основную ванну (табл. 64)
Ки - коэффициент использования оборудования (табл. 67)
Штучно-калькуляционное время при шлифовании:
где
Тшк1=7/17+1,08+(0,11+0,06+0,04+0,15)1,85+1,5+0,03+0,054=3,24 мин.
Для остальных режимов шлифования расчёт производим аналогично.
Тшк2=6,89 мин.
Значение основного времени находим по формуле:
2.7 Обоснование и описание применяемого оборудования
Жесткое закрепление, предотвращение сдвигов и смещений деталей во время обработки играет важную роль, как для обеспечения точности обработки, так и для сохранения геометрии детали и её параметров.
Основные требования, предъявляемые к зажимным устройствам:
простота, надежность, жесткость и износостойкость;
постоянная по величине сила закрепления и минимальное время закрепления-открепления заготовки или детали;
отсутствие деформации заготовки или детали и ее смещения в процессе закрепления.
Зажимные устройства, и приспособления, разделяют на два типа:
самотормозящие устройства: винтовые, клиновые, эксцентриковые и другие механизмы, обеспечивающие жесткое замыкание независимо от вида привода. Упругие отжатия элементов таких устройств прямо пропорциональны приложенной силе;
автоматизированные зажимные устройства: пневматические, гидравлические и гневно-гидравлические механизмы прямого действия без промежуточных элементов. Если к зажимному элементу этих устройств (например, к штоку) приложить возрастающую силу, то перемещение элемента (штока) не произойдет до тех пор, пока значение этой силы не превысит определенный уровень, после чего шток сразу переместится на значительную величину.
При при шлифование на восстанавливаемую деталь будут действовать силы резания, стремящиеся сместить его с исходного положения. Во избежание этого необходимо произвести расчёт зажимной силы W:
где k=k0· k1· k2· k3· k4· k5· k6 – коэффициент запаса, [13];
f= 0,15– коэффициент трения, [13].
k=1,5· 1,4· 1,0· 1,2· 1,0·1,0·1,0=2,5.
Произведём расчёт усилия резания Рz [формула 4.13, 8]:
Рz=
Определим значение составляющая силы резания, действующая в осевом направлении [таблица 42, 8]:
По формуле (8.1) произведём расчёт зажимной силы:
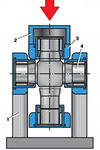
Рисунок 2.1 Приспособления по ремонту крестовины
В данном случае используются винтовые зажимы, они просты и надежны.
К данному оборудованию, а также к укрепленной в нем обрабатываемой детали предъявляются следующие технические требования:
Организация работы должна соответствовать мерам безопасности.
Исключается перекос половинок относительно стола.
Не допускается взаимная не перпендикулярность тисков и стола.
Обеспечение надежной фиксации обрабатываемой детали и устройства.
Настоящее оборудование также имеет характеристики:
Максимальное зажимное усилие – 100 Н.
Вес зажимного устройства 5 кг.
Тип зажимного устройства – механическое, стационарное.
Предельные размеры закрепляемой детали – диаметр D=45 мм, длина L=150…450 мм.
3. Заключение
В процессе выполнения курсового проекта по МДК01.02 «Техническое обслуживание и ремонт автомобильного транспорта» были выполнены следующие задачи:
-описали особенности конструкции детали (материал, термообработку, шероховатость и точность обработки, базовые поверхности);
-описали условия работы детали, указав вид трения;
определили класс детали;
-выбрали способ восстановления детали;
- составили технические условия на контроль и сортировку деталей;
разработали маршрут восстановления детали;
- рассчитали режимы резания и подобрали необходимое технологическое оборудование;
- определили норму времени и технологическую себестоимость восстановления.
4.Список литературы
1. Методические указания предназначенные для использования при изучении МДК01.02 «Техническое обслуживание и ремонт автомобильного транспорта», к курсовому проекту для студентов специальности 23.02.03. «Техническое обслуживание и ремонт автомобильного транспорта».
2. Ремонт автомобилей / Под ред. Карагодина В.И. М.: AGADEMA, 2015г, -325с.
3. Капитальный ремонт автомобилей. Справочник / Под.ред. Р.Е.Еснберлина. – М.: Транспорт, 2016г.-333с.
4. Справочник технолога-машиностроителя. Т.1, 2. / Под ред. А.Г. Косиловой и М.Мещерякова. М.: Машиностроение, 2015г.-236с.
4. Шадричев В.А. Основы технологии автомобилестроения и ремонт автомобилей. М.: AGADEMA , 2017г.-224с.
Ремонт крестовины карданного вала автомобиля УАЗ-31514