Изготовление стеллажа. начало. Известно около семидесяти способов сварки, с применением которых
 Скачать 2.75 Mb. Скачать 2.75 Mb.
|

|
ВВЕДЕНИЕ Полуавтоматическая и автоматическая сварка, позволяющая произвести процесс неразъемного соединения металлов, в современном мире находит широкое и все возрастающее применение во всех промышленно развитых странах мира. Экономическое развитие в нашей стране, как известно, основывается на научно-техническом прогрессе, приоритетными направлениями которого являются комплексная механизация и автоматизация производственных процессов, широкое внедрение в производство новых конструкционных материалов и высокоэффективных технологических процессов, рациональное использование материальных и энергетических ресурсов. В реализации этих направлений в машиностроении, строительстве, транспорте и других отраслях значительная роль отводится прогрессивным технологиям сварки и родственным процессам. Известно около семидесяти способов сварки, с применением которых создаются монолитные соединения металлов, неметаллов, а также разнородных материалов толщиной от десятка микрометров до нескольких метров при производстве автомобилей, подвижного состава железных дорог, энергетической и химической аппаратуры и многих других сварных конструкций как ответственного, так и неответственного назначения. В представленной выпускной квалификационной работе разрабатывается технология сборки и сварки стеллажа для промышленного склада из балок коробчатого сечения. Стеллажи - металлические конструкции неответственного назначения, являются складским оборудованием, которое предназначается для хранения объектов промышленного и бытового видов, грузов разнообразных типов с классическими и нестандартными габаритами. Объектом проектирования является технологический процесс сборки и сварки стеллажа. Предметом проектирования является процесс сборки и сварки стеллажа. Целью является разработка технологического процесса сборки и сварки стеллажа с использованием автоматической и механизированной сварки. Для достижения поставленной цели необходимо решить следующие задачи: - разобрать из каких частей состоит стеллаж; - выбрать и проанализировать сталь для данной конструкции; -подобрать и обосновать проектируемый способ сварки металлоконструкции; - произвести необходимые расчеты режимов сварки; - выбрать и обосновать сборочное и сварочное оборудование; - разработать технологию сборки-сварки стеллажа; Разрабатываемый технологический процесс сварки должен не только обеспечивать получение надёжных сварных соединений и конструкций, отвечающих всем эксплуатационным требованиям, но должен также допускать максимальную степень механизации и автоматизации производственных процессов изготовления изделий. 1. Выбор типа стеллажа для материалов. Изделие - «Стеллаж для промышленного склада» используют для временных складов, хранения конструкций и оборудования, перетранспортировки, изготавливают из балок коробчатого сечения. Балка коробчатого сечения представляет собой сварную конструкцию из четырёх металлических пластин, сваренных между собой с образованием замкнутого контура. Подобные конструкции нашли широкое применение в строительной отрасли в качестве различных видов опор и несущих конструкций. Преимущество применения балок коробчатого профиля заключается в том, что металл балки более полно работает при различного рода изгибах (по сравнению с цельнометаллической балкой), имея при этом сравнительно небольшую массу. 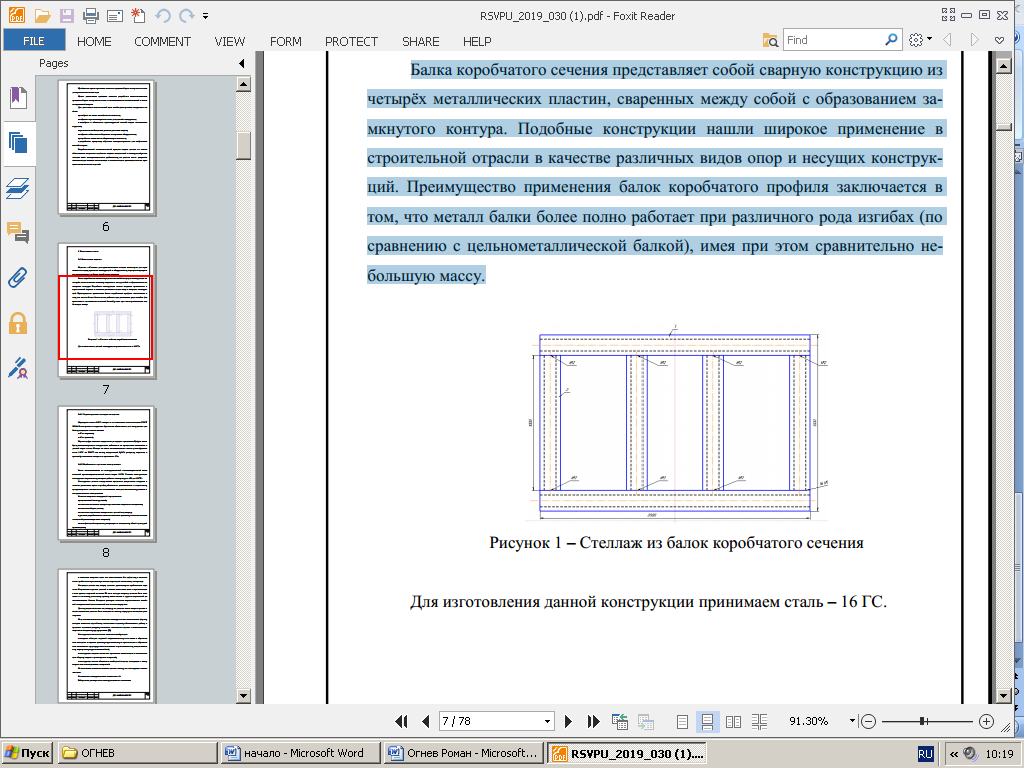 Рисунок 1 – Стеллаж из балок коробчатого сечения Для изготовления данной конструкции принимаем сталь – 16 ГС. Характеристика материала изделия Маркировка стали 16ГС говорит о ее химических составляющих. ГОСТ 5058-65 оговаривает следующие буквенные обозначения для легирующих добавок, входящих в состав сплава: • «Г» - марганец; • «С» - кремний; Первая цифра означает содержание углерода в процентах. Цифры после букв, соответствующих легирующим добавкам – их процентное количество в данной марке стали. Исходя из всего вышесказанного можно расшифровать сталь 16ГС по ГОСТ как сплав, содержащий 0,16% углерода, марганец и кремний, количество которых не превышает 1%. Особенности и условия эксплуатации Балка изготавливается из конструкционной низколегированной качественной кремнемарганцовистой стали марки 16ГС. Условия эксплуатации конструкции нормальные, интервал рабочих температур от -30 до +50 °C. Конструкция должна выдерживать предельно допустимые нагрузки в течение расчетного срока службы, обеспечить долговечность и надежность, предусматривать возможность технического освидетельствования, ремонта и контроля металла в соединении. Качество сварных конструкций определяется: - рациональной конструкцией; - качеством основного материала; качеством сварочных материалов; - качеством сборки детали; - качеством подготовки поверхности деталей под сварку; - уровнем разработанного технологического процесса, степенью автоматизации сборочно-сварочных операций; - квалификацией сварщиков, операторов и наладчиков, общей культурой производства; - качеством сварного шва: т.е. выполненного без дефектов, в соответствии требованию прочности, плавным переходам к основному материалу. Входящие детали под сварку должны удовлетворять требованиям чертежа. Свариваемые кромки деталей в местах наложения швов и прилегающие к ним кромки шириной не менее 20 мм в каждую сторону должны быть очищены от окалины, ржавчины, краски, масла смазки и других загрязнений до металлического блеска. Контроль размеров зачистки осуществляется линейкой измерительной металлической или штангенциркулем. Детали, подготовленные под сварку, не должны иметь острых кромок и после штамповки должны быть очищены от масла, жира, грязи моющими растворами. Под технологичностью понимают конструктивные оптимальные формы, которые отвечают служебному назначению изделия, обеспечивают работу в пределах заданного ресурса, позволяют изготовить изделие с минимальными затратами материала, труда, времени. Конструкцию можно считать технологичной, когда: - материал обладает хорошей свариваемостью, не склонен к образованию холодных и горячих трещин, охрупчиванию, не чувствителен к образованию закаленных структур, малая склонность к красноломкости, хладноломкости, жаропрочен, коррозионностойкий; - конструкция изделия позволяет применять механизацию и автоматизацию сборки, сварки и транспортных операций; - конструкция может обеспечить свободный подход электродов к месту сварки. т.е. тип соединения - открытый. На основании вышеизложенного делаем вывод, что конструкция технологична. Количество конструкционных элементов – 4. Габаритные размеры всех конструкционных элементов: Таблица 1 - Ведомость сборочных единиц балки
Определяем, какие швы являются основными (то есть, несут эксплуатационную нагрузку) а какие вспомогательными. Описываем технологические требования ко всем швам, их длину и конфигурацию. Заполняем таблицу 2
Выбор листового металла Для изготовления балок коробчатого сечения используют листы из стали 16ГС. Сталь 16ГС - конструкционная, для сварных конструкций, низколегированная качественная кремнемарганцовистая. Сортаментом предусмотрены листы толщиной стенки от 5 до 10 мм. Для своей конструкции выбираю лист с габаритными размерами 6x1500x6000 ГОСТ 5520, из данного листа можно вырезать 9 полос металла для верхних полок, либо 5 полос для боковых стенок. Химический состав и механические свойства стали 16ГС Таблица 3 - Химический состав Стали 16ГС по ГОСТ 19281-2014, % 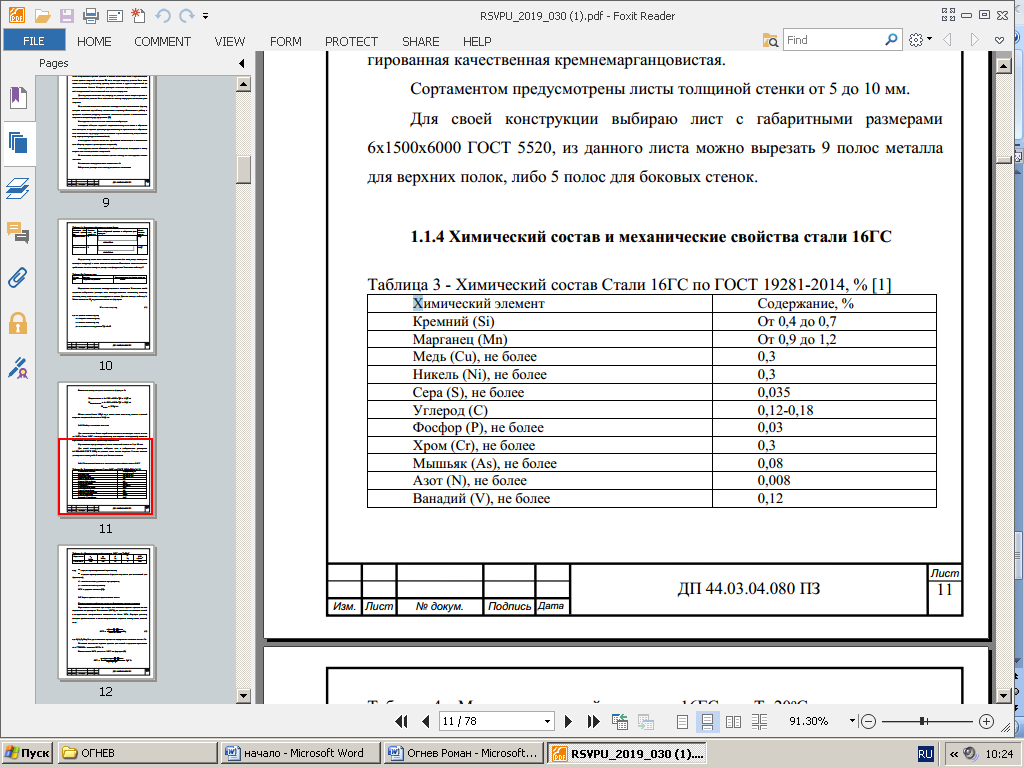 Таблица 4 – Механические свойства стали 16ГС при Т=20 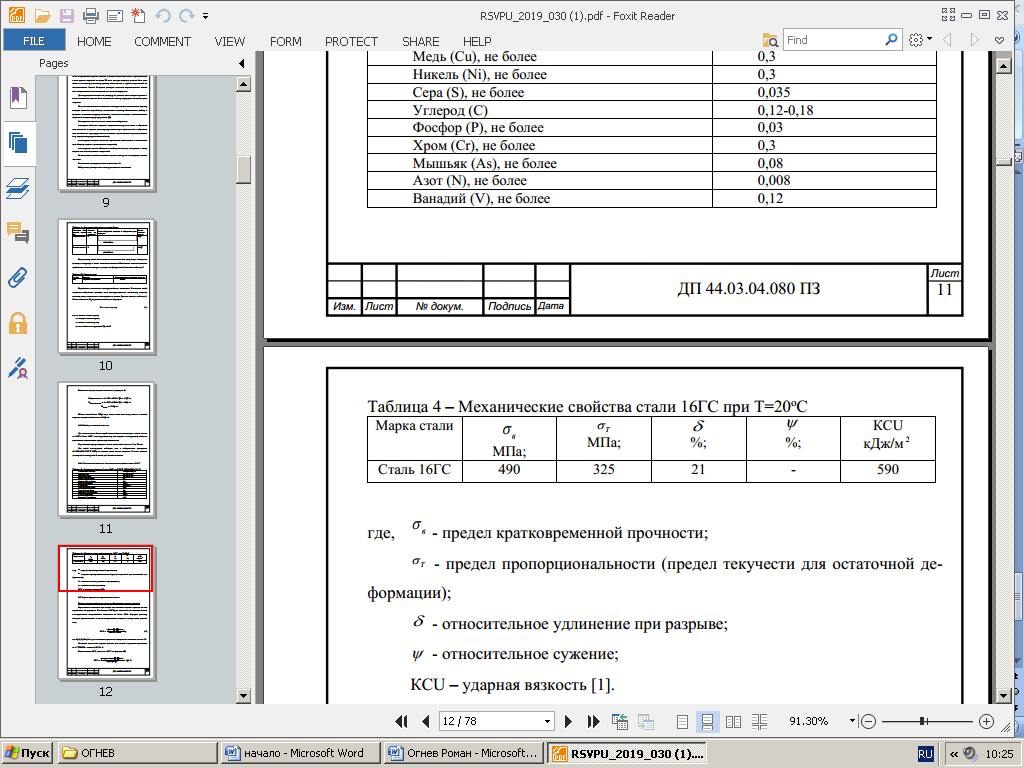 Особенности сварки конструкционной низколегированной стали. Низколегированные стали получили большое применение в связи с тем, что они, обладая повышенными механическими свойствами, позволяют изготовлять строительные конструкции более легкими и экономичными. Для изготовления различных конструкций промышленных и гражданских сооружений применяются стали марок 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 16ГС и др. Эти стали относятся к категории удовлетворительно свариваемых сталей; содержание углерода не более 0,25% и легирующих примесей не более 3,0%. Следует учитывать, что при содержании в сталях углерода более 0,25% существует вероятность образования закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва. Низколегированные стали сваривать труднее, чем низкоуглеродистые конструкционные. Низколегированная сталь более чувствительна к тепловым воздействиям при сварке. В зависимости от марки низколегированной стали при сварке могут образоваться закалочные структуры или перегрев в зоне термического влияния сварного соединения. Структура околошовного металла зависит от его химического состава, скорости охлаждения и длительности пребывания металла при соответствующих температурах, при которых происходит изменение микроструктуры и размера зерен. При малой скорости охлаждения получают структуру перлит (механическая смесь феррита и цементита). При большой скорости охлаждения аустенит распадается на составляющие структуры при относительно низких температурах и образуются структуры - сорбит, троостит, бейнит и при очень высокой скорости охлаждения - мартенсит. Наиболее хрупкой структурой является мартенситная, поэтому не следует при охлаждении допускать превращения аустенита в мартенсит при сварке низколегированных сталей. Скорость охлаждения стали, особенно большой толщины, при сварке всегда значительно превышает обычную скорость охлаждения металла на воздухе, вследствие чего при сварке легированных сталей возможно образование мартенсита. Режим сварки необходимо подбирать так, чтобы не было большого количества закалочных микроструктур и сильного перегрева металла. Тогда можно производить сварку стали любой толщины без ограничений при окружающей температуре не ниже -10 °С. При более низкой температуре необходим предварительный подогрев до 120-150 °С. При температуре ниже -25 °С сварка изделий из закаливающихся сталей запрещается. 2 Описание оборудования для проведения сварочных работ Сварочный автомат для сварки под флюсом KA 4-UPDG Сварочный автомат Kjellberg KA 4-UPDG для сварки под флюсом оснащен двухшарнирными рукавами. Этот автомат очень эффективно сваривает одновременно два угловых шва. Самодвижущаяся тележка сварочного автомата имеет привод на все колеса, регулируемый на основе тахометра. Тем самым обеспечивается высокая степень мобильности. Модульная конструкция серии KA позволяет гибко приспосабливать автомат KA 4-UPDG к различным задачам сварки. Предварительная настройка сварочного тока, напряжения дуги и скорости сварки в зависимости от применяемого источника питания и встроенная автоматика зажигания и отрыва облегчают работу с автоматом. Фазы заполнения начального и конечного кратера настраиваются отдельно. Компактная конструкция автомата KA 4-UPDG с двойными шарнирами позволяет катить его непосредственно по свариваемой детали. В качестве направляющей можно использовать профильные рельсы. 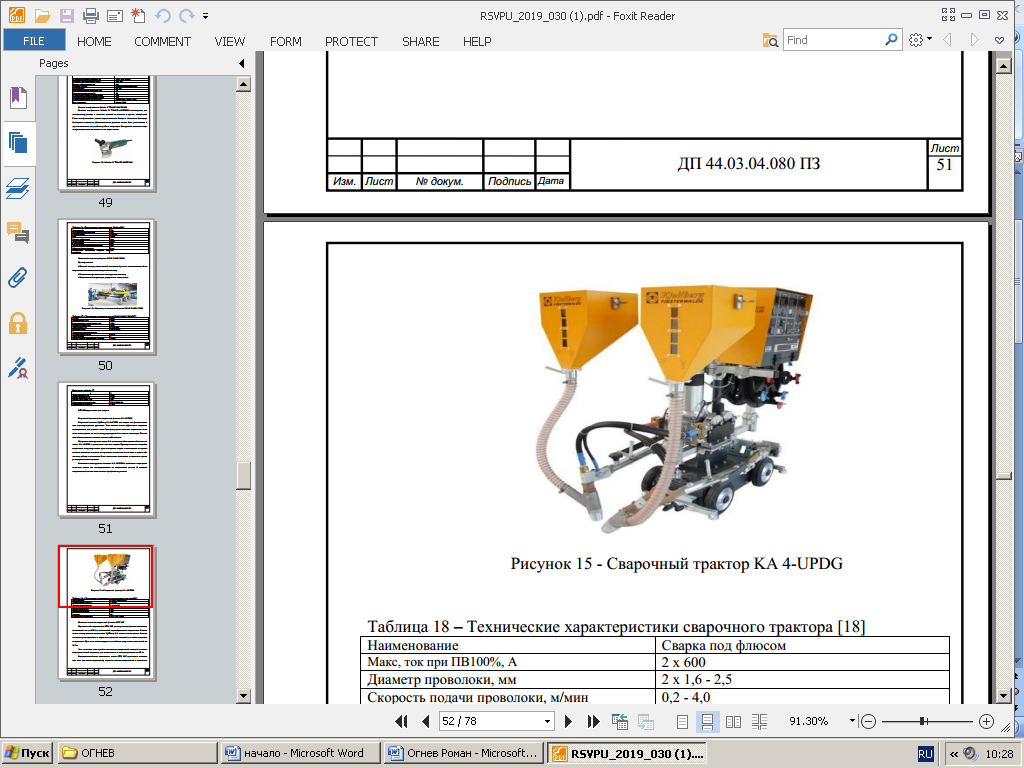 Рисунок 2 - Сварочный трактор KA 4-UPDG Таблица 5 – Технические характеристики сварочного трактора  Источник тока для сварки под флюсом GTH 802 Передвижной выпрямитель GTH 802 для сварки под флюсом поставляет постоянный ток до 800 A с постоянной характеристикой напряжения. В сочетании со сварочными автоматами Kjellberg KA имеется возможность бесступенчатого регулирования и перенятия заданных значений для всего сварочного процесса. При этом компенсируются колебания напряжения величиной до 10 %. Этот источник тока серийно оснащается встроенной системой компенсации реактивной мощности для подключения к сетевым розеткам на 63 A. Высококачественное исполнение делает GTH 802 идеальным источником тока для механизированной, частично автоматизированной и полностью автоматизированной сварки при изготовлении топливохранилищ и котлов, в судостроении, мостостроении и при промышленном монтаже. GTH 802 имеет прочное шасси. Четыре подъемные проушины облегчают мобильное применение выпрямителя. Защищенная от пыли электроника и серийно устанавливаемая розетка для дистанционного регулятора дают дополнительную свободу при сварке под флюсом. GTH 802 отличается надежным процессом зажигания и спокойной дугой. Процесс удобно контролируется благодаря цифровым индикаторам. Гальваническая развязка системы управления и термозащитный выключатель обеспечивают высокую эксплуатационную надежность при сварке под флюсом 1. Интерфейс с гальванической развязкой для сигналов внешнего управления (например, при использовании на промышленных роботах или направляющих машинах) 2. Подключение к коммуникационным сетям 3. Стационарное исполнение  Рисунок 3 - GTH 802 Таблица 5 –Технические характеристики GTH 802 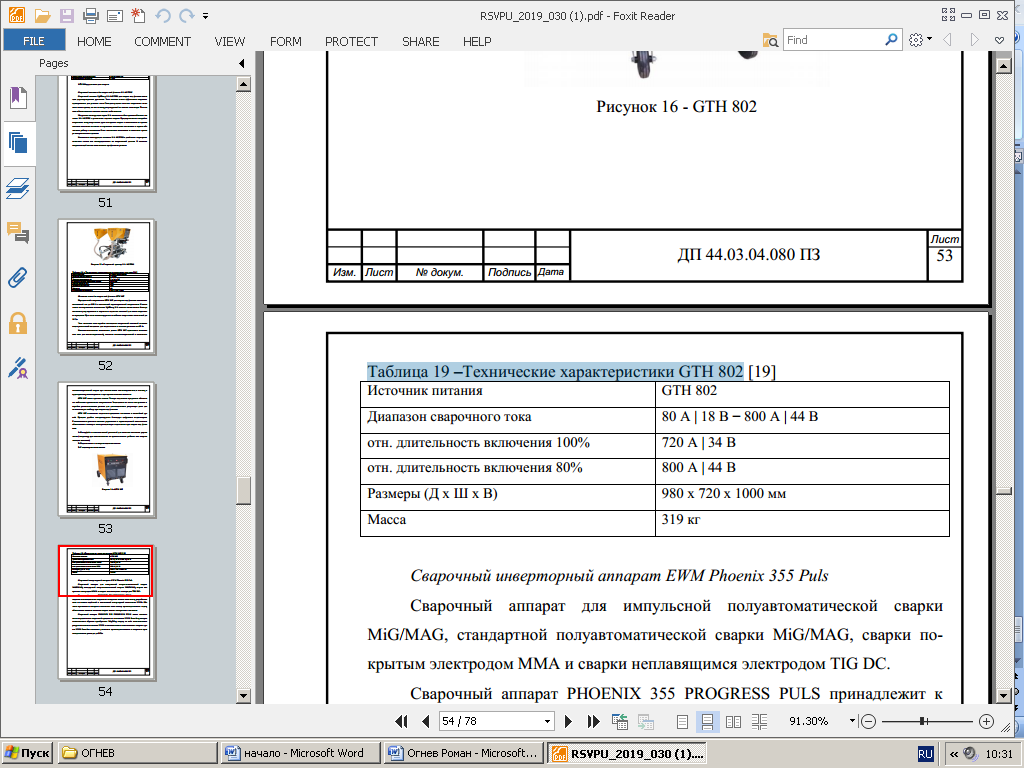 Сварочный инверторный аппарат EWM Phoenix 355 Puls Сварочный аппарат для импульсной полуавтоматической сварки MiG/MAG, стандартной полуавтоматической сварки MiG/MAG, сварки покрытым электродом MMA и сварки неплавящимся электродом TIG DC. Сварочный аппарат PHOENIX 355 PROGRESS PULS принадлежит к моделям инновационных сварочных аппаратов нового поколения, разработанного на основе надёжной и испытанной инверторной технологии EWM. Область применения аппарата охватывает весь спектр производственных задач, обеспечивая высокое качество сварки многих материалов и сплавов. Сварочный аппарат PHOENIX 355 PROGRESS PULS имеет возможность осуществлять сварочный процесс по технологии EWM forceArc, которая качественным образом преображает Mig/Mag сварку за счёт использования ресурса источника питания EWM и максимального использования энергии дуги. EWM forceArc позволяет увеличить производительность и сократить производственные расходы до 50%.  Рисунок 4 - Сварочный инверторный аппарат EWM Phoenix 355 Puls Таблица 6 – Технические характеристики EWM Phoenix 355 Puls [20] 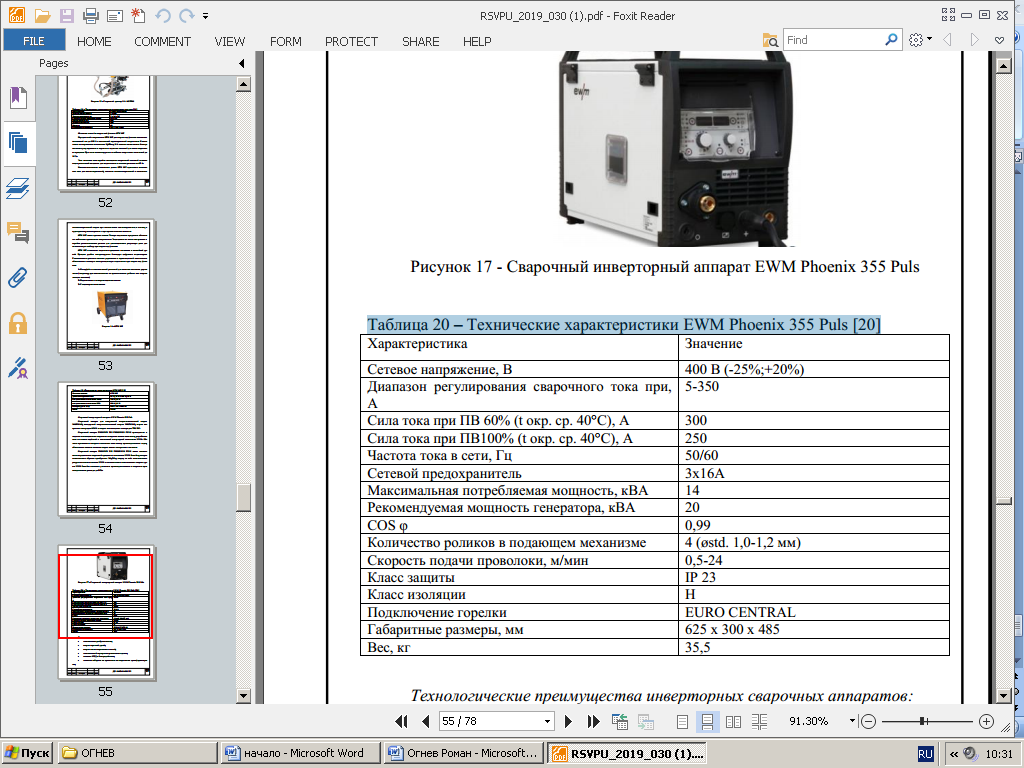 Технологические преимущества инверторных сварочных аппаратов: минимальное разбрызгивание; сварка короткой дугой; сварка плохо свариваемых сталей; минимальный перегрев свариваемого изделия; высокие КПД и быстродействие; меньшие габариты по сравнению со сварочными трансформаторами; для получения качественных швов не требуется высокой квалификации сварщика. Инверторные сварочные аппараты также называют сварочными инверторами. 3 Подготовительные операции В заготовительные операции входят: правка металла, резка, очистка, разделка кромок. Технологический процесс заготовки деталей изделий из проката начинается с подбора металла по размерам и маркам стали. Металл, поступающий с металлургических заводов, заготовки после резки и других заготовительных операций, требует правки. Вследствие неравномерного остывания, после прокатки металл деформируется, получает дополнительную деформацию при вырезке деталей. Правка деформированного металла осуществляется путем создания местной пластической деформации и может производится в холодном стоянии или при предварительном подогреве. Разметка - это процесс нанесения на металл в натуральную величину контура детали. В процессе разметки необходимые указания по обработке наносят на металл с использованием мерительного и специального инструмента: металлических рулеток, линеек, чертилок, угольников, молотков и др. Качество разметки во многом зависит от точности мерительного инструмента. Резка металла может быть заготовительная и как операция изготовления деталей без последующей механической обработки. Листовой металл режут на прессножницах, гильотинных, дисковых и виброножницах. Очистка листовой стали, поверхностей цветных металлов, деталей от загрязнений является трудоемкой операцией. Существуют следующие способы очистки металла: ручным инструментом, механическими щетками, пескоструйный способ. Оборудование, приспособления, инструмент для выполнения заготовительных операций. Балка коробчатого сечения в данной работе будет изготавливаться из листов стали 16ГС толщиной 6 мм. Чтобы листовой прокат попал в производство, он должен пройти: правку, резку, обработку кромок, очистку и разметку. Кран - балка подвесная грузоподъёмностью 2 т. Кран - балка 2 т относится к мостовым кранам, отличаясь при этом от мощных моделей небольшой массой конструкции и ограниченной грузоподъемностью. В большинстве случаев краны этого вида предназначены для проведения работ в небольших помещениях. Кран-балка 2 т является надежным оборудованием, позволяющем в значительной мере оптимизировать работы производств и складов в плане перемещения штучных грузов весом до двух тонн. Цикл работы кран балок состоит из четырех этапов, а именно: • Захват груза; • Передвижение по заданному пути; • Разгрузка; • Возврата в начальное положение. Листоправильная машина LP4 Устройство листоправильной машины: Силовая часть состоит из базы, редуктора, электродвигателя, муфты, делителя мощности, шарнира, защиты, универсального шарнира и т.д. Прижимающая часть состоит из базы, стальной литой рамы, корпуса нижнего подшипника, корпуса подшипника скольжения, валков (9 шт), верхней поддерживающей рамы, поперечины, верхнего/нижнего поддерживающего ролика (по две пары на каждый), устройство подъема/опускания валков включает два электродвигателя и насос для ручной смазки станка. Аппарат пескоструйный с дистанционным управлением DBS-25 RC Contracor. Область применения. Абразивоструйная очистка металлических конструкций и сооружений, бетонных поверхностей. Степень очистки до SA-3,0. Производительность до 15 м2/ч. Предназначен для работы с любым сухим песком фракцией до 3,5 мм. TDJ1250 ленточнопильный станок с ЧПУ с разворотом пильной рамы Машина главным образом используется для резки двутавровых балок, швеллеров, труб и других профилей из металла Угловая шлифмашина Metabo W 750-125 601231010 Угловая шлифмашина Metabo W 750-125 601231010 используется для шлифования, резания и зачистки изделий из металла и прочих материалов. Смена шлифовальных дисков осуществляется быстро и безопасно благодаря блокировке шпинделя. Дополнительная рукоятка может быть установлена в двух положениях для удобства работы оператора. Инструмент оснащен кожухом, защищающим пользователя от искр и пыли. Машина для плазменной резки ESAB EAGLE 2000 Преимущества: • Полный спектр возможностей плазменной резки с исключительно благоприятным соотношением «затраты-выгоды»; • Рациональная, компактная конструкция машины; • Впечатляющие параметры ускорения и замедления. 4 Выбор режимов сварки Выбор способа сварки и сварочных материалов. В данном проекте для сборки балки (прихватки) и стеллажа в дальнейшем используется полуавтоматическая сварка в среде защитных газов (Corgon 20), а для сварки балки задействуется автоматическая сварка под флюсом, что диктуется технологической целесообразностью и высокой производительностью. Для автоматической сварки под флюсом выбираем флюс ОСЦ-45. Флюс ОСЦ-45 предназначен для механизированной дуговой сварки и наплавки изделий широкой номенклатуры изделий из низкоуглеродистых сталей. Сварочный флюс ОСЦ-45 применяется для автоматической сварки, при этом отмечается устойчивость горения дуги. Разрывная длина дуги до 13 мм, формирование шва достаточно удовлетворительное, склонность к образованию трещин и пор низкая. Этот флюс можно использовать при сварке стали 16ГС, т.к. он подходит по химическому составу Таблица 7 – Химический состав флюса ОСЦ-45, %, ГОСТ 9087 – 69 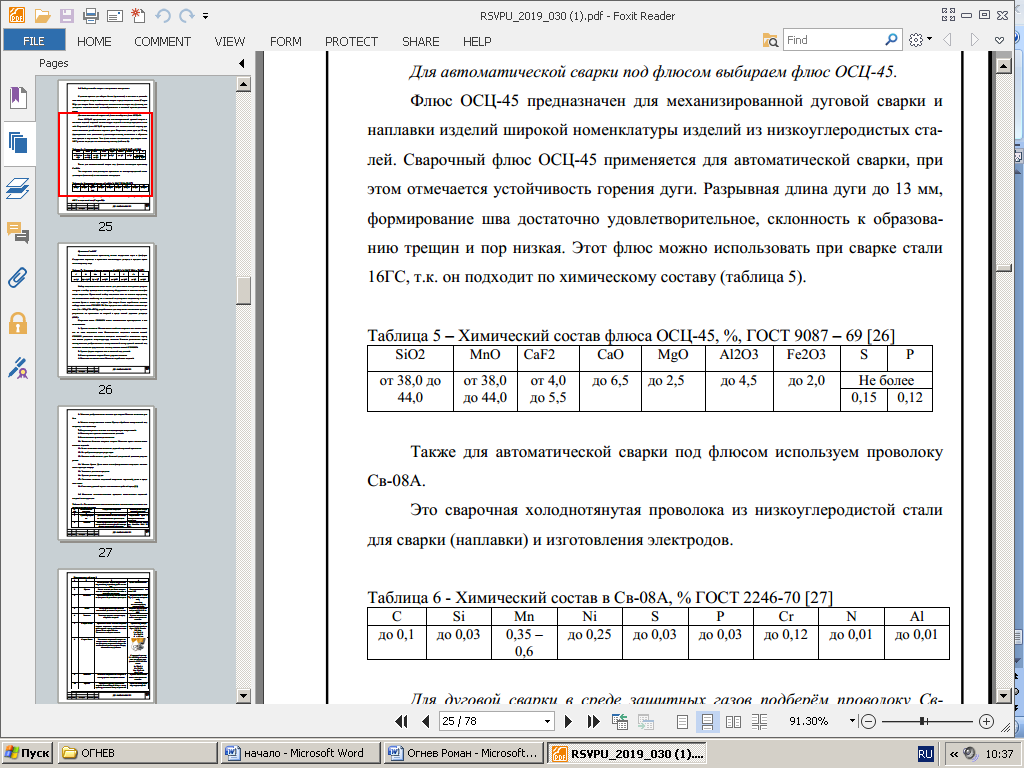 Также для автоматической сварки под флюсом используем проволоку Св-08А. Это сварочная холоднотянутая проволока из низкоуглеродистой стали для сварки (наплавки) и изготовления электродов. Таблица 8 - Химический состав в Св-08А, % ГОСТ 2246-70 [27] 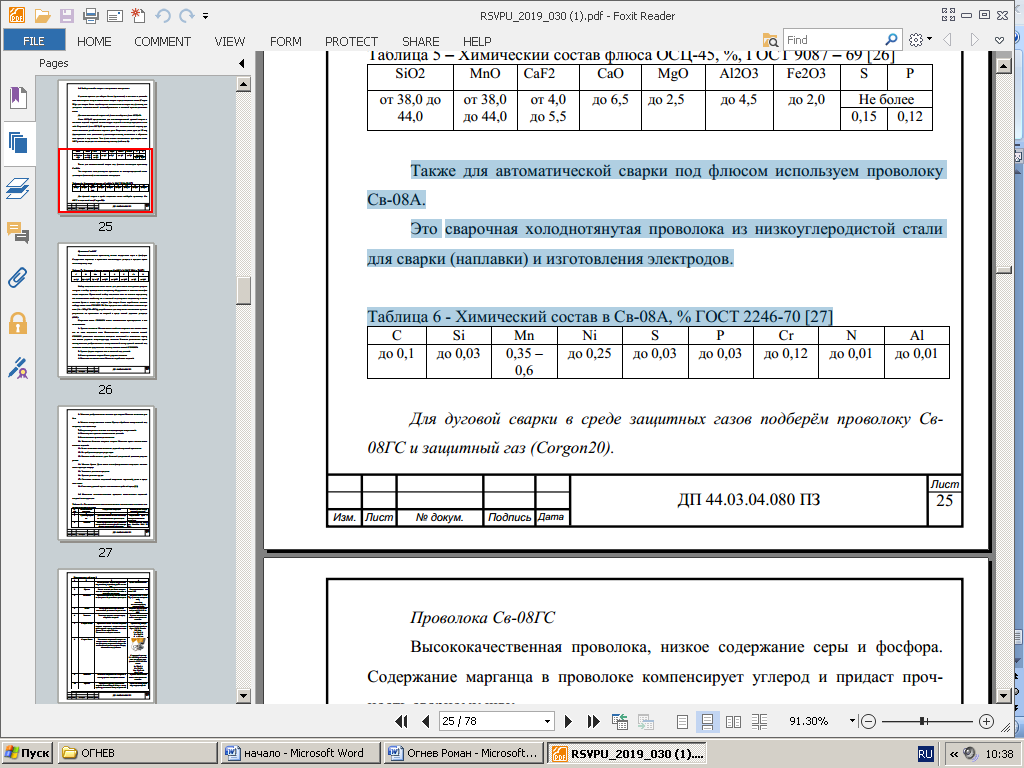 Для дуговой сварки в среде защитных газов подберём проволоку Св-08ГС и защитный газ (Corgon20). Проволока Св-08ГС Высококачественная проволока, низкое содержание серы и фосфора. Содержание марганца в проволоке компенсирует углерод и придаст прочность сварному шву. Таблица 9 - Химический состав материала Св-08ГС, % ГОСТ 2246 – 70 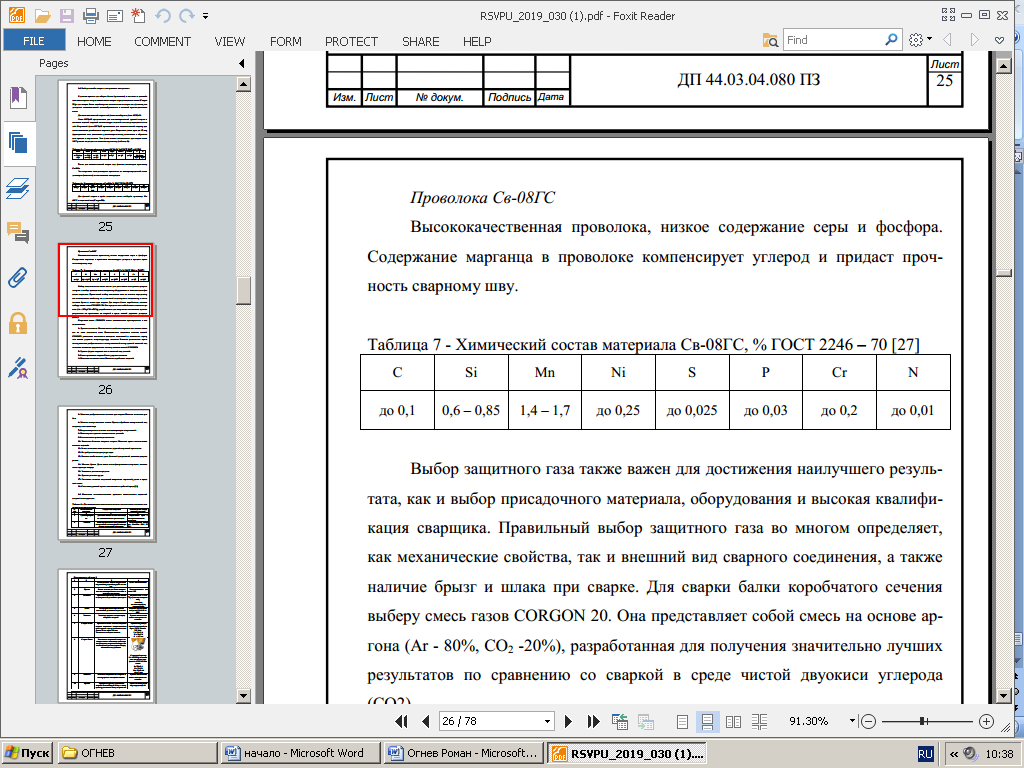 Выбор защитного газа также важен для достижения наилучшего результата, как и выбор присадочного материала, оборудования и высокая квалификация сварщика. Правильный выбор защитного газа во многом определяет, как механические свойства, так и внешний вид сварного соединения, а также наличие брызг и шлака при сварке. Для сварки балки коробчатого сечения выберу смесь газов CORGON 20. Она представляет собой смесь на основе аргона (Ar - 80%, CO2-20%), разработанная для получения значительно лучших результатов по сравнению со сваркой в среде чистой двуокиси углерода (СО2). Сварочная смесь CORGON имеет значительные преимущества в использовании: 1. Лучшее качество. Механические свойства сварного шва сильно зависят от типа защитного газа. Использование защитных газовых смесей CORGON уменьшает количество оксидных включений и измельчает зерно, тем самым улучшая микроструктуру металла. Высокая усталостная прочность, меньшее разбрызгивание и поверхностный шлак, лучший внешний вид являются весомыми аргументами в пользу газовых смесей CORGON. 2. Лучшая форма сварного шва и внешний вид деталей. 3. Выше прочность сварки. Выше ударная вязкость. 4. Меньшее тепловложение. Меньшее коробление изделий. 5. Меньшее разбрызгивание металла при сварке. Меньше зачистных работ. 6. Меньше поверхностного шлака. Проще обработка поверхностей под покраску или оцинковку. 7. Отсутствие резких изломов и концентраторов напряжений. 8. Меньше риск прожога тонкостенных деталей. 9. Более высокая производительность. 10. Возможна большая скорость сварки. Меньшие сроки изготовления готовых изделий. 11. Более экономное использование дорогой сварочной проволоки. 12. Не требуется подогрев редуктора. 13. Высокая стабильность дуги. Больший допустимый диапазон регулировок. 14. Меньше брака. Даже менее квалифицированные сварщики показывают хорошую сварку. 15. Экономия денежных средств. 16. Лучшие условия труда. 17. Снижение валовых выделений сварочных аэрозолей, дыма и вредных газов. 18. Снижение уровней шума и запыленности рабочей среде [8]. 5 Охрана труда 5.1 Соблюдение техники безопасности при проведении сварочных работ Сварочные работы относятся к виду работ с повышенным показателем опасности. Среди небезопасных производственных факторов выделяются: Высокий уровень напряжение электросети Световое и ультрафиолетовое излучение сварочной дуги Вероятность появления искры и брызг Высокая температура сварочной дуги и материалов Давление газов, находящихся в баллонах. Исходя из этого, техника безопасности при выполнении сварочных работ является очень актуальной темой. Ведь ее нарушение влечет за собой самые серьезные последствия. Среди самых частых травм, которые фигурируют в статистике, преобладают поражение электрическим током, ожоги глаз и незащищенных участков кожи и травмы механического свойства. Меры предосторожности. Создание необходимой изоляции проводов, питающихся от источника тока и специальное заземление аппаратов для сварки. Работа должна осуществляться с сухой спецодежде с дополнительными средствами защиты и рукавицами. Для замкнутых пространств необходимо применение прорезиненных ковриков и галош. Применение по возможности выключателей автоматического режима, которые разрывают ток в цепи при условии холостого хода. Надежная изоляция электродержателя. Техника безопасности при выполнении сварочных работ предполагает, что электродержатель должен обладать повышенной прочностью и выдерживать более 8000 зажимов сварочного электрода. Тщательная защита глаз от сварочного излучения. Световой луч представляет особую опасность для зрения. Поэтому защитные щитки и маски должны быть изготовлены только из высококачественных материалов и обладать прекрасными эксплуатационными характеристиками. Для защиты других участников процесса сварки должны использоваться переносные щиты и ширмы. Сварочные установки и комплектующие перед началом работ должны внимательно осматриваться на возможность появления неисправностей. Сварка объемных и крупных конструкций должна проходить только в специализированных помещениях, чтобы доступ и проход между конструкциями не был затруднен. Дополнительные требования к технике безопасности. Создание системы функционирующей вентиляции. Известно, что особую опасность для сварщика представляют пары, которые выделяются во время сварочного процесса. В дальнейшем они превращаются в конденсированные аэрозоли. Их химический состав зависит от типа сварки. Только вентиляция, снабженная вытяжным шкафом, местными отсосами позволяет снизить вредное влияние испарений на дыхательную систему сварщика. Соблюдение требований безопасности при использовании баллонов с газом. Баллоны запрещено устанавливать поблизости от нагревательных приборов. Их эксплуатация должна производиться с осторожностью: не бросать и не переворачивать. Также запрещается использовать отогревание баллонов, это может привести к взрыву. Большую опасность представляет и невнимательная транспортировка баллонов к месту сварки Предотвращение возможности возгорания. Сварка не должна проводиться в непосредственной близости от горючих и легковоспламеняющихся материалов. Предупреждение возможности травматизма во время сборочных и транспортировочных работ. Как отмечается, чаще всего механические травмы можно получить из-за неисправности транспортных средств и такелажных приспособлений. Также вред здоровью можно нанести, если не использовать защитные очки при механической зачистке поверхности и швов от шлака. Чтобы в максимальной степени предотвратить риск возникновения опасных ситуаций при проведении сварочных работ процесс сварку необходимо превращать в предельно автоматизированный процесс. Внимательное соблюдение основных требований техники безопасности сварочных работ значительно снижает вероятность травмирования сварщиков, а также возникновения возгораний, взрывов и т.д 5.2 Требования к пожаробезопасности на сварочном производстве Пожарная безопасность при ведении электросварочных работ обеспечивается неукоснительным выполнением комплекса организационных, технических мероприятий, изложенных в нормативных актах, правилах: Тщательная подготовка места работ – очистка участка/зоны помещения, наружной территории от любых горючих материалов, в том числе отходов производства, сгораемого мусора в радиусе, указанном в приложении 3 к «ППР в РФ». При этом наименьший требуемый радиус зоны очистки находится в прямой зависимости от высоты точки электросварки над уровнем пола, земли – от 5 м при работе на нулевой отметке до 14 м при работах на высоте больше 10 м, что связано с разлетом капель расплава металла, раскаленной окалины, огарков. До начала работ необходимо проводить полное опорожнение, слив горючих жидкостей, ЛВЖ из корпусов технологического оборудования, резервуаров складского хранения, железнодорожных цистерн, участков трубопроводных сетей по перекачке жидких воспламеняемых, сгораемых материалов, газовых смесей. А затем выполнять их промывку, обработку горячим паром, проветривание, замер концентрации опасных веществ в воздушной среде, чтобы исключить взрыв и/или пожар. Перед началом работ в помещениях, имеющих высокую категорию по взрывопожарной опасности, необходимо предварительное проветривание, постоянная работа вытяжных систем вентиляции, регулярный контроль наличия горючих газов, паров. Если в радиусе защитной зоны очистки находятся стационарные конструкции, изготовленные из сгораемых материалов, в том числе настилы полов, то следует закрывать, занавешивать, застилать их листовыми, рулонными материалами из негорючих веществ, в том числе металлическими экранами, противопожарными полотнами/кошмами, или проливать водой. Место ведения электросварочных работ в таких условиях также может быть выделено временной сплошной перегородкой/экраном из негорючих материалов высотой не меньше 1, 8 м, с нижним зазором до пола не больше 50 мм, защищенным металлической сеткой с ячейками не больше 1х1 мм. Чтобы исключить падение, проникновение искр, окалины, капель расплава металла в смежные, нижележащие помещения следует до начала производства работ закрыть все двери, люки в стенах, перегородках, перекрытиях; защитить экранами, щитами из несгораемых материалов строительные, технологические, монтажные проемы. Обязательное оформление, визирование администрацией объекта, где необходима электросварка, наряда-допуска на производство огневых работ по форме приложения 4 к «ППР в РФ». Возле мест предстоящих работ должны быть установлены переносные, передвижные огнетушители, соответствующих видов, веса/объема заряда огнетушащих веществ, согласно указаниям приложения 1 к «ППР в РФ». Инструкции о мерах пожарной безопасности В ходе производства, по окончании электросварочных работ следует выполнять следующие меры ПБ: Полностью, в том числе от питающей электросети, отключать электросварочную аппаратуру, включая периоды перерывов в работе. По окончании работ все электросварочное оборудование необходимо убирать в места постоянного хранения. Запрещено приступать к электросварке с неисправным оборудованием, на неподготовленных местах; допускать к работе людей, не имеющих профильного образования, квалификационных удостоверений, наряд-допусков на право проведения работ. Электросварочная переносная аппаратура/стационарная установка должна быть надежно заземлена. Необходимо использовать только стандартные виды электродов промышленного производства, что соответствуют установленному сварочному току. Огарки электродов необходимо складывать в специальный металлический контейнер/ящик, что устанавливается в непосредственной близости от точки электросварки. Запрещено выбивать огарки электродов о строительные конструкции, разбрасывая их в зоне работ, так это нередко приводит к возникновению очагов возгораний, развитию, распространению пожара, в том числе через несколько часов по окончании работ. Проложенные к месту работ электрические провода сварочной аппаратуры не должны соприкасаться с баллонами, резервуарами хранения сжатых/сжиженных газов. Запрещено проводить работы на технологическом оборудовании, участках трубопроводных сетей предприятий, транспортных средствах, что заполнены горючими, ядовитыми материалами, а также находящимися под рабочим электрическим напряжением. Не следует проводить электросварку в ходе строительно-монтажных работ на элементах зданий, несущих металлических конструкциях одновременно с укладкой утеплителей, устройством гидроизоляции; наклейкой покрытий полов с использованием органических клеев, мастик, лаков. Запрещается использовать кабели электросварочной аппаратуры с повреждениями изоляционного слоя, использовать нестандартные автоматы электрозащиты. Соединение сварочных проводов/кабелей осуществляют прессовкой, пайкой, болтовыми зажимами, исключая контакты скруткой. При прокладке проводов следует обеспечивать безопасные расстояния до трубопроводов, транспортирующих кислород, не меньше 0,5 м; до труб, баллонов, резервуаров с горючими газами, включая ацетилен, используемый при газовой сварке/резке, не меньше 1 м. Запрещено использовать как обратный проводник заземляющие сети строительных объектов, железнодорожные рельсы, металлоконструкции зданий, инженерные коммуникации, производственное оборудование. Для этого используют 2 провода из комплекта электросварочной аппаратуры. 6. Техника изготовления уменьшенной копии стеллажа для материалов. Таблица 10 – Технологическая последовательность изготовления стеллажа
Параметры режима сварки рассчитываем в зависимости от толщины металла и свойств свариваемого материала, типа сварочного соединения и положения сварочного шва в пространстве по справочной литературе. Для расчета режимов сварки необходимо определить площадь сечения сварного шва и выбрать тип соединения по ГОСТ 8713-79.При сварке данной конструкции используются 1 тип сварного соединения Т1. Сварка выполняется под флюсом без разделки кромок и в 1 проход. Для сварки коробчатой балки исходя из толщины свариваемого материала и обеспечения хорошего формирования шва, а также согласно ТУ на изготовление выбираем следующее сварное соединение для сварки шва: Т1 ГОСТ 14771-76. Сварное соединение Т1, выполняемое сваркой под флюсом 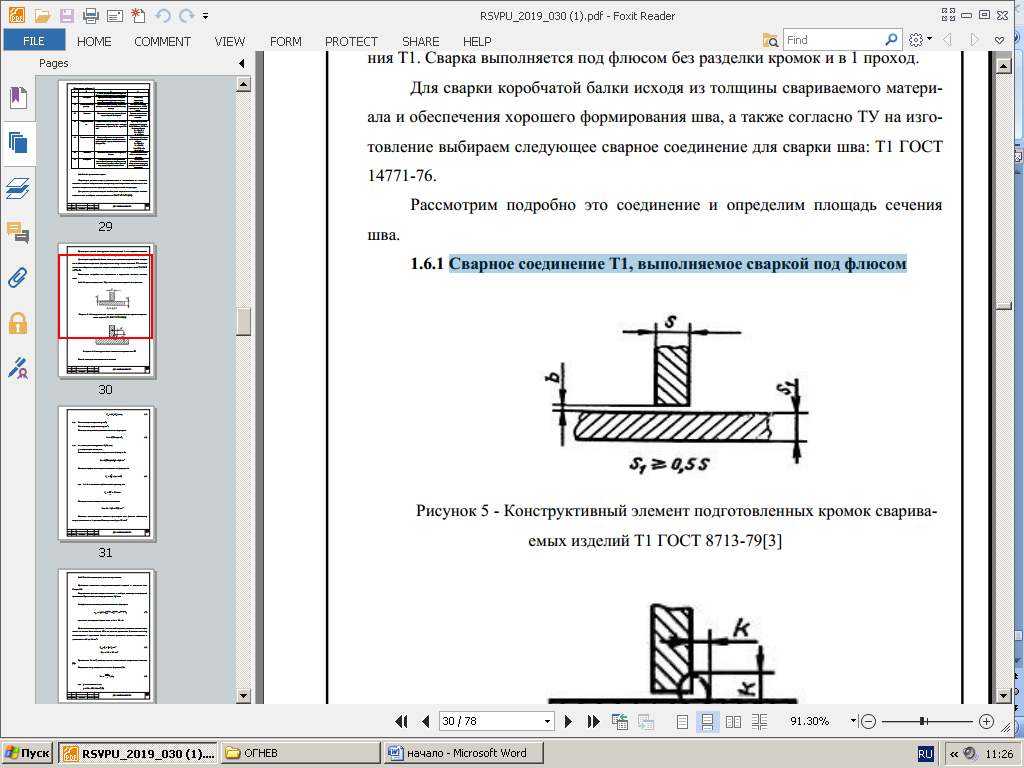 Рисунок 5 - Конструктивный элемент подготовленных кромок сварива-емых изделий Т1 ГОСТ 8713-79 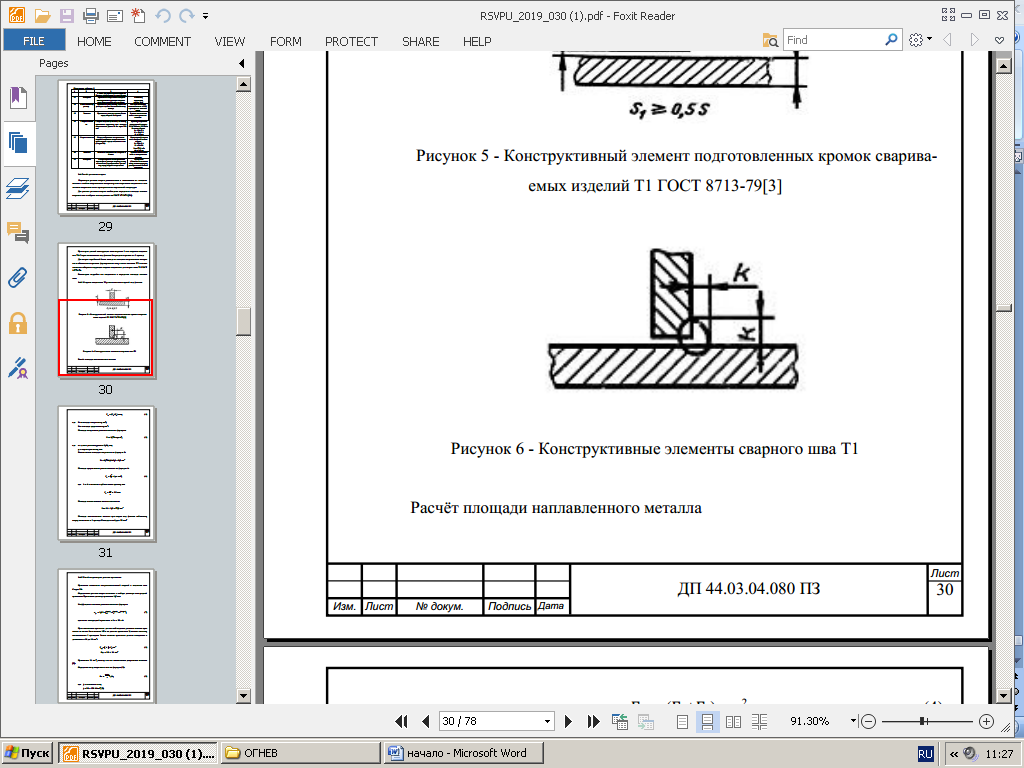 Рисунок 6 - Конструктивные элементы сварного шва Т1 Прихватки выполнить полуавтоматической сваркой в защитном газе Corgon 20. Сварное соединение С2, выполняемое дуговой сваркой в среде защитных газов 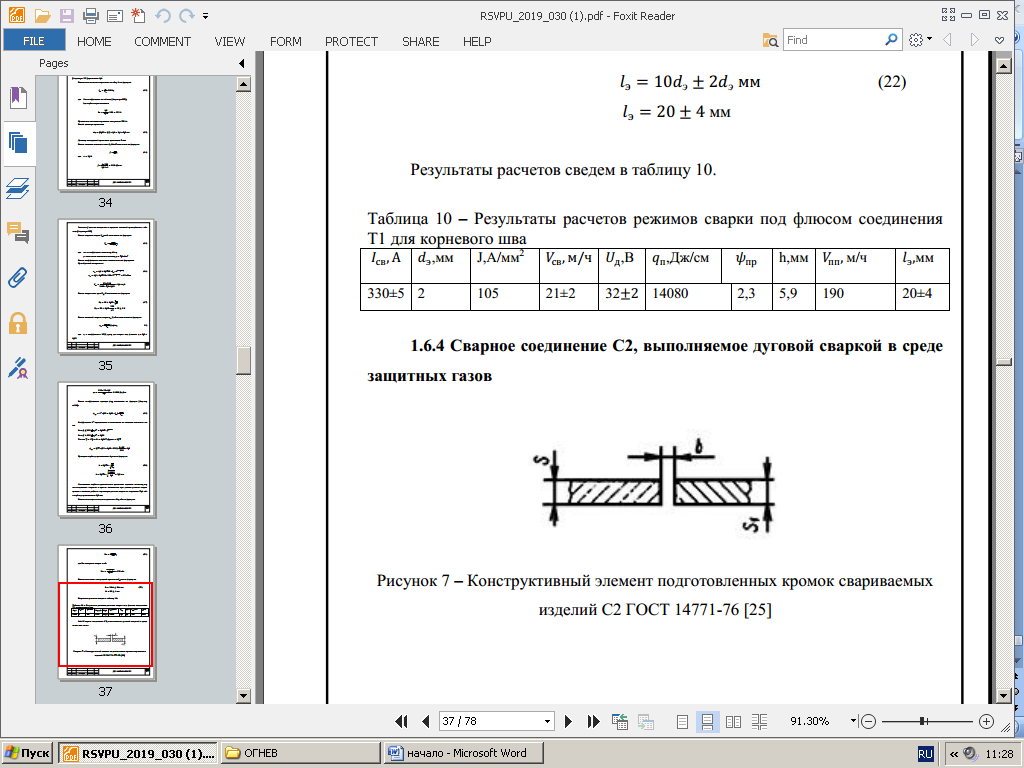 Рисунок 7 – Конструктивный элемент подготовленных кромок свариваемых изделий С2 ГОСТ 14771-76 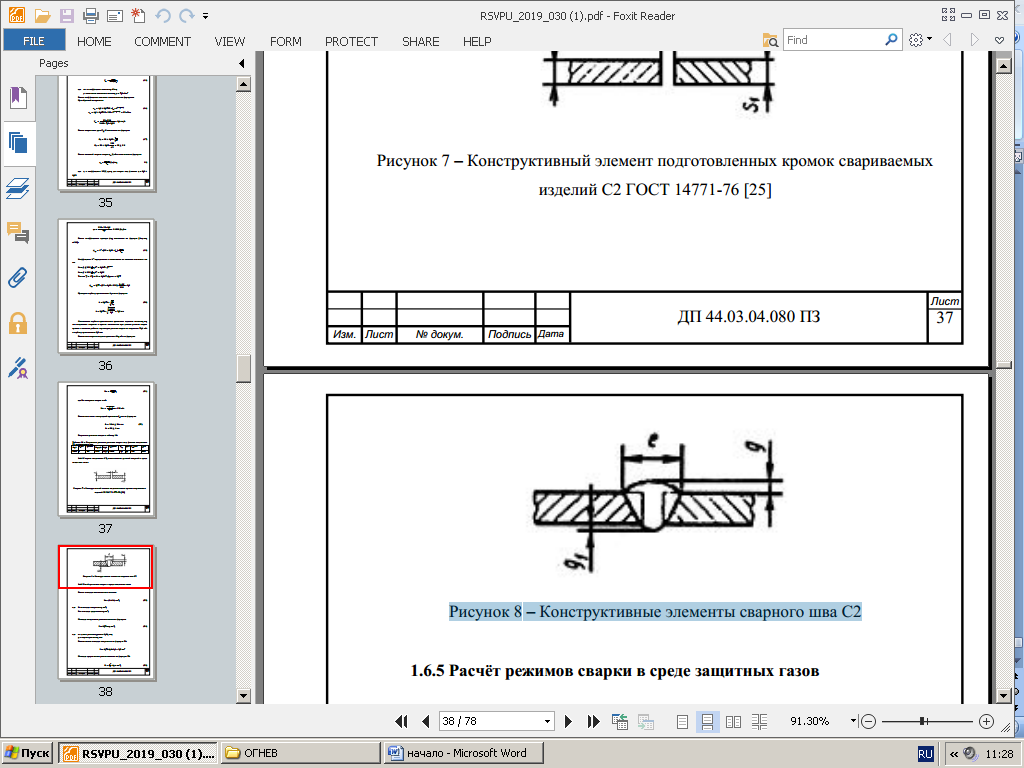 Рисунок 8 – Конструктивные элементы сварного шва С2 Контроль качества изделия Контроль качества сварных швов – необходимая процедура для определения качества металлоконструкции. Если шов недостаточно плотный, с нарушенной герметичностью и другими деформациями – все это неминуемо скажется на сроке эксплуатации металлоконструкции. Пригодность изделия к эксплуатации, определение соответствия шва нормам производится по ГОСТ 30242-97. Чтобы обнаружить дефекты сварного шва применяются следующие способы: 1. Визуальный осмотр – проводится с применением увеличительных приборов, измерительных приборов; 2. Цветная дефектоскопия – основан на изменении цвета специального материала при соприкосновении с текучим материалом, например, с керосином; 3. Магнитный метод – измерение искажения магнитных волн; 4. Ультразвуковой метод – применение ультразвуковых дефектоскопов, измеряющих отражение звуковых волн; 5. Радиационный метод – просвечивание сварных швов рентгеном и получение снимка со всеми деталями дефекта. В данном проекте для контроля качества сварных швов применяется визуальный осмотр, такое решение диктуется областью применения стеллажа для промышленного склада, конструкция носит неответственный характер. Визуальный осмотр При визуальном и измерительном контроле должно быть установлено отсутствие в сварных швах наружных дефектов: трещин в шве и околошовной зоне, непроваров, прожогов, свищей, незаваренных кратеров, наплывов, протеков металла, несоответствие формы и размеров сварного шва, местных скоплений пор и включений. ЗАКЛЮЧЕНИЕ В настоящей выпускной квалификационной работе разработана технология сборки-сварки стеллажа для из балок коробчатого сечения. Подобрана сталь, проектируемый способ сварки, произведены необходимые расчёты для режимов сварки, выбрано сборочное и сварочное оборудование, разработана технология сборки и сварки металлоконструкции, выбран контроль для готового сварного изделия. ЛИТЕРАТУРА 1. Зубченко А.С. Марочник сталей и сплавов / А.С. Зубченко – М.: Ма-шиностроение, 2001. – 375 с. 2. Акулов А.И. Технология и оборудование сварки плавлением / А.И. Акулов, Г.А. Бельчук, В.П. Демянцевич. – М.: Машиностроение, 1977. 3. Овчинников В.В. Контроль качества сварных соединений: учебник для студ. Учреждений сред. проф. образования / В.В. Овчинников. – 2-е изд. –М.: Издательский центр «Академия», 2013. – 208 с. 4. Крампит Н.Ю Сварочные приспособления / А.Г. Крампит, Н.Ю. Крампит. – ЮТИ ТПУ. 2008 – 95 с. 5. Маслов Б.Г. Производство сварных конструкций: учебник для студ. Учреждений сред. проф. образования / Б.Г. Маслов, А.П. Выборнов. – М.: Издательский центр «Академия», 2007. – 256 с. 6. Справочник электрогазосварщика и газорезчика: Учеб. пособие для нач. проф. образования / Г.Г. Чернышов, Г.В. Полевой, А.П. Выборнов и др.; Под ред. Г.Г. Чернышова. – М.: Издательский центр «Академия», 2004. – 400 с. 7. Бельфор М.Г. Оборудование для дуговой и шлаковой сварки и наплавки: учебное пособие / М.Г. Бельфор, В.Е. Патон. – М.: «Высшая школа», 1974. – 256 с. 8. Милютин В.С. Источники питания для сварки / В.С. Милютин, М.П. Шалимов, С.М. Шанчуров. – М.: Айрис-пресс, 2007. – 384 с. 9. Теория сварочных процессов: учебник для вузов / А.В. Коновалов, А.С. Куркин, Э.Л. Макаров [и др.]; под ред. В.М. Неровного. – М.: Издательство МГТУ, 2007. – 313 с. https://www.tiberis.ru/katalog/svarochnyj-poluavtomat/ewm/ewm-phoenix-355-puls |