РГР Метрология и стандартизация. ЕршовАндрей129РГРМетрологияСС. Определяем значения предельных отклонений Определяем основное отклонение отверстия
 Скачать 1.39 Mb. Скачать 1.39 Mb.
|

 Дано: Ø 140  Определяем значения предельных отклонений Определяем основное отклонение отверстия H7 по приложению 3. EI = 0 мм Определяем дополнительное отклонение отверстия H7  IT определяем из таблицы в приложении 2. Определяем основное отклонение вала g6 по приложению 3. es = -14 мкм=-0,014 мм Определяем дополнительное отклонение вала g6 по формуле  -0.014-0.025= - 0.039 мм -0.014-0.025= - 0.039 ммØ 140  Определяем систему и характер посадки Вычислим  на основании этих данных сделаем вывод. на основании этих данных сделаем вывод.  Зазор –это положительная разность сопрягаемых размеров отверстия и вала.  Анализируя полученные данные делаем вывод, что это подвижная посадка в системе отверстия с зазором. Строим схему посадки 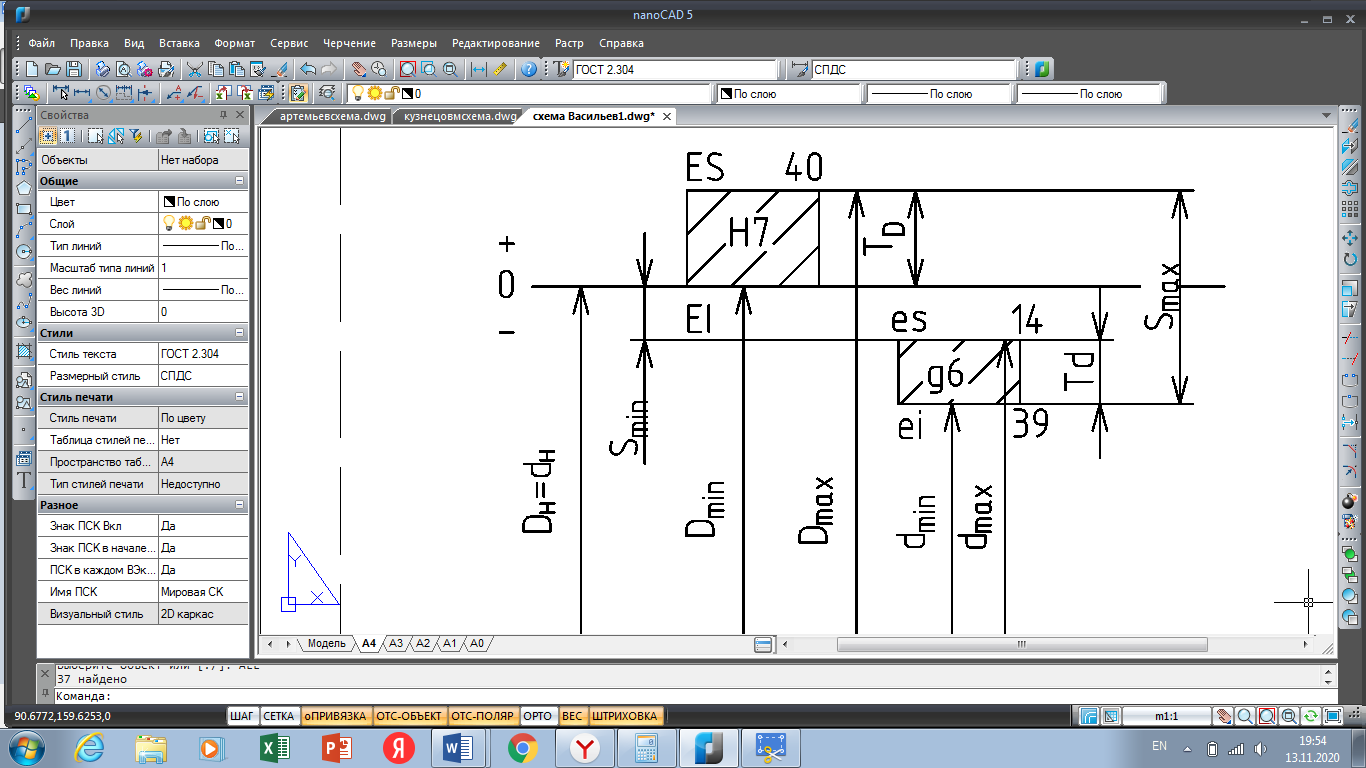 Определяем предельные размеры деталей    Определяем допуски размеров деталей     Определяем характерные предельные зазоры   Определяем допуск посадки двумя методами   Определяем допуск формы цилиндрических поверхностей сопрягаемых деталей   Строим эскизы деталей и соеденения 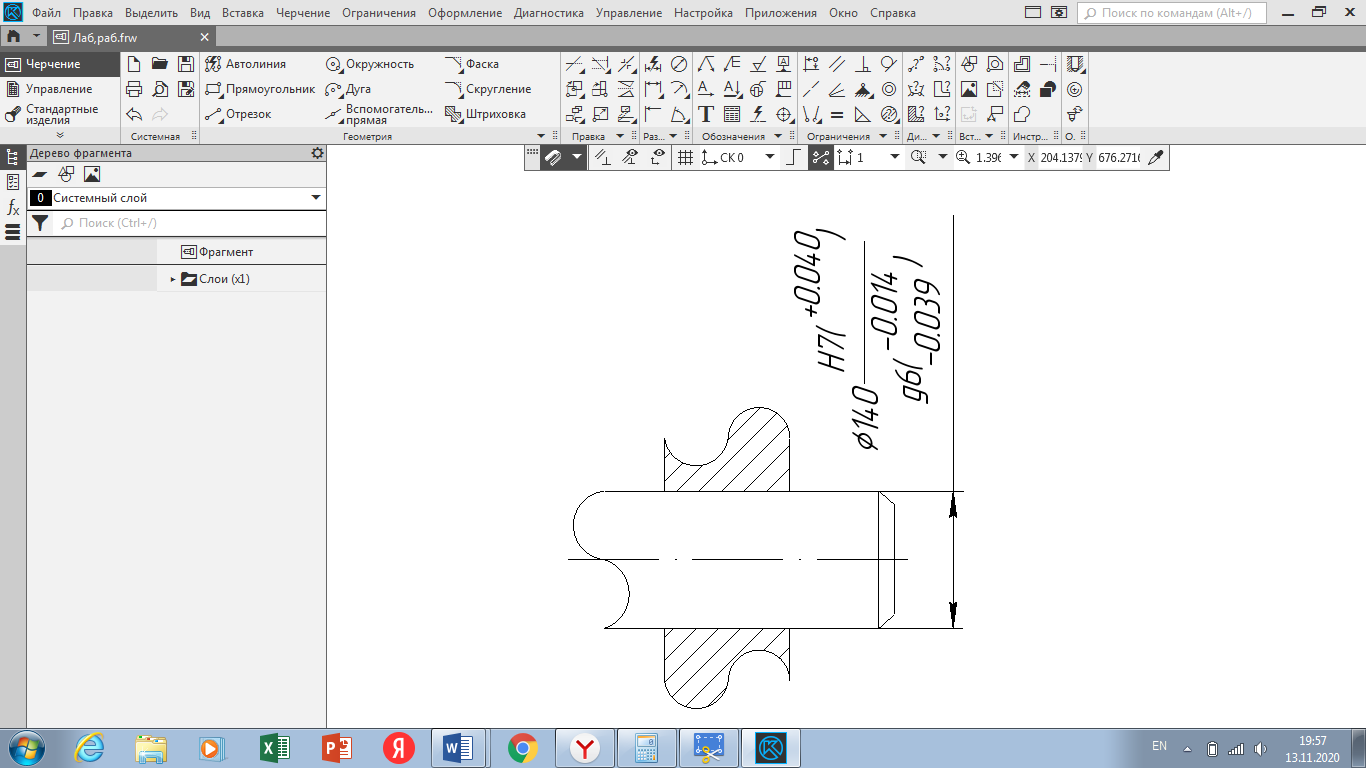  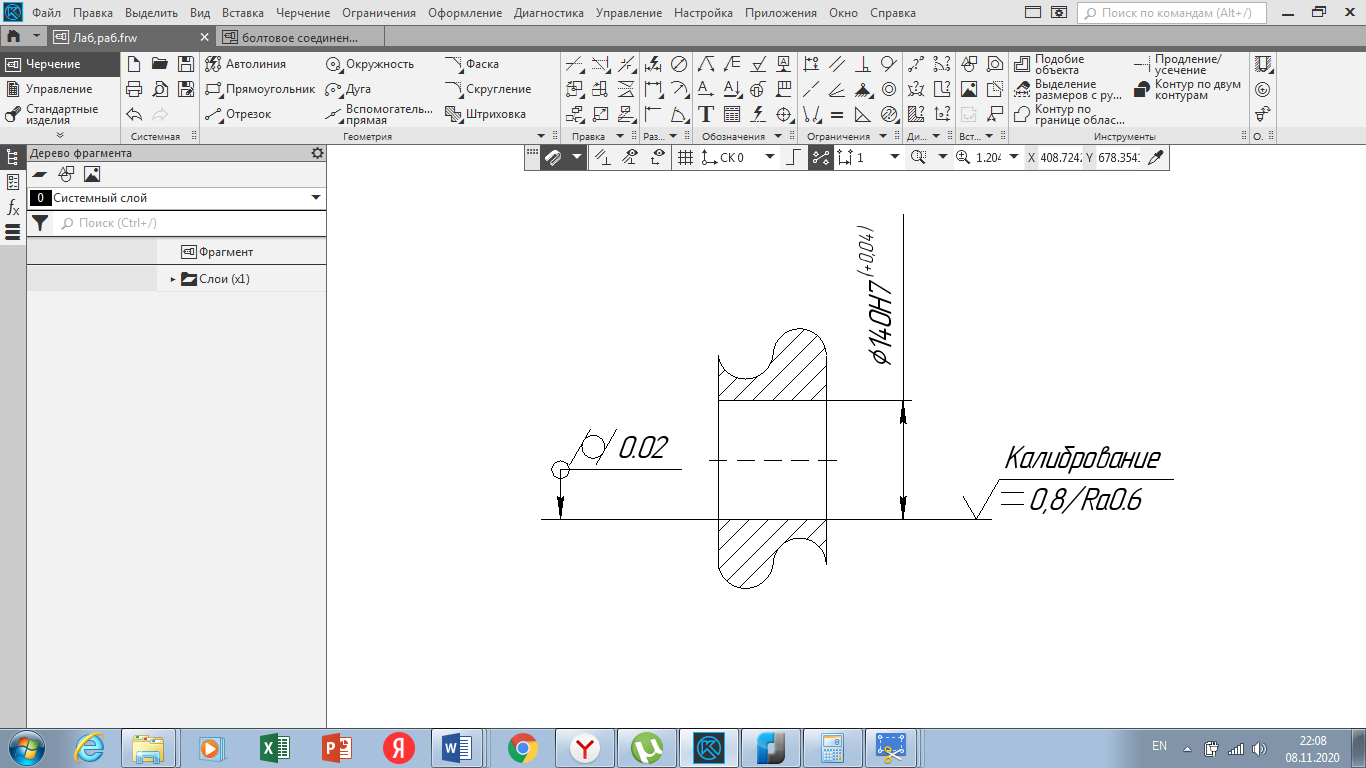 Дано: Ø 24  Определяем значения предельных отклонений Определяем основное отклонение отверстия H6 по приложению 3. EI = 0 мм Определяем дополнительное отклонение отверстия H6  IT определяем из таблицы в приложении 2. Определяем основное отклонение вала js5 по приложению 3. ei = es = ± IT/2= 0.009/2= ± 0.0045 Ø 24  Определяем систему и характер посадки Вычислим на основании этих данных сделаем вывод.  Анализируя полученные данные делаем вывод, что средние диаметры пытаются совпасть отсюда следует, что у нас неподвижное, но разъемное соединение в системе отверстия с переходной посадкой. Строим схему посадки 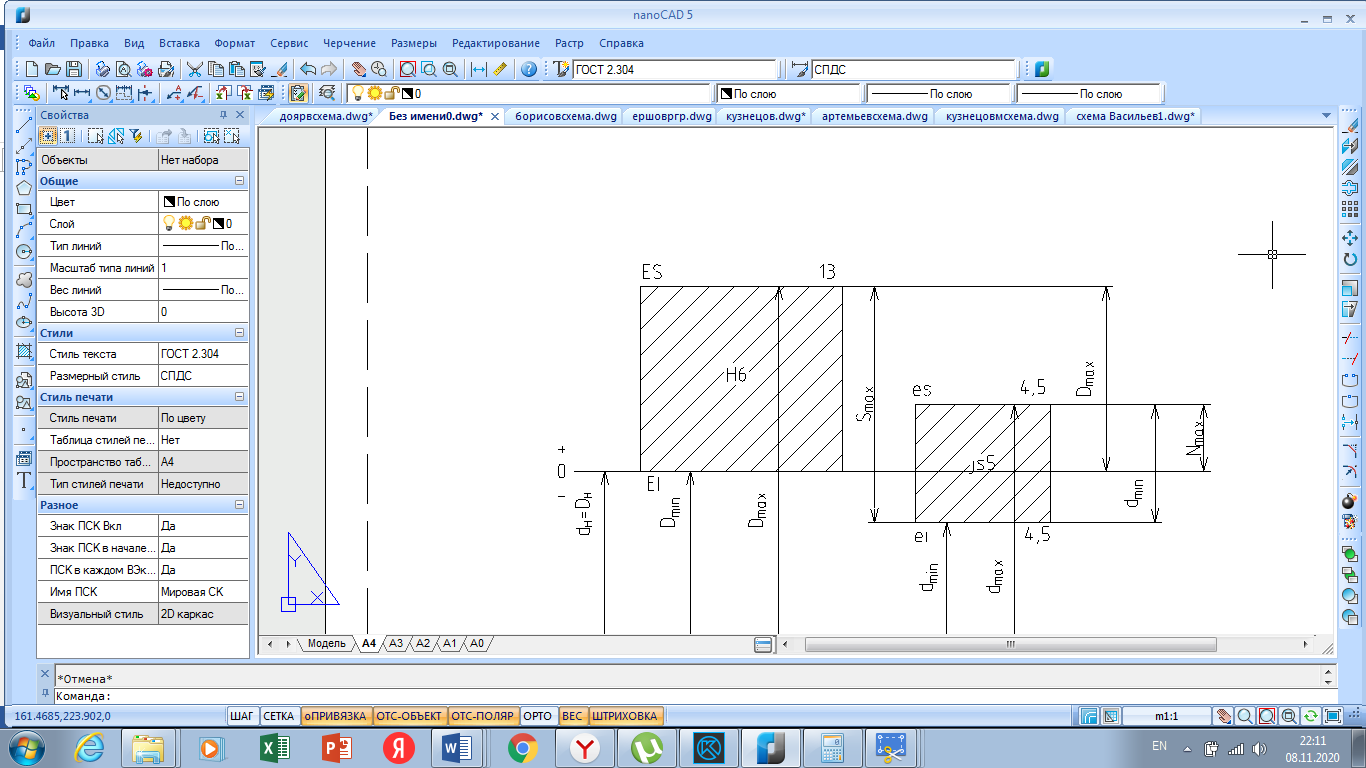 Определяем предельные размеры деталей   Определяем допуски размеров деталей     Определяем характерные предельные натяги и зазоры   Определяем допуск посадки двумя методами   Определяем допуск формы цилиндрических поверхностей сопрягаемых деталей   Строим эскизы деталей и соеденения 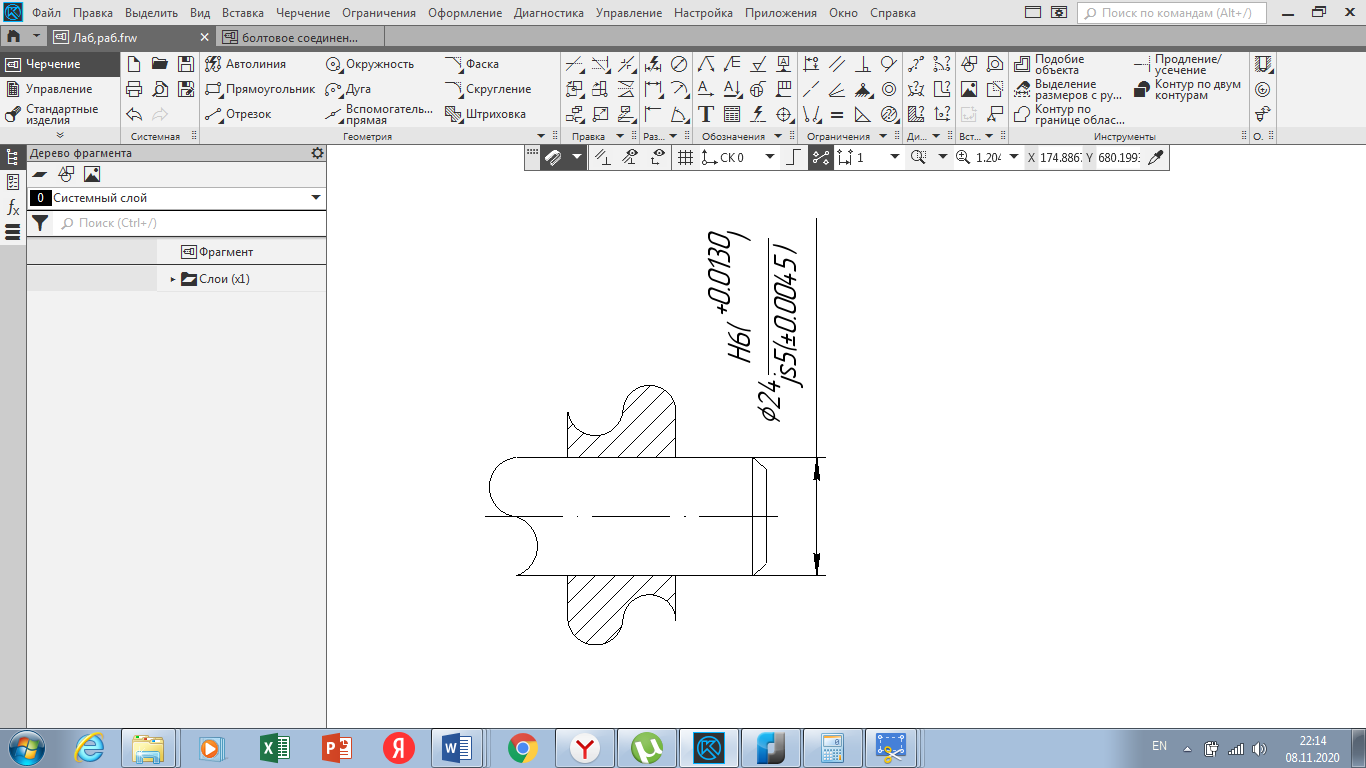  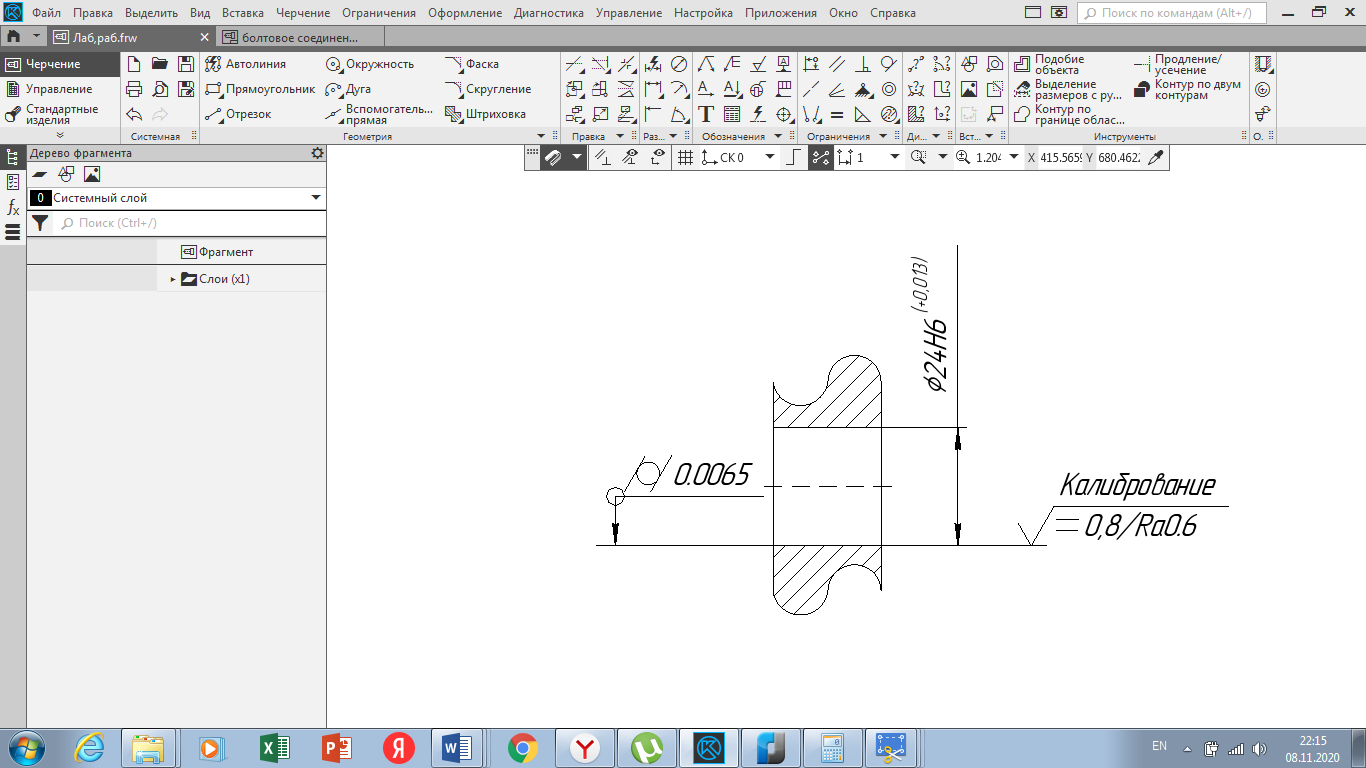 Дано: Ø 42  Определяем значения предельных отклонений Определяем основное отклонение отверстия H8 по приложению 3. EI = 0 мм Определяем дополнительное отклонение отверстия H8  IT определяем из таблицы в приложении 2. Определяем основное отклонение вала x8 по приложению 3. ei = +97 мкм = +0,097 мм Определяем дополнительное отклонение вала x8 по формуле  +0,097+0.039= +0.136 мм +0,097+0.039= +0.136 ммØ 42  Определяем систему и характер посадки Вычислим на основании этих данных сделаем вывод.  Натяг –это положительная разность между сопрягаемыми отверстиями вала и отверстия.  Анализируя полученные данные делаем вывод, что это неподвижная посадка в системе отверстия с натягом. Строим схему посадки  Определяем предельные размеры деталей    Определяем допуски размеров деталей     Определяем характерные предельные зазоры   Определяем допуск посадки двумя методами   Определяем допуск формы цилиндрических поверхностей сопрягаемых деталей   Строим эскизы деталей и соеденения   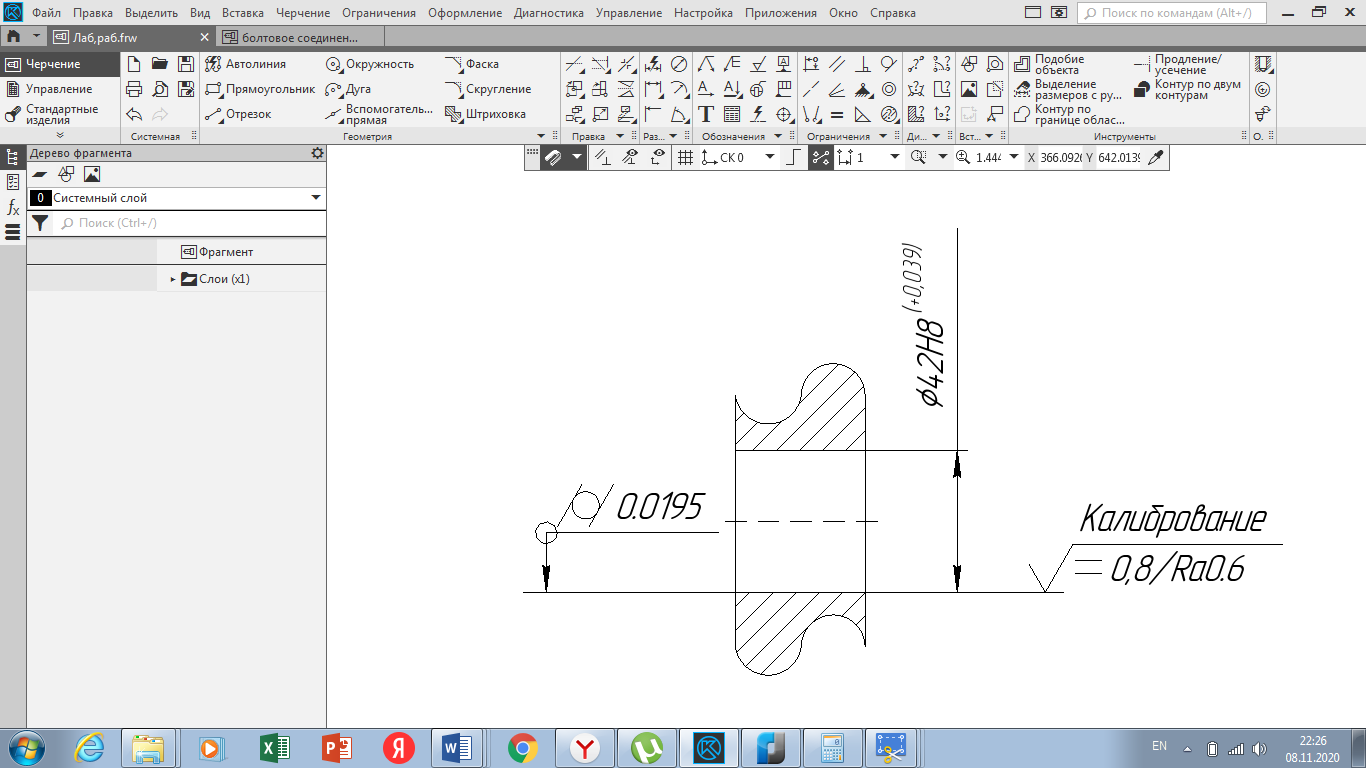 |