|
|
ГАПС в фармацевтике. Лекция 7 ГАПС в фарм. Лекция 7 гапс в фармацевтической технологии
 Лекция 7 ГАПС в фармацевтической технологии Лекция 7 ГАПС в фармацевтической технологии
Теоретический материал по модулю 1
Классификация химико-технологических систем
Любая производственная система состоит из трех основных частей (рисунок 1):
технологический процесс
аппаратурное оформление
ассортимент выпускаемой продукции

На рисунке 1 цифрами обозначены взаимосвязи между структурными составляющими и задачи, которые необходимо решить:
подобрать аппаратурное оформление для реализации технологических процессов;
разместить на заданном наборе оборудования технологический процесс;
в соответствии с заданным технологическим регламентом выпустить требуемый ассортимент продукции в заданном количестве;
для наработки заданного ассортимента продукции подобрать или разработать новые технологии получения этих продуктов;
на заданном наборе оборудования организовать выпуск продукции заданного ассортимента;
подобрать или сконструировать оборудование для выпуска заданного ассортимента продукции.
В химической технологии в качестве производственной системы рассматривается химико-технологическая система (ХТС). Обобщенная классификация ХТС представлена на рисунке 2. 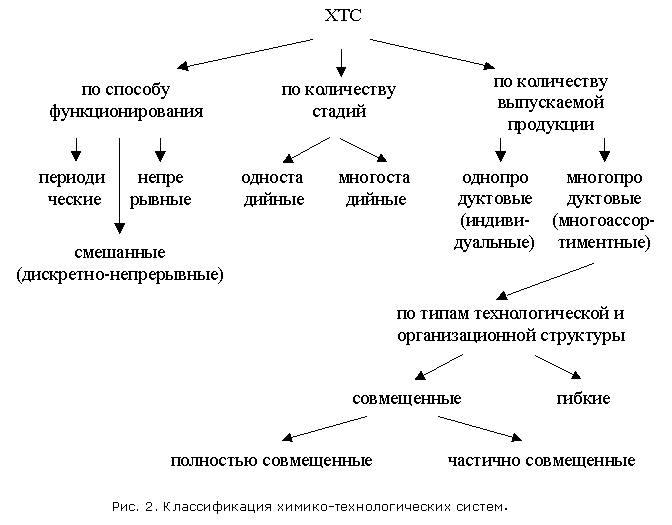
Рассмотрим более подробно структурные составляющие, представленные на рисунке 2.
Все процессы, протекающие в ХТС, можно условно разделить на две группы:
непрерывные
периодические
Непрерывные производства характеризуются тем, что в любой дискретный момент времени все свойства в системе строго определены или заданы, а связи между технологическими процессами фиксированы. Графическую иллюстрацию этого можно представить следующим образом.

R1, R2, R3…- одностадийные ХТС, составляющие ХТС непрерывного действия, связи строго заданы.
В любой момент времени в одностадийных ХТС (R1, R2, R3) протекают химико-технологические процессы (ХТП).
В отличии от непрерывных при периодическом способе организации в любой дискретный момент времени свойства в системе жестко не определены или не фиксированы и связи между элементами , составляющими ХТС периодического действия, также не фиксированы, т.е. являются гибкими. Пример:
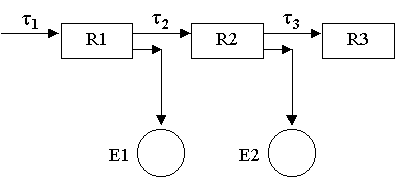
R1, R2, R3 – аппараты периодического действия
Е1, Е2 - промежуточные емкости
В любой дискретный момент времени (τ1, τ2, τ3 …) в системе протекает определенный процесс:
τ1: загрузка реакционной массы в аппарат R1, а R2 и R3 не работают;
τ2: выгрузка реакционной массы в R2 или в емкость Е1, аппарат R3 не работает;
τ3: аппарат R1 свободен и может, находиться как в режиме ожидания следующей партии загрузки реакционной массы, так и в режиме промывки и переналадки для выпуска другого продукта, в аппарате R2 осуществляется технологический процесс, в емкости Е1 может находится реакционная масса, которая будет передаваться в последующий момент времени.
Факторами, определяющими организацию выпуска продукции периодическим способом являются:
Устойчивость ассортимента выпускаемой продукции к неопределенному спросу.
Подобие технологических стадий выпуска продукции и их аппаратурного оформления.
Близкие производительности выпускаемой продукции.
Возможность использования многофункционального оборудования.
Частота появления и исчезновения продуктов (длительность технологического цикла).
Возможность восстановления процесса функционирования после поломок, прерываний, остановов в технологическом цикле.
Изменчивость управляющих процедур.
Различают одностадийные ХТС и многостадийные ХТС.

Графическая иллюстрация многостадийной ХТС представлена на рисунке 3.
В этом случае каждая одностадийная ХТС реализуется на отдельной единице аппаратурного оформления.
Многостадийная ХТС предназначена для выпуска одного целевого продукта на единой технологической схеме. Таким образом, многостадийная ХТС представляет собой индивидуальную или однопродуктовую ХТС.
В отличие от многостадийной ХТС модульный принцип организации схем позволяет реализовать несколько одностадийных химико-технологических процессов на едином аппаратурном оформлении (рисунок 4).
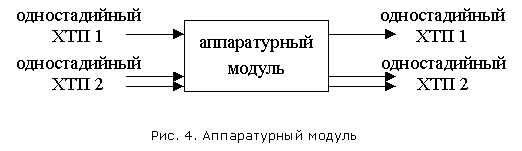
Многопродуктовые системы предназначены для выпуска множества последовательно или одновременно производимых продуктов.
Совмещенные ХТС ориентированы на множество последовательно реализуемых, различающихся между собой, многостадийных технологических процессов. В каждый момент времени на совмещенной схеме нарабатывается один продукт, причем маршруты обработки партий различных продуктов и число задействованных для этого аппаратурных стадий схемы могут быть неодинаковыми. Очевидным преимуществом совмещенных схем перед индивидуальными является снижение капитальных затрат на производство продукции.
К числу основных правил организации режима функционирования совмещенных ХТС, обусловленных сложностью реализуемых технологических процессов, относятся:
1) исключение возможности смешения различных партий сырья и полуфабрикатов, последовательно обрабатываемых в аппаратах стадий схемы;
2) недопустимость застоев реакционной массы в ожидании начала следующей стадии обработки.
Первое правило упрощает контроль технологических процессов и обслуживание оборудования, препятствует смешению недоброкачественных партий с другими. Второе обусловлено неустойчивостью большинства полуфабрикатов продуктов фармацевтических производств, поэтому по завершении обработки партии материалов в аппаратах предыдущей стадии она должна без задержки передаваться в аппараты следующей. Заметим, что имеются исключения из сформулированных правил организации выпуска продуктов: процессы производства ряда продуктов содержат технологические стадии (главным образом, стадии подготовки сырья и разделения), после которых допускается длительное хранение и смешение различных партий полуфабриката.
Понятие структура ХТС обозначает систему связей между основными аппаратами ее аппаратурных стадий по материальным потокам. Жесткая структура характеризуется неизменными связями между аппаратурными стадиями, в том числе и при переходе на производство другого продукта. Частично гибкая структура характеризуется жесткими связями между аппаратурными стадиями, которые могут меняться при переходе на производство другого продукта. В случае гибкой структуры коммутация аппаратов может меняться как по окончании, так и во время выпуска каждого из продуктов.
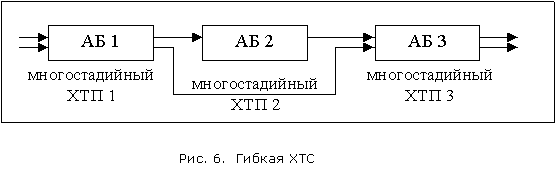
Множество аппаратурных модулей различного целевого назначения образуют аппаратурный блок, предназначенный для реализации одного или нескольких многостадийных ХТП, представленный на рисунке 5.
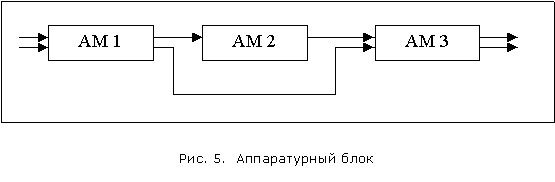
Из совокупности аппаратурных блоков формируется гибкая ХТС.
В малотоннажных химических производствах реализуется гибкая автоматизированная химико-технологическая система (ГАХТС), являющаяся основной (технологической) составляющей гибкой автоматизированной производственной системы (ГАПС) в химической технологии (рисунок 7).

Несмотря на то, что конкретные ХТС отличаются большой сложностью и разнообразием структур, практически все конкретные структуры могут быть сведены к небольшому числу типовых структур с характерным соотношением направлений соединяющих их потоков.
Последовательная технологическая связь – это такая связь, когда поток, выходящий из аппарата стадии, является входящим для аппарата следующей стадии и все технологические потоки проходят через аппарат стадии не более одного раза. Последовательное соединение аппаратов стадий схемы – основной прием в химической технологии многоассортиментных производств, так как оно соответствует многошаговому принципу переработки сырья в качественно различных аппаратах стадий.
Параллельная технологическая связь - это такая связь, когда выходящий из аппарата стадии поток разбивается на несколько параллельных подпотоков. Параллельная технологическая связь применяется для повышения мощности, надежности, гибкости ХТС, а также при параллельном получении на базе одного исходного вещества двух или нескольких продуктов.
Последовательно-обводная технологическая связь (байпас) - это такая технологическая связь, при реализации которой часть выходного потока из аппарата стадии минует некоторые аппараты стадий ХТС в последовательной цепи стадий ХТС, а затем снова объединяется с основным потоком. Байпас широко применяется в системах переработки с последующим смешением, где для обеспечения заданного состава и качества продукта необходимо переработать не весь поток, а лишь часть его. Потоки смешиваются в таком соотношении, чтобы получился продукт заданного качества.
Обратная технологическая связь характеризуется наличием рециркуляционого потока, связывающего выход аппарата последующей стадии ХТС с входом аппарата предыдущей стадии. Обратная технологическая связь предусматривает многократное возвращение потоков в один и тот же аппарат стадии.
По особенностям технологической структуры ХТС разделяются на разомкнутые и замкнутые. В разомкнутых ХТС технологические потоки проходят через аппарат любой стадии только один раз. Замкнутыми называются ХТС, содержащие, по крайней мере, одну обратную технологическую связь по потокам массы, энергии или комбинированную.
|
|
|
 Скачать 465.5 Kb.
Скачать 465.5 Kb.