работа с документом информатика. РАБОТА С ДОКОМ. Правила оформления листа По гост размеры полей имеют следующие параметры правое 10 мм левое 30 мм нижнее 20 мм верхнее 20 мм
 Скачать 328.04 Kb. Скачать 328.04 Kb.
|

|
ЗАДАНИЕ: 1.оформить курсовую работу по всем правилам: Содержание курсовой работы: Титульный лист 2. Оглавление 3. Введение, содержащее подпункты «актуальность», «цели и задачи», «предмет и объект исследования», в магистерских работах к этим подпунктам добавляется «новизна исследования» 4. Основная часть работы. Главы и параграфы: подробная информация о содержании работы изложена в рекомендациях вашего вуза 5. Заключение 6. Библиографический список (список литературы) 7. Приложения Правила оформления листа: По ГОСТ размеры полей имеют следующие параметры: • правое — 10 мм; • левое — 30 мм; • нижнее — 20 мм; • верхнее — 20 мм. Гарнитура — Times New Roman: • кегль текста работы — 14, сносок — 12; • интервал текста — 1,5 («полуторный»), сносок — 1; • переносы необходимо отключить; • цвет текста — черный; • отступ красной строки — 1,25 см. Необходимое требование — обязательная нумерация страниц работы. Номера страниц принято размещать в нижнем колонтитуле, то есть внизу каждой страницы. Приложения не входят в объем ВКР, их нумерация не обязательна. Номер на титульном листе нужно скрыть. Заголовки можно оформить жирным шрифтом, выравнивая их по центру. Заголовки и параграфы обозначаются цифрами. После цифры необходимо поставить точку, а вот в конце заголовка точки не ставятся. Таблицы и списки, если они имеются в курсовой работе, тоже необходимо правильно оформить. Если такие вставки слишком объемные и занимают несколько страниц, например, это перечень вопросов или расчеты в программе Excel, то они перемешаются в приложения. 1. Кегль в тесте таблиц — 12. 2. Название таблицы располагается сверху и слева. 3. Если таблица взята из источника, требуется указать его в сноске. 4. На таблицу в тексте нужно сослаться, например, можно написать: «как следует из данных таблицы 2, …» Создаем оглавление в Word за 4 шага 1. Пронумеруйте страницы своей работы; 2. для заголовков глав примените стиль «Заголовок 1», для параграфов «Заголовок 2»; 3. создайте чистую страницу после титульного листа и во вкладке «Ссылки» нажмите на кнопку «Оглавление»; 4. в открывшемся диалоговом окне «Оглавление» настройте внешний вид будущей страницы оглавления и нажмите «Ok». Готово! ДОП. ЗАДАНИЕ: сделать минимум 2 таблицы. Курсовая работа: Электромонтажные работыОглавлениеКурсовая работа: Электромонтажные работы 2 1.1 Электрические кабели, провода, шнуры, электроизоляционные материалы и изделия 3 1.3 Монтажные и электроустановочные изделия и детали 5 2. Электромонтажные приспособления и механизмы 8 2.1 Механизмы инструменты для пробивных и крепежных работ 8 4. Правила пользования электромонтажными механизмами и инструментами 11 Введение Основные направления экономического и социального развития предусматривают интенсивное развитие автоматизации и роботизации всего народного хозяйства страны, повышение энерговооруженности труда. Решение этих задач непосредственно связано с совершенствованием электрооборудования промышленных установок, со степенью автоматизации технологических линий и участков производства, с качеством обслуживания, от которого зависят бесперебойность и ритмичная работа предприятия. Политика нашей страны направлена на то, чтобы совершенствовать систему образования с учётом потребностей ускорения социально-экономического развития, требований выдвигаемых прогрессом науки и техники. Чтобы обслуживать электрооборудование, соответствующее современному уровню развития науки и техники, электромонтёр должен обладать знаниями по устройству электрических двигателей, аппаратов защиты и управления, иметь представление об особенностях работы полупроводниковой техники и устройств автоматики, уметь разбираться в системах электрооборудования технологических установок и устройств и т.д. Цель выпускной квалификационной работы – овладеть необходимым комплексом знаний в области электромонтажных работ. 1. Электромонтажные материалы и изделия Материалы изделия, применяемые для монтажа электроустановок, можно разделить на четыре основные группы: электрические кабели, провода и шнуры; электроизолиационные материалы и изделия; металл и трубы; монтажные и электроустановочные изделия и детали. 1.1 Электрические кабели, провода, шнуры, электроизоляционные материалы и изделияКабели и провода служат для канализации (передачи и распределении) электрической энергии, а также для соединения различных элементов и электроустановок. Кабели разделяются на силовые и контрольные. Последние предназначены для создания цепей контроля, сигнализации, дистанционного управления и автоматики. Кроме того, выпускаются кабели специального назначения, например для горных разработок, судовые, для подвижного состава и др. Кабель состоит из одной или более изолированных токопроводящих жил, заключенных в герметичную (металлическую или неметаллическую) оболочку, поверх которой в зависимости от условий прокладки и эксплуатации могут быть броня и защитные покровы. Основными элементами кабелей являются токопроводящие жилы, изоляция, оболочка, броня и наружные покровы. В зависимости от назначения и условий эксплуатации кабелей отдельные элементы в их конструкции могут отсутствовать. Токопроводящие жилы изготавливаются из алюминия и меди. Для электрической изоляции жил кабеля применяют пропитанную кабельную бумагу, резину, пластмассу (поливинилхлорид, полиэтилен и др.). Кабельная бумага является основным изоляционным материалом, применяемым в кабелях высокого напряжения. После намотки на кабель ее пропитывают электроизоляционным маслом. Характерным свойством всех резин является их большая эластичность, т. е. способность сильно удлиняться при растяжении без остаточного удлинения после снятия растягивающей нагрузки. Следует также отметить высокую водостойкость и газонепроницаемость резин и их хорошие электроизоляционные характеристики. Полиэтилен — твердый непрозрачный материал белого или светло-серого цвета, несколько жирный на ощупь. Изделия из полиэтилена получают методами литья под давлением, горячего прессования и экструзии (при нанесении полиэтиленовой изоляции на провод, а также при изготовлении изоляционных шлангов и трубок). Поливинилхлорид представляет собой порошок белого цвета, из которого получают горячим прессованием или горячим выдавливанием механически прочные изделия (платы, трубы и др.), стойкие к воздействию минеральных масел, многих растворителей, щелочей и кислот. Оболочки кабелей могут быть свинцовыми, алюминиевыми, резиновыми, пластмассовыми. Они защищают изоляцию токопроводящих жил от воздействия света, влаги, химических веществ и других факторов окружающей среды, а также от механических повреждений. Защитные покровы кабелей обеспечивают их надежность и долговечность при эксплуатации в различных условиях прокладки. В зависимости от этих условий кабели могут быть небронированными или бронированными стальными лентами, а также прямоугольными либо круглыми оцинкованными проволоками с наружными защитными покровами из волокнистых материалов, пластмасс и др. В марках кабелей применяются следующие обозначения: оболочка — С (свинцовая), А (алюминиевая), Н (негорючая резина), В (поливинилхлоридная); защитное покрытие - Б (броня из лент), П (броня из плоских проволок); отсутствие наружного покрова — Г (голый), а также в них могут быть буквы, указывающие на наличие других элементов конструкций. Поливинилхлоридный пластикат — это гибкий рулонный материал, получаемый из порошка поливинилхлорида, смешанного с пластификаторами — густыми маслообразными жидкостями. Этот материал широко применяется в качестве основной изоляции монтажных проводов, а также для изготовления защитных оболочек — шлангов кабелей. Поливинилхлоридный пластикат обычно бывает окрашен в черный, синий, желтый, красный и другие цвета. Из него изготавливают гибкие изоляционные трубки и липкую изоляционную ленту. Провод представляет собой одну неизолированную жилу или одну и более изолированных жил, поверх которых в зависимости от условий прокладки и эксплуатации могут иметься неметаллическая оболочка и металлические или неметаллические защитные покровы. Провода разделяются на изолированные и неизолированные, защищенные и незащищенные. Неизолированные (голые) провода, применяемые в основном для прокладки воздушных линий, могут быть алюминиевыми, сталеалюминевыми, медными, бронзовыми и стальными. Изолированные провода могут иметь только алюминиевые и медные токопроводящие жилы. Для защиты от механических воздействий, света и влаги провода покрывают оболочкой из резины, пластмассы или металлических лент с фальцованным швом. Провода, имеющие внешнюю защитную оболочку, называют защищенными, провода, не имеющие защитной оболочки, — незащищенными. Шнур состоит из двух или более изолированных гибких или особо гибких жил, скрученных или уложенных параллельно, поверх которых в зависимости от условий эксплуатации могут иметься неметаллическая оболочка и защитные покровы. Шнуры отличаются от проводов гибкостью многопроволочных жил. ТАБЛИЦА: В маркировке проводов и шнуров первая буква А указывает материал токопроводящей жилы - алюминий (отсутствие буквы А означает, что токопроводящая жила из меди). Вторая буква П обозначает провод, а третья — материал изоляции (Р — резина, В — поливинилхлорид, П — полиэтилен). В марках проводов и шнуров могут быть и другие буквы, например: О - оплетка, Т — прокладка в трубах, П - плоский элемент с разделительным основанием, Ф - металлическая фальцованная оболочка, Г — гибкость и др. Провода и кабели различают по числу и сечениям жил, а также номинальному напряжению. Число жил может быть от одной до четырех (контрольные кабели имеют от четырех до тридцати семи жил); а сечения от 0,75 до 600 мм². Провода изготавливают на напряжения 380, 660 и 3000 В переменного тока кабели — на все стандартные напряжения до 110 кВ. 1.2 Металл и трубы Прокат черных металлов в виде угловой, полосовой, листовой и круглой стали рационально применяется в мастерских электромонтажных организаций для изготовления различных монтажных изделий, деталей и конструкций, которые не выпускаются йодами, а также для заземления элементов электроустановок. Для производства электромонтажных работ чаще всего используют угловую равнобокую сталь малых и средних размеров (сечений), полосовую сталь, листовую сталь и стальную проволоку. Реже применяют швеллерную и круглую стали. Стальные водогазопроводные обыкновенные трубы применяются для электропроводки только в тех случаях, когда по условиям окружающей среды недопустим другой вид проводки, например на химических предприятиях с взрывоопасной или химически активной средой, ряде металлургических производств и др. В сухих, влажных, жарких и пыльных помещениях преимущественно используются стальные тонкостенные электросварные и неметаллические трубы. Гибкие металлорукава служат для защиты проводов на вводах и электрооборудование и в местах пересечений трубных проводок с другими коммуникациями. Рукава выпускают трех типов: из стальной оцинкованной ленты с хлопчатобумажным уплотнением марки РЗ-Ц-Х, из стальной оцинкованной ленты с асбестовым уплотнением марки РЗ-Ц-А и из алюминиевой ленты с хлопчатобумажным уплотнением и медной луженой оплеткой марки РЗ-АД-Х-Л. Для электропроводки вместо стальных труб часто используют полимерные грубы — винипластовые, полиэтиленовые, полипропиленовые. Винипластовые трубы изготавливают четырех видов: легкие (Л), сред нелегкие (Сл), средние (С) и тяжелые (Т). В зависимости от толщины стенок полиэтиленовые трубы подразделяют на легкие , среднелегкие, средние и тяжелые , они могут быть также низкой и высокой плотности (последние с меньшей толщиной стенок). Полипропиленовые трубы различают двух видов — легкие и средние. Метизы — это винты, шайбы, шурупы, болты, гайки. Винты могут быть с полукруглой и потайной головками. Шайбы выпускаются под болты всех стандартных диаметров. Кроме нормальных применяют также пружинные шайбы для усиления контактных соединений. В качестве шин при производстве электромонтажных работ применяются в основном прямоугольные алюминиевые полосы, а в специальных случаях, обоснованных в проекте, — медные. При переменном токе до 200 А и постоянном токе используется плоская, круглая или трубчатая сталь. Монтаж ошиновки аккумуляторных помещений выполняется круглыми медными шинами. Алюминиевые прямоугольные шины применяют для токопроводов, распределительных устройств, сборок и других электротехнических устройств. Припой — сплав из цветных металлов, служащий для пайки металлических изделий. Применяемые при производстве электромонтажных работ припои делятся на две группы: оловянно-свинцовые марки ПОС с температурой плавления до 400 °С и безоловянистые марок А, Б и ЦА-15. Различают также мягкие и твердые припои. К мягким припоям относятся также серебряные припои с содержанием серебра до 3 % (ГОСТ 8190—85). К твердым припоям относятся серебряные припои с содержанием серебра 10...70 % марок ПСр-25, ПСр-45, ПСр-70, ПСр-71. 1.3 Монтажные и электроустановочные изделия и деталиПри производстве электромонтажных работ используют типовые детали и изделия, выпускаемые специализированными предприятиями. Эти изделия и детали применяются при подготовке трасс для прокладки проводов, кабелей и шин, при их прокладке, закреплении, соединении и присоединении к приборам и аппаратам для защиты от воздействия окружающей среды и механических повреждений, для установки аппаратов, приборов, светильников и т. д. Монтажные изделия и детали изготовляются для всех видов электрических установок и для всех видов электромонтажных работ и операций. Выпускаемые заводами изделия из перфорированной стали: полосы, ленты, швеллеры, рейки, монтажные профили с перфорацией - удобны для изготовления опорных и крепежных конструкций с минимальными трудовыми затратами на монтажно-заготовительных участках и при монтаже. Из типовых профилей изготовляют рамы и каркасы для сборки щитков и пусковых устройств, для подвески собранных в блоки светильников и для крепления труб, проводов и кабелей. Применение монтажного профиля с закладной гайкой создает весьма удобный вид крепления труб, кабелей, аппаратов без подготовки отверстий при изменении мест крепления. Из перфорированной полосы легко изготовить планки, скобы, траверсы. Полосы с пряжками облегчают закрепление труб или кабелей привязкой. Эти пряжки имеют вырезы для закрепления в перфорации полосы и прямоугольные отверстия для полосок, крепящих кабели или трубы. 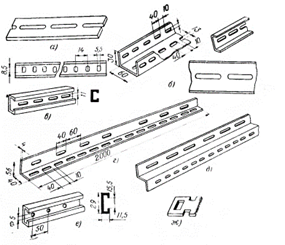 Рис.1.3.1 Изделия из перфорированной стали а) полоса монтажная; б) профиль U - образный; в) профиль С - образный; г) угольник неравнобокий; д) профиль Z - образный: е) рейка; ж) пряжка к перфорированным полоскам. Распорные дюбеля и дюбеля, забиваемые ручной или пиротехнической оправкой и встреливаемые пистолетом, позволяют крепить детали с минимальной затратой времени. Помимо распорных металлических дюбелей с волокнистым заполнителем и с конической гайкой, используют капроновые дюбеля. Преимущество капроновых дюбелей устойчивость к динамическим нагрузкам и вибрации, высокая устойчивость против коррозии, возможность применения во влажных и химически активных средах. Изделиями из полимерных материалов для крепления открыто прокладываемых проводов и небронированных кабелей по основаниям являются полиэтиленовые эластичные скобы и полиэтиленовые закрепы с зубчатыми полосками, пряжками. Эластичность скобки позволяет закладывать под неё провод или кабель как до, так и после её установки на дюбеле. 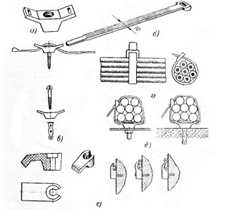 Рис.1.3.3. Пластмассовые закрепы и скобы, зубчатые полоски и их применение а) закреп; б) зубчатая полоска; в) установка закрепа; г) бандажирование пучка проводов зубчатой полоской; д) крепление пучка проводов на закрепе зубчатой полоской; е) полиэтиленовая скоба и её применение. Кабель закладывают под отогнутую скобку, предварительно закреплённую дюбелем к основанию. Скобка при этом защелкивает кабель и прижимает его к основанию благодаря своим пружинящим свойствам. Полиэтиленовый закреп к основанию закрепляют забиваемым оправкой дюбель-гвоздем, а на закрепе в свою очередь с помощью монтажных лент и полосок с пряжками бандажируют и закрепляют провода и небронированные кабели. Эти бандажные полоски и ленты создают удобный и производительный способ крепления проводов и небронированных кабелей к предварительно заготовленным и закрепленным непосредственно к основанию металлическим полосам, струнам, лентам. 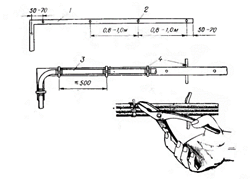 Рис.1.3.4 Крепление кабелей на металлических полосках и лентах.1 - полоса; 2 - дюбель-гвоздь; 3 - кабель; 4 - полоска с пряжкой. С помощью бандажных лент и полосок производится также крепление проводов и небронированных кабелей к специальным полимерным деталям-держателям, приклеиваемым к строительному основанию клеящим составом на основе акриловой смолы с наполнителем из каолина — БМК-5к. Плоские провода закрепляют путем насаживания на держатель с кнопкой. 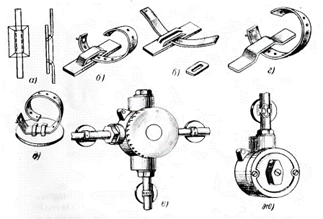 Рис.1.3.5 Крепление электроустановочных изделий приклеиванием и детали для приклеивания. а) металлическая или пластмассовая деталь; б) деталь с перфорированной пластмассовой лентой; в) скобка с полоской; г) скобка с перфорированной лентой; д) пластмассовая штампованная деталь; е) крепление коробки приклеивания; ж) крепление выключателя приклеиванием. Лотки и короба в виде легких металлических конструкций для прокладки проводов и кабелей обладают преимуществами по сравнению со стальными трубами. Они удобны в монтаже, обеспечивают возможность прокладки по сложным трассам, свободный доступ и легкую замену проводов и кабелей. Лотки комплектуются разделительными уголками, прижимами для крепления их к кабельным полкам, подвесками с пряжками для укладки кабелей и проводов на лотках и крепления их пучками бандажной лентой. Сборные кабельные конструкции стойки, полки и профили с закладными подвесками — предназначены для прокладки на них горизонтальных рядов кабелей и в вертикальной плоскости. 2. Электромонтажные приспособления и механизмы2.1 Механизмы инструменты для пробивных и крепежных работПри производстве электромонтажных работ в мастерских и непосредственно на объектах монтажа используют механизмы, инструменты и приспособления как общестроительного применения, так и специализированные электромонтажные. Все машины, механизмы и средства механизации, применяемые в электромонтажном производстве, можно разделить на пять групп: механизированный и ручной инструмент, приспособления и другие средства малой механизации (электрифицированные, пневматические и пиротехнические инструменты, слесарномонтажный и режущий инструмент, монтажные инвентарные приспособления); сварочное оборудование (сварочные трансформаторы и генераторы постоянного тока, полуавтоматы для дуговой сварки в среде защитных газов, оборудование для газовой сварки и резки); специализированные автомашины и автоприцепы и передвижные мастерские; металлообрабатывающие станки и механизмы, сосредоточенные главным образом в мастерских на поточных технологических линиях и в ремонтных цехах (ножницы, прессы, шинотрубогибы, пальцы, листогибочные, сверлильные, обдирочные, заточные, токарные, фрезерные и строгальные станки); монтажные механизмы для разгрузочно-погрузочных и монтажных работ (автомобильные краны, краны на пневмоколесном ходу, трубоукладчики и тракторные краны, гидроподъемники и телескопические вышки, буровые и бурильно-крановые машины, кранПалки и электротали, аккумуляторные и автомобильные погрузчики, башенные краны и краны-погрузчики, тали и лебедки, блоки и полиспасты), а также общестроительные механизмы (тракторы, бульдозеры и др.). В качестве средств механизации пробивных работ используют злектромагнитобуры, электросверлильные машины и электромолотки с рабочим инструментом (сверлами, буриками, шлямбурами, коронками), оснащенным пластинами из твердых сплавов, а также перфораторы, пневматический и пороховой инструмент. 2.2 Инструменты и механизмы для соединения и оконцовки кабелей Клещи КСИ-1, предназначенные для снятия изоляции с концов проводов сечением 0,75...4 мм² и их перекусывания, состоят из трех частей, связанных между собой шарнирно: рычага для зажатия проводов, рычага с ножами для надреза изоляции и рычага с ползунком-эксцентриком, перемещающим прижим и фасонный нож в губках клещей. Модернизированные клещи КСИ-2 с двумя ручками более производительны и удобны в работе. Перекусывание проводов производится ножами кусачек. Ножи сменяются по мере необходимости. Инструмент МБ-2 предназначенный для снятия изоляции с двужильных плоских проводов с одновременным разрезанием перемычки между ними, выполняется в виде клещей с двумя ручками. Пресс-клещи ПК-3 предназначены для опрессовки жил алюминиевых проводов с суммарным сечением 7,5; 13 и 20 мм² в гильзах марок ГАО-4, ГАО-5, ГАО-6 и медных жил сечением 4... 6 мм² в наконечниках типа Т и гильзах типа ГМ, а также для оконцовки медных многопроволочных жил сечением 1,5 и 2,5 мм² в кабельных кольцевых наконечниках П. Пресс-клещи ПК-4 предназначены для опрессовки алюминиевых наконечников и соединительных гильз на проводах и кабелях сечением 16...35 мм² и гильз марок ГАО-5, ГАО-6, ГАО-8. Эти пресс-клещи имеют блокирующее устройство, которое не позволяет раскрывать их во время работы и снимать наконечник или гильзу до окончания опрессовки на требуемую глубину. Пресс-клещи ПК-1 состоят из удлиненных рукояток с вилками, двух рычагов и блокирующего устройства. На рычагах закрепляются сменные пуансоны и матрицы. Блокирующее устройство не позволяет раскрывать клещи во время опрессовки и снимать наконечник или гильзу до ее окончания. Пресс-клещи ПК-2М состоят из рычага, двух рукояток, головки, штока , двух тяг и блокирующего устройства. На штоке закрепляется пуансон, а на головке клещей устанавливается матрица. Ручные механические прессы типов РМП-7 и РМП-22 предназначены для опрессовки алюминиевых и медных наконечников и соединительных гильз на проводах и кабелях, а также скругления секторных однопроволочных алюминиевых жил. Работают с использованием наборов инструментов НИСО и НИОМ. Пресс гидравлический ручной типа ПГР-20М1 предназначен для опрессовки алюминиевых и медных наконечников и соединительных гильз на проводах и кабелях, а также скругления секторных однопроволочных и комбинированных алюминиевых жил с использованием набора инструментов типа НИСО и НИОМ. Пресс пороховой типа ППО предназначен для выполнения оконцевания однопроволочных алюминиевых жил проводов и кабелей путем выштамповки контактной площадки с одновременной пробивкой отверстия. Ножницы кабельные (секторные) типов НУСК-50, НУСК-ЗООм, НС-2, НС-3 предназначены для перерезания проводов и кабелей с медными и алюминиевыми жилами. Наборы инструментов типов НИОМ и НИСО предназначены для выполнения оконцеваний и соединений алюминиевых и медных жил способом опрессовки в комплекте с прессами типа ПГР-20М1, РМП-7, РМП-22. Наборы состоят из комплектов матриц и пуансонов. 3. Линии заготовки и технологической обработки элементов осветительных электроустановок Большую роль в индустриализации электромонтажных работ играют мастерские электромонтажных заготовок (МЭЗ) — производственная база электромонтажных организаций. В мастерских выполняют сборку укрупненных монтажных блоков, заготовку трубных трасс и шин, сборку ошиновки, заготовку электропроводок, комплектных линий и элементов заземляющих устройств, ревизию и зарядку светильников, сборку их в блоки, а также изготавливают нестандартные изделия и конструкции. Предварительная сборка оборудования, конструкций и изделий в укрупненные блоки и увеличение выпуска электромонтажных заготовок определяют получение значительного экономического эффекта. Работы выполняются в мастерских с применением механизмов и приспособлений заблаговременно, еще до готовности к монтажу строительных сооружений. Для монтажа электрических конструкций, оборудования и сетей, предварительно скомплектованных в укрупненные блоки, требуется меньшее число рабочих и более короткие сроки. Заготовительные сварочные работы в МЭЗ выполняются на механизированных поточных технологических линиях, оснащенных высокопроизводительными инструментами и приспособлениями. Кроме обработки проводов и кабелей и маркировки заготовок бирками на технологических линиях или стендах (при малом объеме работ) производится комплектация узлов электропроводок и целых линий в контейнеры вместе с крепежными деталями, конструкциями и изделиями, которые затем транспортируются к месту производства работ. Основным направлением в индустриализации монтажа электросетей является централизованная стендовая заготовка элементов электропроводок и кабельных линий. Заготовленные линии электропроводок вместе с установочными изделиями и приборами, крепежными деталями и конструкциями заводского изготовления укладывают в контейнеры и доставляют к месту монтажа. Предварительная заготовка труб и сборка трубных блоков производится в мастерских отдельных монтажных организаций централизованно для всех монтажных объектов по замерам или чертежам рабочего проекта и журналам заготовки труб. Блоки значительной протяженности для удобства транспортировки на машинах собирают из разборных секций. Отдельные трубные участки изготавливают и собирают в комплекте с соединительными ответвительными коробками и затянутыми проводами. Одиночные шины, элементы ошиновки и комплектные шинные устройства заготавливаются и собираются в мастерских по чертежам проекта или по снятым с натуры замерам. Элементы ошиновки собираются вместе с опорными конструкциями, изоляторами, шинодержателями и другими деталями. Комплектные шинные устройства, например ошиновки трансформаторов, состоят из смонтированных на каркасе разъединителей с приводом, самой ошиновки на опорных изоляторах и проходной плиты. Открытые шинные магистрали для канализации электроэнергии от внутрицеховых подстанций до распределительных пунктов цехов заготавливаются в мастерских, наматываются на кассеты и транспортируются на монтаж в комплекте с натяжными устройствами, компенсаторами и другими деталями. Многопанельные щиты собираются укрупненными блоками по несколько панелей в блоке, исходя из условий транспортировки и монтажа на месте (размеров щитовых помещений, монтажных проемов, необходимости использования подъемных механизмов), с полностью законченной ошиновкой, вторичными проводками и предварительной наладкой. В местах разъема блоков все стыки шин и связи вторичных цепей на время перевозки маркируются и разъединяются. Монтаж блоков и сборка их в щиты производятся на закладных металлоконструкциях, заранее установленных при строительстве помещения, и сводятся только к установке, восстановлению межблочных связей по маркировке и присоединению проводов и кабелей внешней связи. Панели магнитных станций собираются на конструкциях, укомплектованных необходимыми скобами, бирками и оконцевателями для отходящих фидеров. Ящики сопротивлений устанавливаются на конструкциях, и по монтажным рейкам прокладываются провода связи между ними и панелями магнитных станций. В мастерских выполняются и другие заготовки: блоки для силовых и осветительных электроустановок (например, блоки магнитных пускателей, собираемые вместе с пусковыми кнопками на конструкциях из перфорированного профиля, с выполненными внутри соединениями, маркировкой и надписями); элементы заземления с опорными и закладными деталями; кабельные заготовки в виде пакетов контрольных и специальных кабелей; блоки цеховых троллеев, в состав которых входят опорные конструкции с установленными на них золяторами, троллеедержателями и компенсаторами; окрашенные токопроводы длиною 6 м; вспомогательные уголки для сварки соседних участков троллеев встык и планки для подсоединения питания к троллеям и др. Централизованная заготовка и обработка электропроводок и комплектных осветительных линий производится на стендах и технологических линиях в монтажных мастерских. Заводами также выпускаются специальные механизмы, которыми комплектуются эти линии. 4. Правила пользования электромонтажными механизмами и инструментамиПравильная эксплуатация механизированного инструмента и средств малой механизации заключается в регулярном уходе за ними, соблюдении установленных режимов работы и смазывании. Электрические машины и электрифицированный инструмент. Перед выдачей электрических машин для производства работ проверяются специальными приборами на стенде или мегомметром исправность их электрической (сопротивление изоляции, наличие и исправность заземления, целость изоляции кабеля и др.), а также механической частей (надежность крепления резьбовых соединений, исправность редуктора, наличие смазки в подшипниках и зубчатых передачах, правильность заточки и установки рабочего инструмента). Перед началом работы необходимо убедиться в соответствии напряжения машины напряжению сети, исправности заземления и проверить работу машины на холостом ходу. Правильная эксплуатация электрифицированного инструмента обеспечивается также соблюдением установленной продолжительности его включения и чистотой содержания, т. е. своевременным удалением стружки, пыли, строительной мелочи. В процессе эксплуатации необходимо следить за состоянием смазки всех узлов машин и при необходимости заменять ее. Смазку электросверлильных машин обычно меняют через каждые 200 ч работы. Постоянное смазывание шарикоподшипников и шестерен обеспечивается запасом среднеплавкой смазки УС-3, находящейся в гнездах подшипников и редукторе и добавляющейся один раз в два месяца. Использование электрифицированного инструмента, в частности, электросверлильных машин с напряжением питания 220 В, увеличивает опасность травматизма (при пробое изоляции обмоток корпус такого инструмента оказывается под напряжением 220 В). Правилами техники безопасности в строительстве запрещается пользоваться ручным электроинструментом с напряжением питания 127 и 220 В в помещениях опасных и с повышенной опасностью (допускается использования электроинструментов с напряжением питания 42 В). Однофазные электросверлильные машины с металлическим корпусом разрешается включать непосредственно в сеть 220 В только трехжильным гибким медным проводом сечением не менее 1,5 мм² в общей оболочке, причем третья жила должна служить исключительно для заземления корпуса машины. Нельзя использовать для заземления нулевую рабочую жилу провода. Нулевая и заземляющая жилы подключаются к заземляющей сети раздельно. Заземляющая жила присоединяется к корпусу винтом. Перед включением электросверлильной машины следует проверить наличие и исправность заземления, состояние изоляции питающего провода, соответствие напряжения и частоты питающей сети, работу выключателя (несколькими пробными включениями). Во время работы не допускается сильный нагрев сверлильной машины (при котором нельзя держать ладонь на ее корпусе). При сильном искрении коллектора машину надо отключить для устранения его причин. В настоящее время применяются главным образом электрифицированные механизмы для пробивных работ с напряжением питания 220 В и двойной изоляцией, которая состоит из двух независимых друг от друга ступеней — рабочей и дополнительной. Рабочей называют основную изоляцию, необходимую для работы машины и защиты оператора от поражения электрическим током. Это оплетка или эмаль обмоточных проводов, пазовая изоляция обмоток машин, пропиточные лаки и компаунды, изоляция жил кабеля, проводов и внутренних соединений. Дополнительной изоляцией служат пластмассовые корпуса машин, изолирующие втулки и др. Выпускаются также электросверлильные машины с напряжением питания 42 В и повышенной частотой (200 Гц), безопасные в работе, но для питания которых требуются крупногабаритные переносные преобразователи частоты, поэтому применение их ограничено. Для повышения безопасности электросверлильных машин на 220 В с одной ступенью изоляции их питание осуществляют от сети через специальный разделительный трансформатор (с коэффициентом трансформации 1:1), имеющий обмотки с усиленной изоляцией, выполненные так, что повреждение первичной обмотки не приводит к образованию потенциала сети во вторичной обмотке. Следовательно, исключается появление потенциала сети и на металлических частях сверлильной машины даже в случае пробоя изоляции. Выполнение работ в установках, находящихся под напряжением или с частично снятым напряжением, разрешается в исключительных случаях и только электромонтажникам, прошедшим специальные обучение и инструктаж, после получения наряда-допуска и обязательно под надзором эксплуатационного персонала. Пневматический инструмент и сварочные трансформаторы. Основное требование при эксплуатации пневматического инструмента заключается в смазывании его турбинным или соляровым маслом через каждые 4 —5 ч работы, а нового инструмента через каждые 2-3 ч. Перед выдачей рабочий-инструментальщик проверяет в машине или перфораторе затяжку всех резьбовых соединений, заполняет масляную полость чистым минеральным маслом, набивает масленки солидолом для смазывания редуктора и подшипников, опробывает работу на холостом ходу, проверяет давление сжатого воздуха и исправность шланга. Падение давления сжатого воздуха резко снижает производительность машины. В зимнее время пневмоинструмент покрывается влагой от конденсации паров, содержащихся в сжатом воздухе, которую надо своевременно удалять. Кроме того, перед началом работы пневмоинструмент подогревают. Сварочные трансформаторы требуют постоянного надзора и своевременного устранения всех неисправностей. Уход за трансформаторами заключается в содержании всех их контактов исправными и обеспечении надежного заземления корпуса, поэтому периодически необходимо проверять состояние изоляции, особенно при работе установки на открытом воздухе. Твердосплавный рабочий инструмент.Основными эксплуатационными показателями, определяющими эффективность такого инструмента, являются его производительность и надежность. Нормальная эксплуатация сводится к правильному выбору инструмента, своевременной заточке, соблюдению режима сверления или пробивки. О затуплении рабочего инструмента и необходимости его заточки судят по значительному снижению скорости проходки, заметному в этом случае увеличению требуемого усилия нажатия на него, а также по падению производительности. Чрезмерное затупление может привести к разрушению рабочих пластин. При нормальной эксплуатации инструмент выдерживает по три-четыре заточки и обеспечивает скорость бурения в бетонных основаниях порядка 1 ...2 мм/с. Хранением, эксплуатацией и ремонтом инструментов занимается центральное инструментальное хозяйство, которое состоит из двух служб: стационарной инструментальной мастерской с ремонтной группой и передвижной (на машине) инструментальной мастерской. В стационарной инструментальной мастерской производятся ремонт (восстановление), заправка, клеймение инструмента, наладка и испытание его вхолостую и под нагрузкой, а также контроль за эксплуатацией, комплектацией и количеством. Планово-предупредительный ремонт машин и механизмов проводят в соответствии с инструкцией. Обычно планируют два вида ремонта — текущий и капитальный. Техническое обслуживание машин подразделяется на ежедневное, выполняемое в течение рабочей смены, и периодическое, выполняемое после отработки машиной определенного количества часов. Для новых машин, не проходивших капитальный ремонт, установлен межремонтный цикл. Для машин, прошедших капитальный ремонт, межремонтный цикл принимается с коэффициентом 0,8. Список литературы Брендихин А.Н., Ландесман Э.И. Охрана труда. – М.: Высш. шк., 1990. Воронина А.А., Шибенко Н.Ф. Безопасность труда в электроустановках. – М.: Высш. шк. 1994. Голыгин А.Ф., Ильяшенко Л.А. Устройство и обслуживание электрооборудования промышленных предприятий. – М.: Высш. шк., 2000. Корнилов Ю.В., Бредихин А.Н. Слесарь-электромонтажник: учебное пособие для СПТУ,2- е издание переработанное и дополненное - М.: Высшаяшкола1988. Корнилов Ю.В., Крюков В.И. Обслуживание и ремонт электрооборудования промышленных предприятий. – М.: Высш. шк. 2000. Нестеренко В.М.,Мысьянов А.М. Технология электромонтажных работ. - М:Академия, 2002. Павлович С.Н., Фираго Б.И. Ремонт и обслуживание электрооборудования. – Ростов-на-Дону: «Феникс» 2002. Синдеев Ю.Г. Электротехника с основами электроники. – Ростов-на-Дону: «Феникс» 2006. Федорченко А.А., Синдеев Ю.Г. Электротехника с основами электроники. – М.: Издательско-торговая корпорация «Дашков и К°» 2006.  |