факторы зависимости момента трения в резьбе. болтовое соед. От каких факторов зависит момент трения в резьбе и на торце
 Скачать 117.75 Kb. Скачать 117.75 Kb.
|

|
от каких факторов зависит момент трения в резьбе и на торце Наибольшее значение имеет трение в резьбе между гайкой и стержневой крепежной деталью, а также гайкой и поверхностью соединяемой детали, которые зависят от таких факторов как, состояние контактных поверхностей, вид покрытия, наличие смазочного материала, погрешности шага и угла профиля резьбы, отклонение от перпендикулярности опорного торца и оси резьбы, скорость завинчивания и др. Потери на трение могут быть достаточно большими. При практически сухом трении, грубой поверхности и усадке материала, потери могут быть такими большими, что при затяжке на непосредственно напряжение соединения останется не более 10% момента (см. рисунок выше). Остальные 90% уходят на преодоление сопротивления трения и усадку. Для иллюстрации покажем следующий пример: когда оборудование установлено, соединения новые и чистые. Через несколько лет работы они становятся загрязненными, перекодированными и т.п. Таким образом, при откручивании и затяжке, «паразитное» трение больше. И хотя гайковерт будет показывать требуемый момент, требуемое сжатие соединения не будет достигнуто. И когда при эксплуатации, на резьбовое соединение будет воздействовать нагрузки или вибрация, велик риск самоослабления соединения и как результат — аварии. Коэффициент трения можно снизить, используя масло, но не чрезмерно, поскольку при этом велика опасность чрезмерного падения сопротивления, и превышения силы напряжения соединения, что может привести к разрушению стержневой крепежной детали. ОТКРУЧИВАНИЕ При откручивании гаек требуется крутящий момент большей величины, чем при затяжке. Это объясняется коррозией резьбового соединения, взаимным проникновением материалов болта и гайки в зоне резьбы под действием длительной нагрузки. Общее правило – при откручивании требуется момент в 1,3-1,5 раза больший, чем при затяжке! При откручивании прокорродированных и закрашенных соединений часто требуется инструмент с моментом в 2 раза больше, чем при затяжке. Но лучше в таких случаях использовать специальные средства для разрушения продуктов коррозии. Это снизит трение и, соответственно, силы воздействующие на упорную часть инструмента, продлевая срок его жизни. как влияет изменение шага резьбы на величины момента затяжки и момента отвинчивания Влияние шага резьбы на прочность Степень влияния шага резьбы на прочность соединения в значительной мере зависит от материалов резьбовых деталей. При существенном различии пределов прочности материалов болта и гайки (сГв. б/< в.г > 1, 4) и одинаковых модулях упругости (Е = = г) прочность резьбы с увеличением шага изменяется пропорционально отношению Ов. б/< в.г- Влияние измельчения шага резьбы на прочность резьбового изделия при статической нагрузке было исследовано заводом Шкода (Чехословакия) и рядом других исследователей. Для резьбовых соединений из углеродистых сталей это достигается при AS 0,0015, где AS — положительная разность шагов резьбы болта и гайки [3]. Требуемая разность шагов весьма мала (при S = 1 мм, например, AS = 1 мкм) практически получить соединение с такой разностью шагов нельзя (обычно AS = 0,01 мм). При зазоре по среднему диаметру, равному максимальному для резьб 2—3-го классов точности, отрицательное влияние на циклическую прочность отклонений шага уменьшается (особенно, если зазор получается в результате увеличения диаметра гайки ). В этих случаях допустимое отклонение шага может быть увеличено до 0,015 мм. Влияние диаметра резьбы и величины шага. Увеличение диаметра резьбы d и шага S понижает усталостную прочность резьбовой детали в результате масштабного эффекта , действие которого сильно проявляется на деталях с концентрацией напряжений. Метрическая резьба — основная треугольная крепежная резьба. Метрические резьбы бывают с крупными и мелкими шагами. Наиболее распространена метрическая резьба с крупным шагом, так как по сравнению с резьбами с мелкими шагами она оказывает меньшее влияние на износ и ошибки изготовления. Метрические резьбы с мелкими шагами по сравнению с резьбой с крупным шагом при одном и том же наружном диаметре обеспечивают детали большие прочность (глубина канавок резьбы меньше и внутренний диаметр резьбы больше) и надежность от самоотвинчивания (шаг резьбы, а следовательно, и угол подъема резьбы меньшие). Поэтому метрические резьбы с мелкими шагами применяют при изготовлении тонкостенных резьбовых деталей, служащих для регулирования и подверженных действию динамических нагрузок. За основную принята резьба с крупным шагом. Статическая несущая способность этой резьбы выше, чем резьбы с мелким шагом, влияние на прочность погрешностей изготовления и износа меньше. Влияние отклонения шага и половины угла профиля резьбы. При прогрессивной ошибке шага, достигающей 0,0Й мм, и при отклонении половины угла профиля до 2,5° сопротивление срезу резьбы снижается до 20 %. Это объясняется уменьшением сечения витков резьбы, вызываемым значительными зазорами по среднему диаметру (зазоры необходимы для диаметральной компенсации отклонений шага и половины угла профиля при свинчивании). Обычно на практике отклонения шага в пределах 0,01 мм и половины угла профиля в пределах 1 на статическую прочность резьбовых соединений влияют незначительно. Как положительные, так и отрицательные отклонения шага увеличивают неравномерность деформации болта и гайки, а следовательно, и неравномерность распределения нагрузки по виткам резьбы, что понижает циклическую долговечность резьбовых соединений. Отклонения шага и половины угла профиля резьбы болта, которые могут встречаться в производстве, при правильно налаженном технологическом процессе резьбонарезания, мало влияют на статическую прочность, но оказывают заметное влияние на усталостную прочность резьбовых соединений. Изучение влияния отклонений шага, половины угла профиля и собственно среднего диаметра на прочность резьбовых соединений показало, что при одинаковой диаметральной компенсации погрешностей каждого из названных параметров резьб падение статической прочности резьбовых соединений при растяжении различно. Так, если срезывающее усилие резьбовых соединений, имеющих погрешность только среднего диаметра принять за 100%, то при погрешности только шага срезывающее усилие уменьшается на 3%, а при погрешности только половины угла профиля срезывающее усилие уменьшается на 14%. На прочность резьбовых соединений при скользящей посадке и с гарантированным зазором влияют отклонения диаметров, шага и угла профиля резьбы. Степень влияния этих отклонений зависит от характера рабочей нагрузки, механических свойств материала болта и гайки и многих конструктивных и технологических факторов. Большое количество переменных факторов, влияющих на прочность резьбовых соединений, затрудняет разработку приемлемого для практики расчетного метода выбора классов точности резьбы. Наибольшее распространение получила метрическая резьба с крупным шагом, так как по сравнению с резьбами с мелкими шагами влияние на ее прочность износа и ошибок изготовления резьбы меньшее. За основную принята резьба с крупным шагом. Статическая несущая способность этой резьбы выше и меньше влияние на прочность ошибок изготовления и износа, чем резьбы с мелким шагом. Предел выносливости винтов из высокопрочных сталей понижается с уменьшением шага, а винтов из низкоуглеродистых сталей повышается. В зарубежной. литературе были сообщения как влияет форма профиля резьбы на коэффициент k – крепежные резьбы, предназначены для крепления деталей. Их выполняют, как правило, треугольного профиля. Применение этого профиля вызывается повышенным трением, повышенной прочностью резьбы, удобством изготовления. – крепежно-уплотняющие резьбы предназначены как для скрепления деталей, так и для предохранения от вытекания жидкостей (в соединениях трубопроводов). Эти резьбы выполняют треугольными, но без зазоров. – резьбы для передачи движения (в ходовых и грузовых винтах). Для уменьшения трения эти резьбы выполняют трапецеидальными с симметричным и несимметричным профилем, а иногда с прямоугольным профилем. Резьбы в нашей стране и зарубежом стандартизированы. Метрическая резьба ) стандартизирована и является в нашей стране основной треугольной резьбой. Классификация резьб: 5. по эксплуатационному назначению – крепёжная, крепёжно-уплотняющая, ходовая (для преобразования движения), специальная (например, ниппельная); 6. по форме поверхности, несущей резьбу – цилиндрическая и коническая;
7. по форме профиля резьбы в поперечном сечении нарезки (рис. 13.2) - треугольная, трапецеидальная, упорная, прямоугольная, круглая; 8. по расположению – наружная и внутренняя; 9. по величине шага нарезки - нормальная (с крупным шагом нарезки) и мелкая (с уменьшенным шагом нарезки); 10. по направлению нарезки - правая (применяется чаще) и левая; 11. по числу заходов (по количеству параллельных гребешков движущихся вдоль одной и той же винтовой линии) –одно-, двух-, трёх-, и т.д., многозаходная; 12. по исходной метрической системе – метрическая и дюймовая.
Наиболее распространены во всех областях хозяйства крепёжные цилиндрические правые резьбы с треугольным профилем нарезки и нормальным шагом. В особых случаях применяются резьбовые детали с левой нарезкой (например, резьбовое соединение оси левой педали велосипеда с шатуном). В большинстве стран, пользующихся метрической системой мер, применяется метрическая резьба с углом профиля 60° (рис. 13.3). Далее, если это не будет оговорено особо, основные рассуждения будут касаться именно этой резьбы. Дюймоваякрепёжная резьба в странах использующих метрическую систему мер применяется только при ремонте импортных машин, поступающих из стран, использующих дюймовую систему мер. Профиль дюймовой резьбы в диаметральном сечении имеет вид равнобедренного треугольника с углом при вершине a = 55°. Вместо шага для этой резьбы задаётся число витков резьбы в одном дюйме (1 дюйм = 25,4 мм) длины нарезки (количество ниток на дюйм).
Трубная резьба относится к прочно-плотным резьбам. Профиль трубной резьбы – равнобедренный треугольник с углом при вершине a = 55° и скруглёнными вершинами и впадинами (рис. 13.4). Трубная резьба относится к дюймовым резьбам и обозначается в дюймах по условному диаметру внутреннего прохода трубы (Dу = 1/4''; 1/2''; 3/4''; 1''; и т.д.). Шаг трубной резьбы обозначается числом витков (ниток резьбы) на один дюйм. С целью максимального сохранения толщины стенок трубы трубная резьба выполняется «мелкой», то есть с уменьшенными шагами. Этот вид резьбы находит широкое применение при создании бытовых водопроводных и отопительных систем. Коническая дюймовая резьба (угол профиля 60°, конусность 1:16) обеспечивает герметичное соединение без применения дополнительных уплотняющих материалов при более равномерном в сравнении с другими резьбами распределении нагрузки по виткам, позволяет компенсировать износ нарезки за счёт затяжки при завинчивании. Детали с конической резьбой широко применяются в гидравлических и смазочных системах. Резьбовые соединения с этой резьбой выдерживают без потери герметичности давление до нескольких десятков МПа. В механизмах преобразования движения широко применяются подвижные резьбовые соединения. Для подвижных соединений предназначены:трапецеидальная, упорнаяипрямоугольная резьбы.
Трапецеидальная резьба (рис. 13.5) стандартизована и имеет угол профиля нарезки 30°. Резьба широко используется для подвижных соединений, работающих в обе стороны под одинаковой нагрузкой.
Упорная резьба(рис. 13.6) также стандартизована, а её нарезка имеет несимметричный профиль: угол наклона упорной поверхности в диаметральном сечении составляет 3°, а свободной, не воспринимающей рабочую нагрузку – 30°. Этот вид резьбы предназначен для тяжело нагруженных ходовых винтов, работающих преимущественно при односторонней нагрузке.
Прямоугольная резьба(рис. 13.7) в сечении имеет форму прямоугольника. Эта резьба не стандартизована, легко изготавливается на токарно-винторезных станках, но неудобна для массового производства. Углы во впадинах являются сильными концентраторами напряжений, что резко снижает усталостную прочность винта. По этой причине резьба применяется ограниченно в малонагруженных передачах.
Круглая резьба(рис. 13.8) имеет профиль, состоящий из дуг окружности, соединённых короткими прямолинейными отрезками, угол между которыми составляет 30°. Винты с такой резьбой обладают высокой усталостной прочностью. Кроме того, данная резьба высокотехнологична при изготовлении без снятия стружки (отливка, прессование, накатка, выдавливание из тонкого листа). Резьба стандартизована. |
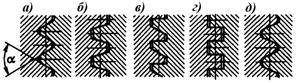 Рис. 13.2. различные профили резьб: а – треугольный; б – трапециедальный; в – упорный; г - прямоугольный; д - круглый.
Рис. 13.2. различные профили резьб: а – треугольный; б – трапециедальный; в – упорный; г - прямоугольный; д - круглый.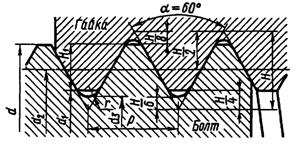 Рис. 13.3. Профиль нарезки метрической резьбы.
Рис. 13.3. Профиль нарезки метрической резьбы.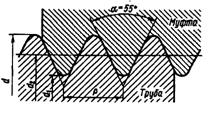 Рис. 13.4. Профиль нарезки трубной резьбы.
Рис. 13.4. Профиль нарезки трубной резьбы.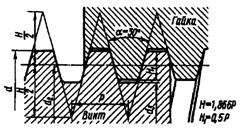 Рис. 13.5. Профиль нарезки трапецеидальной резьбы.
Рис. 13.5. Профиль нарезки трапецеидальной резьбы.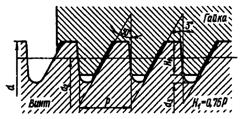 Рис. 13.6. Профиль нарезки упорной резьбы.
Рис. 13.6. Профиль нарезки упорной резьбы.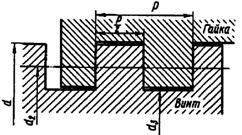 Рис. 13.7. Профиль нарезки прямоугольной резьбы.
Рис. 13.7. Профиль нарезки прямоугольной резьбы.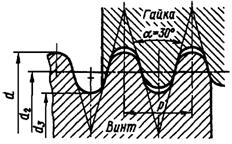 Рис. 13.8. Профиль нарезки круглой резьбы.
Рис. 13.8. Профиль нарезки круглой резьбы.