Куликова. Лабораторная 13. Работа 13 Куликова. Разметка заготовки под механическую обработку
 Скачать 167.08 Kb. Скачать 167.08 Kb.
|

|
Задание 13 РАЗМЕТКА ЗАГОТОВКИ ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ ЦЕЛЬ РАБОТЫ: Изучить принцип пространственной разметки заготовки, познакомиться с приемами разметки и установкой заготовки по разметке на станках. Разметка применяется в основном в единичном и мелкосерийном производстве. Она является ответственной операцией, поскольку обработка ведется до разметочных линий, и от того, насколько точно они произведены, зависит точность будущей детали. Подготовка к разметке завершается выбором баз. Разметочными базами называются линии или поверхности, которые являются исходными для начала разметки. В качестве баз при разметке, как правило, принимают обработанные поверхности детали, осевые или центровые линии. Если разметку необходимо произвести непосредственно на заготовке, то за базы рекомендуется выбирать осевые линии или оси симметрии. После установки и выверки заготовки по выбранным базам производится обработка некоторых поверхностей, которые могут быть использованы в качестве разметочных баз для разметки других поверхностей. Все размеры при разметке целесообразно откладывать от выбранных обработанных баз. Это обеспечивает большую точность разметки.  Место расположения разметочной операции (операций) определяется в соответствии с маршрутом обработки детали и выполнением обработки тех поверхностей, для которых производится разметка. Рационально операцию разметки выполнять перед обработкой этих поверхностей. Ход работы Раздел 1: места обработки указаны в Раздел 7. 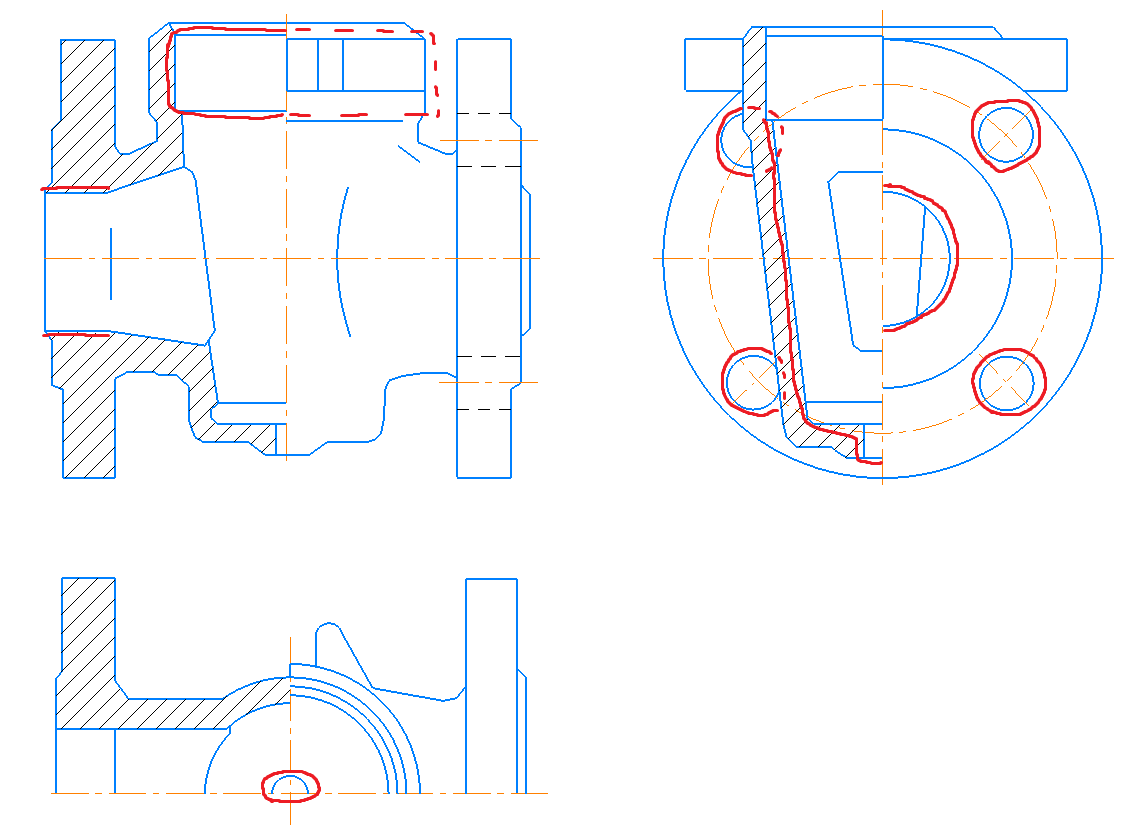 Раздел 2: Цель и принцип разметки – нанести на поверхность заготовки специальные линии (после обработки меловым раствором) для облегчения определения формы и размера детали. Разметка выполняется в определённом порядке, включает в себя нанесение рисок, кернение и установку по разметке на токарный станок. Раздел 3: Область применения – мелкосерийное и единичное производство. Раздел 4: Порядок разметки: Выявление поверхности, подлежащей обработке Покрытие меловым раствором Выбор базовой поверхности Нахождение центров на горцах Установка корпуса на плиту с расположениями центров в горизонтальной плоскости Нанесение рейсмасом риску через центры по всему параметру При помощи разметочного угольника установить плоскость угольника перпендикулярно плоскости фланца. Прижать основание рейсмаса к плоскости угольника и провести вертикальные риски через центры фланцев Повернуть вентиль вокруг оси фланца на 90° так, чтобы вертикальные риски фланцев были параллельны плоскости разметочной плиты (проверить рейсмасом). Через центры отверстий провести рейсмасом риску по периметру корпуса На торцах обоих фланцев провести окружность для установки и выверки на станке оси заготовки относительно оси вращения шпинделя Установить корпус так, чтобы ось отверстий во фланцах оказалась в вертикальном положении; точность установки проверить по рискам угольником в двух плоскостях Нанести риску по периметру горловины так, чтобы последняя оказалась разделенной на две половины (симметричные) Закернить центр горловины и циркулем на торцах провести окружность Закернить корпус по всем расчетным рискам (керновка производится ударами молотка по керну с таким расчетом, чтобы расстояние между кернами составляли 10…15 мм, и риска делила углубление на две равные части). Раздел 5: Разметочные приспособления и инструмент
Раздел 6: Описание техники установки заготовки на станке по разметке для ее обработки. Установить корпус по разметке на токарном станке в четырехкулачковом патроне для обработки одного из фланцев или горловины Раздел 7: Маршрут обработки 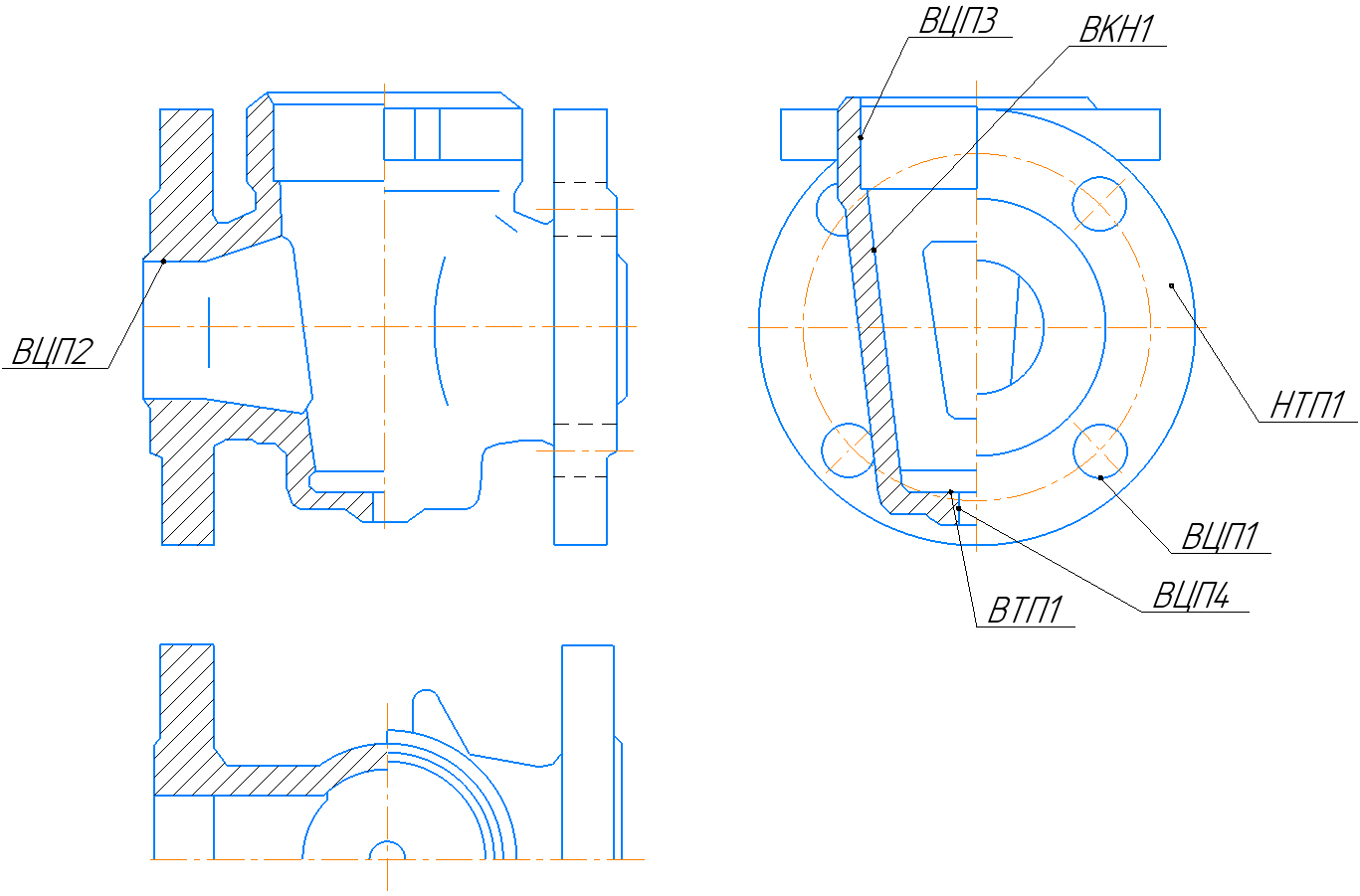
|