Реферат Сварка давлением - копия. Реферат по дисциплине Технология обработки металлов и сплавов на тему Сварка давлением
 Скачать 85.74 Kb. Скачать 85.74 Kb.
|

|
Министерство образования и науки РФ ФГБОУ ВО «Сибирский государственный индустриальный университет» Кафедра материаловедения, литейного и сварочного производства Реферат по дисциплине Технология обработки металлов и сплавов на тему: «Сварка давлением» Выполнил: ст.гр.________ ______________ Проверил: к.т.н., доцент ____________ Новокузнецк 2016 Содержание. Введение………………………………………………………………..…….....3
2. Сварка давлением. Основные стадии…………………………….…….….5 2.1 Образование физического контакта……………………………….5 2.2. Активация контактных поверхностей…………………………….5 3.3. Объемное взаимодействие…………………………………………8 3. Процессы протекающие приразличных видах сварки давлением….......9 Список использованных источников……….……………………….............17 Введение. Сваркой давлением называется такой вид сварки, при которой в контактных областях двух металлических свариваемых поверхностей происходит сжатие (деформация), благодаря которому собственно и образуется нужное сварочное соединение. Такой результат становится возможным за счёт того, что происходит взаимодействие атомов металлов, тех поверхностей, которые подлежат свариванию. Что касается качества сварки, то оно обычно зависит от нескольких факторов:
Стоит отметить, что сваркой давлением можно соединять не только металлические детали и поверхности, а так же керамику, пластмассу и многие другие.
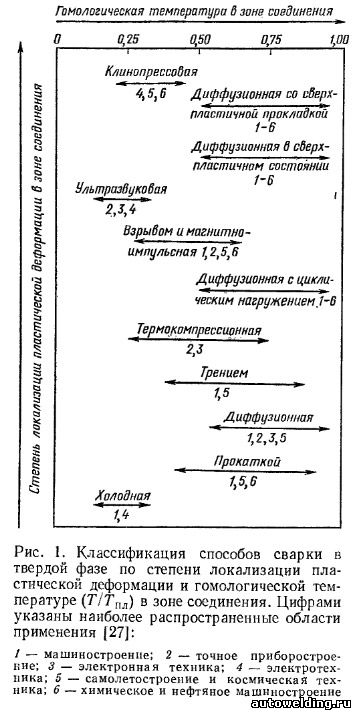
В России и за рубежом получили широкое развитие разнообразные способы сварки в твердой фазе: термокомпрессионная, диффузионная, трением, ультразвуковая, клинопрессовая, индукционная, холодная, взрывом, магнитно-импульсная и др. Этому способствовали, с одной стороны, разработка теоретических основ сварки в твердой фазе (1965—1972 гг.) и, с другой стороны, быстрый прогресс электронной техники, точного приборостроения и средств автоматизации. Способами сварки в твердой фазе (рис. 1) можно соединять практически любые металлические сплавы в однородном и разнородном сочетаниях, металлы с полупроводниками и керамиками, пластмассы и т. д. Чем выше степень локализации пластической деформации в зоне соединения, тем эффективнее способы сварки в твердой фазе обеспечивают точность размеров изделий, сохранение механических и специальных свойств свариваемых материалов и тем легче они позволяют соединять хрупкие материалы, особенно в разнородных сочетаниях.
При любых способах сварки в твердом состоянии соединение образуется в результате деформационного или термодеформационного воздействия на соединяемые материалы в зоне контакта. Независимо от характера и интенсивности этого воздействия природа образования соединения едина. Различия заключаются в кинетике протекания Отдельных стадий процесса, которая определяется условиями нагрева, характером и интенсивностью деформации материалов, степенью локализации деформации и особенностями развития релаксационных процессов в приконтактной зоне. С позиций теории твердофазных топохимических реакций процесс образования соединения при всех способах сварки в твердой фазе протекает в три основные стадии. 2.1. Образование физического контакта, т. е. сближение атомов соединяемых материалов на расстояние, при котором возникает физическое взаимодействие (обусловленное дисперсионными силами типа Ван-дер-Ваальса), или расстояние, при котором возможно слабое химическое взаимодействие. Это осуществляется за счет пластической деформации обоих (при соединении одноименных или близких по сопротивляемости пластическому деформированию) или более мягкого из соединяемых материалов. Расчеты кинетики стадии образования физического контакта разработаны для процессов сварки с низкоинтенсивным силовым воздействием типа термокомпрессионной и диффузионной, для которых эта стадия достаточно продолжительна. Эти расчеты основаны на анализе смятия микровыступов на поверхностях соединяемых материалов за счет ползучести с учетом степени чистоты механической обработки поверхностей и изменения истинного напряжения по мере деформации микровыступов. 2.2. Активация контактных поверхностей (образование активных центров). При сварке одноименных материалов активация контактных поверхностей происходит одновременно с образованием физического контакта в процессе их сближения при смятии отдельных микровыступов за счет пластической деформации. При сварке разноименных материалов на этой стадии для образования соединения необходимо дополнительное время для образования активных центров на поверхности более твердою из соединяемых материалов. Теория активных центров предусматривает, с одной стороны, дискретность процесса образования очагов взаимодействия (активных центров), а с другой стороны, коллективность взаимодействия атомов в поле активных центров. В общем случае активными центрами или очагами взаимодействия являются поля упругих искажений кристаллической решетки, образующиеся на поверхностях соединяемых материалов в процессе упругопластической деформации. Однако для образования активных центров совсем не обязательно, чтобы приповерхностные слои обеих соединяемых поверхностей подвергались пластической деформации. Например, при соединении разнородных материалов с резко различной сопротивляемостью пластической деформации, таких как алюминий и кремний, в условиях термокомпрессионной и ультразвуковой сварки поверхность кремния при определенных параметрах режима не имеет следов пластической деформации в виде дислокаций и полос скольжения. В этом случае активными центрами на кремнии являются чисто упругие искажения, возникающие либо вследствие царапания деформационными микровыступами алюминия, либо в результате воздействия ультразвукового поля. При сварке одноименных металлов и сплавов, а также разнородных материалов с не слишком большой разницей в механических свойствах активные центры образуются, как правило, в местах ьыхода дислокаций и их скоплений в зону контакта. Исследования экзоэлектронной эмиссии с поверхности твердых тел в процессе их пластической деформации показывают, что интенсивность эмиссии электронов в существенной мере зависит не только от уровня микронапряжений в поле упругих искажений, но и от плотности потока вакансий, для которых места выхода дислокаций служат интенсивными стоками. Это подтверждает мнение о значительной роли точечных дефектов в процессе активации контактных поверхностей при сварке в твердой фазе, особенно на релаксационной стадии взаимодействия. Поверхности твердых тел в атмосферных условиях, как правило, инертны, так как валентности их атомов насыщены связью с атомами окружающей среды. Даже в отсутствие окисных пленок, например, в условиях диффузионной сварки в вакууме, когда они у большинства металлов диссоциируют или растворяются, на поверхностях имеется хемосорбированный слой. Несмотря на ионную природу, связь между адсорбированным кислородом и атомами металла на его поверхности сильнее связи кислорода с металлом в окисле того же стехиометрического состава. Так как величина теплоты адсорбции в большинстве случаев выше теплоты образования окисла, связь металл—кислород в комплексе хемосорбции энергетически более стабильна, чем связь металл—кислород в окисле. Это различие в стабильности оказывается решающим при оценке роли активных центров в процессе образования соединения при сварке в твердом состоянии. Даже при разрушении твердых тел в глубоком вакууме комплексы хемосорбции образуются за весьма короткое время вследствие сегрегации примесных атомов на поверхности путем диффузии из прилегающих объемов тела. В этом смысле понятие ювенильных поверхностей весьма условно. Акт активации поверхностных атомов можно представить как процесс разрыва насыщенных связей, приводящий к появлению неспаренных электронов (радикалов), способных участвовать в химическом взаимодействии. Следовательно, для развития в зоне контакта соединяемых материалов процессов электронного взаимодействия требуется определенная величина энергии для активации поверхностей. Такая энергия может сообщаться в виде теплоты (термическая активация), упругопластической деформации (механическая активация), электронного, ионного и других видов облучения (радиационная активация). При сварке металлов с металлоидами химическими соединениями металлов, в частности окислами, а также с полупроводниками или интерметаллидами, обладающими полупроводниковыми свойствами, квантовые процессы сводятся к образованию прочных связей в основном ковалентного типа. Когда соединяемые вещества обладают способностью к донорно-экцепторному взаимодействию, устанавливается координационно-ковалентная связь. Примерами таких веществ могут служить основные окислы (доноры) и кислые окислы (акцепторы). При непосредственном соединении металлов с керамиками, в состав которых входят кислые окислы, координационно-ковалентная связь наиболее легко образуется в том случае, если на поверхности металла создан тонкий слой низших основных окислов, обладающих ярко выраженными донорными свойствами. Координационно-ковалентная связь не является единственным типом связи, обусловливающей образование прочного соединения металла с другими веществами. Возможно также образование парноэлектронной связи вследствие переключения (трансляции) валентных связей. Длительность стадии активации принято оценивать на основе термофлуктуационных уравнений теории абсолютных скоростей реакций, учитывающих вклад в энергию активации процесса не только температуры, но и напряжений [28,9]. 2.3. Объемное взаимодействие. Эта стадия наступает с момента образования активных центров на соединяемых поверхностях. В течение этой стадии происходит развитие взаимодействия соединяемых материалов на активных центрах как в плоскости контакта с образованием прочных химических связей, так и в объеме зоны контакта. В плоскости контакта этот процесс заканчивается слиянием дискретных очагов взаимодействия, а в объеме — релаксацией напряжений (в той степени, которая необходима для сохранения образовавшихся связей). Однако для обеспечения требуемой прочности соединения в целом часто необходимо дальнейшее развитие релаксационных процессов типа рекристаллизации или гетеродиффузии в допустимых пределах. При сварке одноименных металлов критерием окончания третьей стадии и образования качественного соединения может служить длительность, необходимая для образования общих зерен в зоне контакта за счет собирательной рекристаллизации или рекристаллизации обработки. При сварке разноименных материалов необходимость развития или ограничения гетеродиффузии определяется физико-химическими свойствами диффузионной зоны и образующихся в ней фаз. 3. Процессы протекающие приразличных видах сварки давлением. Таким образом, при всех способах сварки в твердой фазе пластическая деформация является основным процессом, определяющим развитие первых двух стадий образования соединения — физического контакта и активации контактных поверхностей, причем длительность процесса образования прочных связей по всей площади взаимодействия определяется частотой выхода дислокации в зону физического контакта, т. е. не только необходимой для этого величиной накопленной деформации, но и ее скоростью. Степень развития третьей стадии процесса (релаксация напряжений, рекристаллизация, гетеродиффузия) определяется главным образом температурой в зоне соединения, однако накопленная пластическая деформация и ее скорость могут также оказывать существенное влияние на интенсивность протекания релаксационных процессов и определять их механизм. Например, при сварке однородных металлов в режимах интенсивной пластической деформации при относительно невысоких температурах образование общих зерен в зоне соединения может происходить и по механизму рекристаллизации обработки, а при малоинтенсивной деформации и высоких температурах — только по механизму собирательной рекристаллизации. Скорость пластической деформации может менять механизм гетеродиффузии. Например в работе [4] было показано, что при ударной сварке разнородных металлов в твердом состоянии в вакууме со скоростью соударения порядка десятков метров в секунду скорости гетеродиффузии могут быть даже выше, чем в жидком состоянии, что было объяснено образованием высоких неравновесных концентраций дислоцированных атомов. Обычными механизмами диффузии по вакансиям этот факт объяснить нельзя. По своей физико-химической природе схватывание поверхностей твердых тел в условиях глубокого вакуума является частным случаем процесса образования соединения материалов при сварке в твердой фазе. В связи с определяющей ролью пластической деформации в процессе образования соединения (схватывания) металлов в твердом состоянии представляет особый интерес рассмотрение возможных причин активирующего влияния глубокого вакуума (наряду с температурой и приложенным давлением) как одного из факторов, облегчающих пластическую деформацию в металлах и ослабляющего прочность связей в окислах и химически адсорбированных слоях, существующих на соединяемых поверхностях. К этим причинам следует отнести резкое снижение температуры диссоциации и испарения окислов (для большинства металлов, за исключением алюминия, магния, тория и т. п., это происходит уже при вакууме около 10-8 мм рт. ст.); десорбцию примесей внедрения; изменение величины поверхностной энергии. Все это значительно облегчает условия гетерогенного зарождения дислокаций вблизи поверхности (снижение критического сопротивления сдвигу и энергии образования и движения дислокаций) и их выхода к поверхности (снижение сил зеркального изображения). В результате этого с увеличением степени вакуума температура и давление, необходимые для схватывания, значительно снижаются. Особого внимания заслуживает анализ влияния дегазации металла, так как снижение концентрации примесей внедрения существенно, но неодинаково интенсифицирует пластическую деформацию при известных ее механизмах (поперечное скольжение, пороговая ползучесть, непороговая или диффузионная ползучесть). В частности, вследствие десорбции газовых примесей и периодической блокировки ими дислокаций и последующей деблокировки наблюдается ступенчатое развитие деформации ползучести в зоне контакта [30]. С изложенных выше позиций теории трехстадийности процесса соединения легко объяснить наблюдаемые экспериментальные факты и явления. В частности, при сварке с высокоинтенсивным силовым воздействием (сварка взрывом, магнитно-импульсная сварка, холодная сварка и др.), ввиду того, что скорость и величина пластической деформации соединяемых материалов в приконтактной зоне велики, атомы в состоянии физического контакта вступают уже энергетически подготовленными для образования химических связей. При магнитно-импульсной сварке и сварке взрывом в ряде случаев даже необходимо ограничивать величину и скорость пластической деформации в приконтактной зоне, так как образуются оплавленные участки металла. Возможность образования соединения и его прочность при сварке с высокоинтенсивным силовым воздействием часто определяются условиями релаксации напряжений в приконтактной зоне. При сварке с низкоинтенсивным силовым воздействием (диффузионная сварка, сварка давлением с подогревом, термокомпрессионная сварка) скорость пластической деформации материала мала, и для получения качественного соединения требуются десятки минут. В этом случае пластическую деформацию, наоборот, необходимо интенсифицировать, чтобы сделать процесс более производительным. Кинетический подход к анализу процесса образования соединения материалов в твердой фазе позволил наметить пути интенсификации способов сварки с низкоинтенсивным силовым воздействием и, наоборот, так ограничивать параметры импульсных способов сварки, чтобы не происходило образования оплавленных участков металла в зоне контакта. Эти пути дальнейшего совершенствования технологии сварки сочетаются с новыми подходами к разработке высокопроизводительного сварочного оборудования. Сопоставление кинетики развития пластической деформации соединяемых материалов с кинетикой роста прочности соединений, полученных при сварке металлов различной природы в одноименном и разноименном сочетаниях, показывает, что наиболее интенсивный рост прочности соединения происходит за период активного деформирования и этап неустановившейся ползучести. На этапе установившейся ползучести интенсивность процессов развития физического контакта и образования химических (металлических) связей снижается в соответствии с уменьшением скорости деформации. Следовательно, если в процессе образования соединения любым способом инициировать интенсивную пластическую деформацию соединяемых материалов, то должен наблюдаться и интенсивный рост прочности соединения. При сварке давлением с подогревом с ограниченной пластической деформацией, т. е. в условиях диффузионной сварки, интенсифицировать развитие деформации соединяемых материалов можно путем скачкообразного увеличения температуры или давления или путем импульсного воздействия давления. Одним из наиболее существенных недостатков сварки давлением с подогревом, например диффузионной, является длительность процесса, обусловленная медленным развитием деформации по схеме ползучести вследствие интенсивного развития деформационного упрочнения металла в приконтактном объеме. В связи с этим перспективным является новый способ сварки с циклическим приложением давления, позволяющий использовать наиболее эффективные стадии развития пластической деформации (стадии активной деформации и неустановившейся ползучести). Эффект циклического воздействия сварочного давления при высокой температуре (>= 0,5 Tпл, см. рис. 1) обусловлен тем, что в течение разгрузки и паузы интенсивно протекают процессы возврата, т. е. устраняются барьеры, препятствующие дальнейшему развитию пластической деформации в приконтактном объеме. Каждое последующее нагружение вновь инициирует активную пластическую деформацию. При этом появляется возможность существенного снижения температуры процесса, что способствует повышению свойств соединения как за счет наиболее совершенной тонкой структуры металла, так и за счет ограничения возможности образования промежуточных хрупких фаз. Другим, также перспективным способом интенсификации процесса сварки давлением с подогревом является циклическое повышение температуры сварки, способствующее ускорению процесса возврата и рекристаллизации. Широкие возможности для сварки металлов в твердой фазе открывает использование явления сверхпластичности. При этом сварку металлов, претерпевающих фазовые превращения (например, титана, железа, циркония или их сплавов), осуществляют в области температур фазовых превращений и при скоростях деформации 10-3—10-4 c-1, обеспечивающих сверхпластичность. Сварку сплавов с гетерофазной структурой ведут при скоростях деформации этого порядка при соответствующих температурах. Сверхпластичность позволяет снизить в несколько раз, а иногда на порядок, требуемые усилия и особенно резко длительность процесса сварки (на два порядка) [16]. Для некоторых конструкций и широкого класса однородных и разнородных материалов (металлы с металлами, с полупроводниками и керамикой, керамика с керамикой и т. д.) перспективно использовать промежуточные прокладки из материалов, обладающих высокими и сверхпластичными свойствами при выбранных режимах сварки. Здесь эффект достигается за счет локализации пластической деформации и интенсификации сил контактного трения. Кроме того, эти прокладки могут служить в качестве барьерных слоев, предупреждающих неблагоприятный характер физико-химического взаимодействия соединяемых материалов. Существенному снижению температуры и давления при сварке способствует помещение в зону контакта тонкодисперсных активных порошков металлов благодаря их высокой поверхностной энергии. При известных r настоящее время способах сварки давлением с подогревом для упрочнения сварного соединения необходимо проведение последующей термической или термопластической обработки. Однако рациональное ведение сварки с резким увеличением скорости деформации на конечном этапе процесса до значений, при которых происходит эффективное скоростное деформационное упрочнение, позволяет непосредственно в процессе сварки осуществлять субструктурное упрочнение и обеспечивать высокий уровень сопротивляемости хрупкому разрушению сварных соединений. Для соединения в твердой фазе труднодеформируемых хрупких материалов процесс сварки давлением целесообразно осуществлять по схеме гидроэкструзии, т. е. в условиях воздействия на свариваемые материалы всестороннего сжатия, достаточного по своей величине для перевода соединяемых материалов в пластическое состояние. Существующие стандартные установки для сварки в твердой фазе давлением с подогревом имеют системы создания сварочного давления, которые не учитывают скоростного фактора приложения нагрузки. В них скорость нагружения устанавливается независимо от релаксационных характеристик свариваемого материала и целиком определяется характеристикой только механизма нагружения. Однако на процесс соединения в твердой фазе основное влияние оказывают величина сопротивления деформации свариваемых материалов и их релаксационные свойства, определяющие интенсивность процессов возврата. Поэтому установки для сварки в твердой фазе давлением с подогревом должны содержать узлы, обеспечивающие установление и автоматическое регулирование параметров процесса в зависимости от сопротивления пластической деформации и релаксационных свойств соединяемых материалов. Уже созданы опытные образцы установок, которые снабжены высокоточными системами измерения сопротивления и степени пластической деформации свариваемых деталей, и главное — механизмами создания сварочного давления, регулирующими в процессе сварки в широком диапазоне либо скорость нагружения при циклическом приложении нагрузки, либо скорость вынужденной деформации в соответствии с релаксационными характеристиками свариваемых материалов. На этих установках, в частности, можно осуществлять сварку в режиме сверхпластичности, а также формировать механические свойства сварных соединений на основе новейших достижений термомеханической обработки. Для термокомпрессионной и ультразвуковой сварки в микроэлектронике разработаны соответствующие установки с программированным нагружением и автоматическим контролем качества сварных соединений. В последние годы для изготовления алюминиево-стальных трубных переходников широко используется клинопрессовый (теплопрессовый) способ сварки. Этот способ сварки заключается в нагреве соединяемых деталей на воздухе или в защитной среде и последующем впрессовывании стальной детали в алюминиевую. При этом рабочая часть стальной детали, как правило, затачивается на некоторый угол. Последующей механической обработкой сварных заготовок получают алюминиево-стальные переходники разнообразной формы и размеров. Такие переходники позволяют широко внедрять в конструкциях летательных аппаратов легкие алюминиевые трубопроводы, так как они обладают всеми преимуществами как алюминиевых, так и стальных конструкций (высокая удельная прочность стали и коррозионная стойкость сплавов алюминия и возможность осуществления сварки и многоразового монтажа при сохранении герметичности изделий из стали). Благодаря высокой степени локализации пластической деформации в приконтактной зоне этот перспективный способ сварки позволяет получать прочное соединение при нагреве свариваемых материалов до температур ниже температур рекристаллизации более твердого материала. В последнее время показано, что этим способом можно сваривать также и сталь со сплавами титана и меди. В этом отношении способ клинопрессовой сварки имеет ряд неоспоримых преимуществ перед сваркой трением [8]. В последнее время процессы соединения разнородных материалов в твердой фазе получили применение при изготовлении композиционных материалов, например слоистых и с волокнистым и сеточным упрочнением. К этим процессам относятся сварка взрывом, прокаткой, вакуумная диффузионная и термокомпрессионная сварка пакетов фольг из матричного материала и слоев сеток и волокон и ленточных полуфабрикатов, полученных в виде тонких листов, состоящих из рядов волокон, на которые методом плазменного напыления нанесен матричный материал. В связи с этим одной из важнейших современных проблем становится сварка самих композиционных материалов. Большие технологические возможности имеет сварка взрывом. Сваркой взрывом соединяют самые разнообразные (компактные и порошковые) материалы в однородном и разнородном сочетаниях, а также осуществляют сложное формоизменение [17]. Характерной особенностью сварки взрывом является многообразие схем ее осуществления в зависимости от природы соединяемых материалов, формы их существования (компактные или порошковые), конфигурации изделия и т. д. Основными дефектами при сварке взрывом являются дискретно расположенные вдоль границы соединения оплавленные участки, снижающие, например, коррозионную стойкость зоны соединения. Изложенные ранее представления о природе образования соединения металлов в твердом состоянии, а также существующие в настоящее время расчетные модели позволяют оценивать параметры процесса сварки взрывом, при которых сварное соединение характеризуется высокой прочностью и отсутствием локальных оплавленных участков металла. Эти расчеты основаны на учете скорости движения дислокаций, частоты их выхода в зону соединения, энергии, выносимой каждой дислокацией, и энергетического барьера в пределах отдельного активного центра, при достижении или превышении которого осуществляется элементарный акт взаимодействия (образование химических связей). Использование такого подхода позволяет существенно сократить объем экспериментальных исследований, а в ряде случаев прогнозировать выбор материалов конкретного изделия. Среди способов сварки импульсным воздействием следует особо выделить магнитно-импульсную сварку — разновидность сварки взрывом. При магнитно-импульсной сварке соударение свариваемых деталей обеспечивается импульсным магнитным полем от разряда батарей конденсаторов. Длительности импульса и скорости соударения при этом методе сварки того же порядка, что и при сварке взрывом. Магнитно-импульсная сварка обладает тем преимуществом по сравнению со сваркой взрывом, что ее параметры более легко управляемы и ее применение возможно в любых цеховых условиях. Она особенно целесообразна в тех случаях, когда необходимо сохранение структуры и механических свойств материала в зоне сварного соединения на уровне, близком к исходному. Этим методом можно сваривать, например, внахлестку трубы из разнородных материалов: алюминий — медь, алюминий - коррозионностойкая сталь, цирконий - нержавеющая сталь и т. п. ИСПОЛЬЗОВАНЫЕ ИСТОЧНИКИ
|