Ремонт радиатора курсовая. Ремонт радиатора. Конструктивные особенности и условия работы, восстанавливаемой детали
 Скачать 335.5 Kb. Скачать 335.5 Kb.
|

 Содержание: Введение. Технологическая часть. Конструктивные особенности и условия работы, восстанавливаемой детали. Технологический процесс разборки узла или агрегата. Технические условия на контроль – сортировку детали. Дефекты и причины их возникновения. Обоснование выбора рационального способа восстановления детали. Обоснование схемы движения деталей по цехам и участкам при маршруте №1. Выбор установочных баз. Выбор оборудования. Выбор измерительного инструмента и технологической оснастки. Выбор режима резания и обработки. Определение технической нормы времени. Определение квалификации рабочих по специальностям. Составление маршрутной технологической карты (МК) на восстановление детали по маршруту №1 Конструкторская часть. Назначение и обоснование выбора конструкции приспособления. Описание конструкции приспособления, его работа. Выбор материалов. Мероприятия по охране труда при выполнении технологического процесса. Заключительная часть. Список литературы. Введение В Магаданской области осуществляется судоходное, авиационное и наземное сообщение. В связи с отсутствием железнодорожного сообщения и нахождение торгового порта с крупным аэропортом готовый принимать большие грузовые авиа суда, то основную роль по перевозке и доставке грузов, людей осуществляют автомобилями. Населенные пункты и различные промышленные комплексы в области находятся на дальнем расстояние от административного субъекта. Основные дороги, которые ведут к ним являются грунтовыми и поэтому у автомобилей наблюдается повышенные износ деталей, агрегатов и узлов. Регион находится в горной местности, что говорит о многочисленных перевалах на дорогах, по которым ездят автомобили, что повышает риск и опасность движения по данным дорогам. Поэтому должны соблюдаться ЕО,ТО,СО,ТР для обеспечения надежности, а так же безопасности транспортного средства. В Магаданской области наступает зимний период, в ходе которого наблюдается резкий перепад температур, при котором детали автомобиля становятся хрупкими. В зимний период дороги в регионе становятся зимниками, которые плохо обслуживаются, покрываются льдом, что делает их максимально опасными. Поэтому следует серьёзно подходит к проведению СО и качеству их выполнения, ибо без своевременной замены деталей, технических жидкостей, а так же проведения ЕО автомобиля, скажется на повышении отказа агрегатов, узлов, что может привести к аварийному состоянию, либо отказу автомобиля, в следствии чего может возникнуть смертный исход человека в условиях крайнего севера. Автомобильный транспорт играет основную роль в экономическом и социальном развитии области, поэтому основные затраты из бюджета и частных предприятий можно относят к автомобильному парку , обслуживающий предприятие. Для обслуживания автомобиля требуются специальные зоны и ремонтные мастерские, а так же оборудование и инструменты , которые находятся в них. Для качественного обслуживания автомобилей требуются точные приборы и инструменты, а так же тщательно подобранный образованный персонал, который должен будет ответственно относится к своим обязанностям. В настоящее время грузоперевозками в большинстве случаях осуществляют транспортные компании, которые имеют парк и личные обслуживающие зоны и мастерские. Так же такие предприятия выполняют государственные и частные заказы, что является экономически выгодным по сравнению с авиа доставкой. Трудовые и материальные затраты на техническое содержание подвижного состава составляют значительную часть общих затрат на автомобильном транспорте. Имеющийся до настоящего времени простой подвижного состава из-за технически неисправного состояния, вызывает значительные потери в народном хозяйстве, и их снижение является одной из важнейших задач. Эти затраты и потери могут быть значительно уменьшены путем широкой механизации и автоматизации производственных процессов, а также совершенствования организации и управления производством. Для улучшения работы подвижного состава автомобильного транспорта важным является совершенствование организации технологии его технологического обслуживания и ремонта, а также научная организация труда его исполнителей. Реализация этих научно-технических мероприятий обеспечивается на основе современных достижений науки и техники в области технической эксплуатации автомобилей. При длительной эксплуатации автомобили достигают такого состояния, когда их ремонт в условиях автотранспортного предприятия (АТП) становится технически невозможным и экономически нецелесообразным, в этом случае они направляются в капитальный ремонт (КР) на авторемонтное предприятие (АРП). Проведение текущего ремонта должно обеспечивать работоспособность автомобиля и его агрегатов на пробег не менее установленного до очередного ТО-2. Капитальный ремонт должен обеспечить исправность агрегатов автомобиля к ресурсу, близкому к полному (не менее 80%), включая восстановление любых сборочных единиц и деталей, включая базовые. Основным источником экономической эффективности КР автомобилей является использование остаточного ресурса их деталей. Около 70... 75 % деталей автомобилей, поступивших в КР, могут быть использованы повторно либо без ремонта, либо после небольшого ремонтного воздействия. Детали, полностью исчерпавшие свой ресурс и подлежащие замене, составляют 25... 30 % всех деталей. Это поршни, поршне вые кольца, подшипники качения, резинотехнические изделия и др. Количество деталей, износ рабочих поверхностей которых находится в допустимых пределах, что позволяет использовать их без ремонта, достигает 30... 35%. Остальные детали автомобиля (40...45 %) могут быть использованы повторно только после их восстановления. К ним относится большинство наиболее сложных, металлоемких и дорогостоящих деталей автомобиля, в частности блок цилиндров, коленчатый и распределительный валы, головка цилиндров, картеры коробки передач и заднего моста и др. Стоимость восстановления этих деталей не превышает 10... 50 % стоимости их изготовления. Себестоимость КР автомобилей и их составных частей обычно не превышает 60 - 70 % стоимости новых аналогичных изделий. При этом достигается большая экономия металла и энергетических ресурсов. Высокая эффективность централизованного ремонта обусловила развитие авторемонтного производства, которое всегда за нимало значительное место в промышленном потенциале нашей страны. Объемы централизованного ремонта автомобилей и их со ставных частей достигли, а по некоторым позициям превзошли объемы их производства. 1.Технологическая часть. 1.1 Конструктивные особенности и условия работы, восстанавливаемой детали. Радиатор двигателя является частью охлаждающей системы автомобиля, предназначается для охлаждения циркулирующей в нем жидкости с помощью потока воздуха, создаваемого в процессе движения автомобиля и усиливаемого вентилятором. Устройство радиатора охлаждения двигателя мало чем отличается от конструкции любого другого устройства с аналогичными функциями. Изготавливаются радиаторы преимущественно из меди, латуни и алюминия, как материалов прочных, удобных в ремонте и имеющих хорошие параметры теплоотдачи. Современный радиатор двигателя может быть: трубчатым; пластинчатым; иметь форму сот. Между трубками располагаются поперечные латунные полоски, делающие изделие более жестким, а также увеличивают площадь обдува, что повышает качество охлаждения. Постоянное круговое движение жидкого теплоносителя в системе обеспечивается помпой. Все части системы соединяются между собой термостойкими патрубками, выполненные из резины, либо из металлов имеющие высокую теплоотдачу. В качестве дистиллированной воды, циркулирующей в радиаторе, чаще всего применяют специальные химические жидкости, такие как антифриз или тосол, хотя многие автолюбители в теплое время заливают дистиллят. Жидкость заливается непосредственно в радиатор и в специальный расширительный бачок, предназначенный для обеспечения возможности расширения или сужения жидкости в системе, ведь ее объем изменяется в зависимости от температуры двигателя или давления в системе. Принудительное охлаждение радиатора осуществляется с помощью вентилятора. В современных автомобилях реализуется одна из двух концепций вентиляторов: приводимые постоянно в движение коленчатым валом; приводимые в движение через гидромуфту; приводимые в движение отдельным электромотором. Если первые работают постоянно, то вторые и третьи включаются автоматически только тогда, когда температура двигателя достигает определенной шкалы. В ДВС радиатор является теплообменником, объединяющим два круга системы охлаждения. Малый круг находится непосредственно в самом блоке и его головке, в него входят помпа и термостат, который соединяет оба круга. Большой круг он соединён с малым и в него входит еще радиатор. В основном применяются трубчато-пластинчатые и трубчато-ленточные решётки радиаторов. Используются и алюминиевые радиаторы, они дешевле и легче, но теплообменные свойства, при прочих равных условиях и надёжность ниже. Радиатор имеет трубчато-ленточную медно-латунную сердцевину с двухходовым горизонтальным движением жидкости. До ноября 1988 г. на автомобили устанавливались радиаторы, имеющие 2 ряда охлаждающих трубок и латунные штампованные бачки. На автомобилях более позднего выпуска установлены радиаторы с одним рядом охлаждающих трубок увеличенного сечения и пластмассовыми бачками. Радиаторы охлаждения бывают разной конструкции. Наиболее распространенными радиаторами являются: ленточные и пластинчатые. 1.2 Технологический процесс разборки узла или агрегата. Радиатор трехрядный, трубчатый. Трубки радиатора изготовлены из томпака Л-90. Охлаждающая лента (змейка), так же как и охлаждающие пластины радиатора, изготовлены из меди с помощью прокатки (МЗ). Радиатор вместе с жалюзи и кожухом вентилятора закреплен с помощью болтов в специальной рамке, которая крепиться центральным болтом к поперечине рамы автомобиля через резиновые подушки. Верхние концы рамки, замкнутые стяжкой и усилителем облицовки радиатора, служат передней опорой оперения автомобиля, включая облицовку радиатора. Охлаждающая жидкость из полости радиатора сливается через кран нижнего бочка, вентиль которого поворачивается с помощью рукоятки. Технологическая карта. Изначально кабина поднята в верхнее положение и зафиксирована.
1.3 Технические условия на контроль – сортировку детали. В процессе дефектации детали определяются её техническое состояние. По полученным результатам деталь относят в группу: исправная; бракованная; требующей ремонт. Ниже будут даны следующие технические условия, при которых деталь может быть отнесена к одной из выше перечисленных групп. Деталь подлежит выбраковке при следующих условиях: превышение предельно допустимого размера; деталь имеет деформацию; наличие трещин, раковин бачков; повреждение или отсутствие более 20 процентов охлаждающих трубок от общего числа; сквозная коррозия бачков. Деталь подлежит ремонту при следующих условиях: деформация бачков; обломы пластин крепления радиатора; повреждение охлаждающих лент; повреждение трубок радиатора; течь в местах пайки трубок и бачков; охлаждающая лента засорена или забита; повреждение резьбы. Деталь исправна при следующих условиях: при опрессовке не было обнаружено утечек воздуха; имеются незначительные деформации бачков, не влияющие на работу охлаждающей системы; при отсутствии не более 5-7 процентов охлаждающих трубок; при отсутствуют не более 30-40 процентов охлаждающих лент. Опрессовка производится в ванне с прозрачной водой, давление, которое создается для опрессования, не должно превышать 1,6 МПа 1.4 Дефекты и причины их возникновения. Основными дефектами радиатора охлаждения является: повреждение швов на патрубках; трещины, пробоины или коррозия бачков, трубок и заливных горловин; повреждение или разрушение уплотнителей; разгерметизация соединений в местах стыков патрубков с бачками; разгерметизация в местах пайки Причинами недостаточно хорошего теплообмена, а также перегрева ДВС могут стать: отложения на внутренних стенках трубках, патрубках теплообменника это накипь и продукты коррозии, а также масляный налет из за не герметичности системы охлаждения по отношению к системе смазки, они накапливаются и тем самым препятствуют нормальному течению антифриза или воды, что негативно влияет на эффективность работы системы охлаждения; наружная засорённость охлаждающих трубок, либо лент радиатора пухом, листьями или насекомыми, которые препятствуют охлаждению антифриза потоком обдувающего воздуха; неисправность термостата, помпы, либо вентилятора; утечка антифриза, либо воды; не правильная эксплуатация автомобиля. На данном ремонтируемом радиаторе системы охлаждения основным дефектом является разрушение плоскоовальных трубок более 40 процентов, что показано в таблице 1. 1.5 Обоснование выбора рационального способа восстановления детали. При выборе наиболее рационального технологического процесса восстановления детали учитывают: габаритные размеры, форму и точность изготовления детали, её материал, твёрдость рабочих поверхностей, условия работы, вид и характер дефектов, производственная возможность АРП. При выборе оптимального способа восстановления детали руководствуемся тремя критериями: применимости. долговечности. технико-экономической эффективности. Критерий применимости является технологическим критерием и определяет принципиальную возможность применения различных способов восстановления по отношению к конкретной детали. При этом учитываются: условия работы детали в узле, величина износа, вид повреждений, конструктивные особенности детали: габаритные размеры, твёрдость материала, геометрические размеры, их допуски, точность геометрической формы, шероховатость. Так как данный дефект можно устранить одним способом, то согласно критерию применимости, назначаем восстановление дефекта 1, приводим его в таблице 2, при этом учитываем твёрдость рабочей поверхности детали HB 10 -10= 130 - 145 МПа. Таблица 2.
Температура плавления припоя 800-9000С. С увеличением содержания цинка температура плавления понижается. Данный латунный припой достаточно хорошо паяется с латунью, для этого применяют газовую горелку. Согласно критерию применимости, назначаем способ устранения дефекта, заносим данные в таблицу. Выбираем способ восстановления детали и заносим его в таблицу 3 Разрушение плоскоовальных трубок. Замена их перепайкой.
1.6 Обоснование схемы движения деталей по цехам и участкам при маршруте №1. При дефектации деталей, контролёр-дефектовщик в зависимости от сочетания дефектов назначает технологический маршрут, представляющий собой последовательность операций по устранению определённого комплекса дефектов. Как правило таких маршрутов не более пяти. Условно считаем, что для заданного комплекса дефектов назначаем маршрут №1. Для устранения дефекта №1 нам потребуется определенный путь, он будет состоять из поступления на склад, ожидающих ремонт деталей, далее будет следовать на шиномонтажный участок, где производится дефектовка радиатора с помощью его опрессовки, где выявят неисправные трубки, после чего радиатор отправят в медницкий цех, где будут производится ремонтные и паяльные работы, после того , как деталь отремонтируют ее отправляют на контроль в шиномонтажный участок для подтверждения ее исправности с помощью опрессовки, после чего его отвезут на склад отремонтированных деталей. Схема движения деталей по цехам и участкам при маршруте №1 представляем на рис.1 Склад деталей, ожидающих восстановления Шиномонтажный участок Медницкий цех Шиномонтажный участок Склад готовых деталей    1.7 Выбор установочных баз. В качестве базовых поверхностей для механической обработки используем существующие базы (установочные базы завода – изготовителя) в случае загиба трубок, используем для их выпрямление заводские установки. 025 Разметочная Перед слесарной обработкой трубок, на них размечают размеры будущих заготовок, в качестве установочной базы используют тиски машинные. 045 Слесарная Трубки отпиливают по меткам, в качестве установочной базы используют верстак слесарный. 050 Шлифовальная. Обработку от грубых отложений проводят с помощью ручной наждачной бумаги, в качестве установочной базы используют тиски слесарные. 1.8. Выбор оборудования. При выборе паяльного оборудования учитываем: Паяльное оборудование должно соответствовать мощность для пайки припоя с температурой плавления 800-900ºС. При произведении пайки, мощности струи керосина должно хватать для поддержания температуры при теплоотдаче. Полотно должно обеспечить равномерное и точное пиление. Измерительный инструмент должен быть отконтролирован. Наждачная бумага должна соответствовать режиму зачистки и поверхности, а так же быть новой. 025 Разметочная В качестве измерительного инструмента выбираем штангенциркуль ШЦ-2 ГОСТ 166-89 и металлическую линейку 1м ГОСТ 427-75. Характеристика линейки:
Таблица 5. Характеристика штангенциркуля:
Таблица 6. 045 Слесарная Для ручного пиления трубок выбираем полотно по металлу ГОСТ 6645-86. Характеристика полотна:
Таблица 7. 050 Шлифовальная Обработку поверхности перед обезжириванием и пайкой производят сначала наждачной бумагой ЗМ 1000, а доводят металл ЗМ 2000. 1.8. Выбор рабочего измерительного инструмента и технологической оснастки. Технологическая оснастка: тиски машинные, тиски слесарные, верстак слесарный. 025 Разметочная Для подбора трубок по длине применяем металлическую линейку 1м ГОСТ 427-75, а для других измерений используем штангенциркуль ШЦ-2 ГОСТ 166-89. 045 Слесарная Для вырезания трубок по заданным размера применяют пилу с полотном для обработки металла ГОСТ 6645-86. 020 Шлифовальная Для шлифования перед обезжириванием и пайкой применяют наждачную бумагу ЗМ 1000, а доводят изделие наждачной бумагой ЗМ 2000. 1.9. Выбор режима пиления и обработки. Все слесарные и шлифовальные работы производятся вручную. При этом сам слесарь с медницким и шлифовальным мастером учитывают скорость обработки. 1.10. Определение партии деталей. Запуск деталей в производство осуществляется партиями через определённый промежуток времени. Для декадного планирования определяем партию деталей по формуле: где: N – годовая производственная программа в шт. Кр – коэффициент ремонта. 1.11 Определение технической нормы времени. Для авторемонтного производства технической нормой времени является штучно-калькуляционное время. На механическую обработку определяем по формуле: где: Тш – штучное время в мин. Тпз – подготовительно – заключительное время; n – число деталей в партии в шт. Тш = То + Тв + Тоб + Тотл где: То – основное время; Твс – вспомогательное время; Тоб. – время обслуживания рабочего времени; Тотл. – время на отдых и личные надобности. То = где: Тв = tуст + tпер + tизм где: tуст – время на установку и снятие детали в мин, tпер – время связанное с переходом в мин, tизм – время на контрольное измерение. Тоб = (То + Тв) · αобс/100 где: αобс- время на обслуживание рабочего места в %, принимаем 4%. Тотл = (То + Тв) · αотл/100 где: αотл- время на отдых и личные надобности в %, принимаем 6%. 025 Разметочная То определяется временем на разметку изделия, принимаем То = 0,5 + 0,5 = 1 мин. Тв = 2tуст + 2tпер + tизм Учитываем способ установки детали вручную: tуст = 0,10 мин tпер = 0,20 мин tизм = 0,10 мин. Тв = 1 · 0,10 + 1 · 0,20 + 0,10 = 0,4 мин. Тоб = (1 + 0,4) · 0,04 = 0,04 мин. Тотл = (1 +0,4) · 0,06 = 0,08 мин. Тш = 1 +0,4+ 0,04 + 0,08 = 1,52 мин. Принимаем Тпз = 2 мин. Т005 = 2 + 1,52/340 = 2,004 мин 045 Слесарная То определяется временем на пиление изделия, принимаем То = 1 + 1 = 2 мин. Тв = 2tуст + 2tпер + tизм Учитываем способ установки детали вручную: tуст = 0,30 мин tпер = 2 мин tизм = 1 мин. Тв = 2 · 0,30 + 2 · 2 + 1 = 5,5 мин. Тоб = (2 + 5,6) · 0,04 = 0,2 мин. Тотл = (2 + 5,6) · 0,06 = 0,3 мин. Тш = 2 +5,5 + 0,2 + 0,3 = 8 мин. Принимаем Тпз = 5 мин. Т005 = 8 + 5/340 = 8,01 мин 020 Шлифовальная. То , определяется временем на пиление изделия, принимаем То = 0,5 + 0,5 = 1 мин. tуст = 0,10 мин tпер = 0,30 мин Тв = 0,10 + 0,30 = 0,40 мин. Тоб = (1 + 0,40) · 0,04 = 0,56 мин. Тотл = (1 + 0,40) · 0,06 = 0,84 мин. Тш = 1 + 0,4 + 0,56 + 0,84 = 2,8 мин. Принимаем Тпз = 2 мин. Т010 = 2 + 2/340 = 2,006 мин 1.12. Определение квалификации рабочих по специальностям. Квалификация рабочих определяется сложностью производимых ими работ, согласно единого тарифно-квалификационного справочника (ЕТКС). Назначаем: Шлифовальная – 4 шлифовщик разряда; Медницкие – жестяномедник 5 разряда; Слесарные – слесарь 2 разряда. 2. Конструкторская часть. 2.1. Назначение и обоснование выбора конструкции приспособления. Для ремонта разрушенных плоскоовальных трубок радиатора применяет несколько способов. Один из них является запаивание трубок до 5%. А при разрушении от 5% до 20% разрушенные трубки заменяют. При разрушении более 20% заменяют сам радиатор, но так как это не возможно, то радиатор подлежит ремонту. Для его ремонта применяют следующие приспособления: керосиновая горелка для плавки припоя, пилу с полотном по металлу для изготовления ремонтных заготовок и измерительные инструменты. 2.2. Описание приспособления, его работа. Керосиновая горелка НТ-25-133-00-00 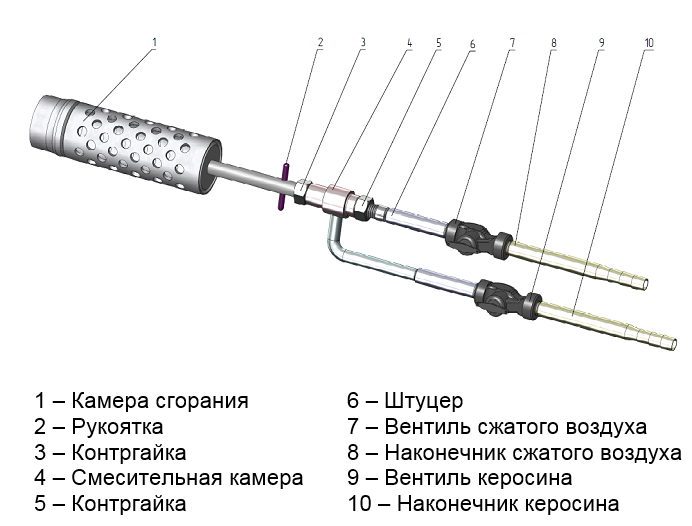 При помощи штуцера 5 и 7 регулируют дозу подачи воздуха и керосина для создания равномерного языка пламени и надлежащей температуры плавления припоя. Линейка. 1000мм ГОСТ 427-75 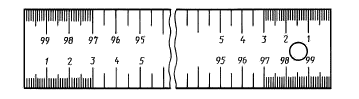 Служит для измерения длины, шкала деления 1 мм, погрешность ±0,2 мм Штангенциркуль ШЦ-2 ГОСТ 166-89 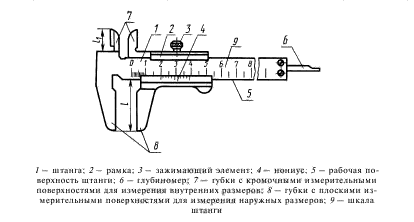 Предназначен для произведения замеров, шкала деления 0,1 мм , погрешность ±0,05 мм. Перед началом работы штангенциркуль протирают чистой мягкой тканью, удалив смазку и пыль (особенно тщательно очищают измерительные поверхности). Измерять можно только чистые и сухие плоскости деталей, без задиров, заусенцев, стружки и царапин. Инструмент нельзя класть на нагревательные приборы и держать на солнце. Измерение следует выполнять чистыми и сухими руками. Измеряя деталь, нельзя допускать перекоса губок штангенциркуля. Положение их обязательно фиксируется стопорным винтом. Читая показания штангенциркуля, надо держать его прямо перед глазами Штангенциркуль должен лежать на рабочем месте так, чтобы им было удобно пользоваться. На него не должны попадать стружки, опилки. После работы штангенциркуль надо протереть чистой ветошью. 2.3. Выбор материалов. Для пайки деталей радиатора был выбран припой припой ПМЦ-36, который является разновидностью медно-цинковых припоев, актуальных для пайки латуни. Зачастую к использованию припоя этого типа прибегают тогда, когда следует произвести пайку латуни, в состав которой входит не менее 68% меди. В самом припое предполагается наличие значительного количества цинка и меди. Первого компонента в составе присутствует порядка 61,4-66%, а второго - от 34 до 38%. Остальное же приходится на свинец и железо, соответственно 0,5% и 0,1%. Присутствие каждого из них оказывает самое непосредственное влияние и на наличие определенных свойств у припоя, и на то, в каких сферах он сможет показать наилучшие и эффективные результаты. Плавления ПМЦ-36 достигает уже при 800 градусах Цельсия, и данный процесс продолжается вплоть до 825 градусов. Все это мотивирует к использованию данного соединения в процессе пайки разнообразных деталей, выполненных из бронзы и латуни. Необходимо помнить о предпочтительной температуре пайки. Согласно характеристикам деталей, бачки и перфорированные крышки изготовлены из штампованной латуни Л-76, в которую входит 76% меди, а плоскоовальные трубки из томпака Л-90, содержащий 90% меди. Согласно характеристикам деталей, данный припой подходит для пайки деталей радиатора. 3.Мероприятия по охране труда при выполнении технологического процесса. При выполнении слесарных работ следует уделять внимание безопасности организации труда и соблюдении. Силовая электропроводка должна быть выполнена в закрытом варианте и располагаться на 1 м от окон в надоконном пространстве, а к оборудованию подводится специальные защитные короба, кроме передвижного оборудования. При работе с электроинструментом, рабочим следует соблюдать меры безопасности, написанные в паспорте, который идет в комплекте с инструментом и оборудованием. Пневматический инструмент должен соответствовать и иметь исправные шланги, а так же герметичные рабочие органы. Все оборудование заземляется, должно иметь защищенные пускатели и должно проверяться на исправную проводку, а так же на другие неисправности и проходить регулировку и обслуживание согласно требованием. При работе с горючими газами и при сварочных работах, нужно проверять баллоны, шланги и другие элементы на наличие дефектов, а при работе с ним использовать специальное защитную одежду и использовать средства индивидуальной защиты. Баллоны с горючими газами хранить в сухом прохладном месте и перемещать в соответствии с правилами ТБ , а так же в специальной тележке. После выполнения всех работ, оборудование, инструменты и стенды необходимо очистить от загрязненний и замасленния, тряпки, которые пропитались техническими жидкостями необходимо утилизировать в специальные лари. При работе с инструментами так же следует отвечать размерам гаек, болтов и другим требованиям при работе с инструментами. На каждом посту должны быть инструкции по ТБ, в которой содержатся общие положения, требования к работам, во время работы и по окончанию работ, а так же его ответственность за несоблюдение ТБ. В ремонтных цехах выполняется вентиляция, которая должна обеспечивать удаление паров и газов из помещения и принудительного поступления воздуха через окна, при этом в помещении должна быть определенная температура воздуха. В зоне осуществляется комбинированное освещение : естественное через окна и искусственное с помощью ламп дневного света. Расстановка пожаротушещего оборудования в зоне ТР: Огнетушители размещаются на стенах в легкодоступных местах на высоте 150 см. В помещениях на стенах устанавливаются пожарные гидранты с рукавами длинной 30 метров. Ящики с песком размещаются на постах, где в процессе работы могут быть разлиты технические легковоспламеняющиеся жидкости В наиболее пожароопасных постах и над местами, где находятся баллоны с горючими веществами устанавливают подвесную потолочную порошковую систему пожаротушения, которая приводится в работу дежурным, во избежание ложного срабатывания системы датчиков обнаружения. Направление к оборудованию тушения пожара и к запасным выходам обозначают направляющими стрелками, а так же вывешивают планы на всех постах возле выходов и стрелки направления к ним в доль коридоров. Баллоны с горючими газами выкрашивают в цвет, обозначающий, какой газ находится в баллоне. Курить разрешается только в специально отведенных местах, с синей табличкой подписанной и вывешенной начальником ТБ. В цехах запрещается : Загромождать проходы к месту расположения средств пожаротушения и двери запасных выходов. Оставлять в помещениях после окончания работ не обесточенные электроприборы, вспомогательное и технологическое оборудование, легковоспламеняющиеся жидкости ( не убранные в специальные места или в кладовые), а так же ткани или иные материалы пропитанные горючими жидкостями (не убранные в специальные лари или иные специальные места). Оторвать замершие трубы с помощью открытого огня. Оставлять тару с легковоспламеняющимися жидкостями и материалами. 4. Заключительная часть. В результате расчёта курсового проекта определены основные параметры для выполнения технологического процесса замены плоскоовальных трубок радиатора двигателя КамАЗ-740. При этом определены дефекты детали и причин их возникновения, обоснован наиболее эффективный способ восстановления детали. Разработка технологического маршрута восстановления детали позволяет максимально снизить трудовые и материальные затраты на выполнение операции. Для проведения операций восстановления произведён подбор необходимого оборудования, рабочего и измерительного инструмента, оснастки, для оборудования сделан выбор режимов обработки. Также определены технические нормы времени на восстановление детали и квалификации рабочих по специальностям. Список литературы. Положение о техническом обслуживании и ремонте подвижного состава транспорта. МОСКВА «ТРАНСПОРТ» 1988 г. Суханов Б.Н., Борзых И.О., Бедарев Ю.Ф., Техническое обслуживание и ремонт автомобилей. Учебное пособие. МОСКВА «ТРАНСПОРТ» 1985 г. Технологические карты по техническому обслуживанию и ремонту автомобилей КамАЗ. МОСКВА 2001г. Руководящий технический материал «Техническое оборудование». Охрана труда на АТП (А.И. Салов) Техника безопасности и противопожарная безопасность на АТП (Ю.А. Архангельский) |