КОНТРОЛЬНАЯ МЕТРОЛОГИЯ. Решение Определим цену делений шкалы как величину обратную
 Скачать 110.88 Kb. Скачать 110.88 Kb.
|

|
Инв. № подл. Подп. и дата Взам. инв. № Инв. № дубл. Подп. и дата СОДЕРЖАНИЕ
СОПРЯЖЕНИЙ………………………………………………….…………. 10
МЕТРОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПРИБОРОВ Исходя из заданных значений показаний прибора и его метрологических характеристик, необходимо определить недостающие показания и метрологические характеристики измерительного прибора. Дано: Наименование прибора: Вольтметр Класс точности: 1,5 Значения измеряемой величин: 22 В Чувствительность: 0,2 дел/В Верхний предел измерений: 250 В Найти: Количество делений шкалы; Цена деления; Абсолютная погрешность измерения; Показания прибора, количество делений; Относительная погрешность измерения. Решение: 1. Определим цену делений шкалы как величину обратную чувствительности прибора  2. Определим количество делений шкалы как отношение верхнего предела измерений к цене делений  3. Определим показания прибора, количество делений как отношение значения измеряемой величины кцене делений 220В*0,5 = 44 4. Определим предельную абсолютную погрешность как произведение верхнего предела измерений и класса точности отнесенных к 100%:  5. Определим относительную погрешность измерения, как отношение абсолютной погрешности к показаниям прибора, выраженное в процентах:  ОБРАБОТКА РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ Прямые многократные измерения Обработать результаты прямых многократных равноточных измерений веса. Количество измерений n = 16(100,8; 100,7; 100,7; 100,6; 100,7; 100,5; 100,6; 100,8; 100,7; 100,6; 100,7; 100,6; 100,7; 100,5; 100,6; 100,7 мм), при доверительной вероятности Р - 0,999, используя распределение Стьюдента. Необходимо найти:
Решение: 1. Истинное значение измеряемой величины определим по формуле среднего арифметического:  где Xi - результат полученный в после i-гo измерения; n - количество измерений. Подставляем значения и считаем:  2. Находим отклонения результатов от среднего: ΔXi = Xi – XИСТ ΔХ1 = 100,8 - 100,66 =0,14 мм; ΔХ2 = 100,7 - 100,66 = 0,04 мм; ΔХ3 = 100,7 - 100,66 = 0,04 мм; ΔХ4 = 100,6 - 100,66 = -0,06 мм; ΔХ5 = 100,7 – 100,66 = 0,04 мм; ΔХ6 = 100,5 – 100,66 = -0,16 мм; ΔХ7 = 100,6 – 100,66 = -0,06 мм; ΔХ8 = 100,8 – 100,66 = 0,14 мм; ΔХ9 = 100,7 – 100,66 = 0,04 мм; ΔХ10 = 100,6 – 100,66 = -0,06 мм; ΔХ11 = 100,7 – 100,66 = 0,04 мм; ΔХ12 = 100,6 – 100,66 = -0,06 мм; ΔХ13 = 100,7 – 100,66 = 0,04 мм; ΔХ14 = 100,5 – 100,66 = -0,16 мм; ΔХ15 = 100,6 – 100,66 = -0,06 мм; ΔХ16 = 100,7 – 100,66 = 0,04 мм. 3. Находим среднее квадратичное отклонение результатов:  Подставляем значения и считаем: 
 Подставляем значения и считаем: 
6. Доверительный интервал для среднего значения составляет: ± (tа * S) Подставляем значения и считаем: ± (4,07 х 0,02) = ± 0,09 мм. 7. Значение результата измерений получим в виде: Хист= 100,70 ±0,09 мм. СТАНДАРТИЗАЦИЯ ТИПОВЫХ СОЕДИНЕНИЙ Определение точности размеров Для номинальных размеров деталей    необходимо: необходимо: - определить квалитеты этих размеров; - указать, какой из размеров требует более точной обработки. Решение:
TD = ES - EI,
TD80 = +0,040 - 0 = 0,04 мм = 40 мкм; ТD110 = 0 - (-0,089) - 0,089 мм = 89 мкм; TD50 = 0 - (-0,043) = 0,043 мм = 43 мкм.
 где D - среднее геометрическое интервала размеров, в который входит данный размер, определяется по формуле:  где DНАЧ, DКОН - размер (по СТ СЭВ 145-75) в начале и конце интервала соответственно. Определим интервалы и D для каждого размера: А1 = 80 мм попадает в интервал 50 ÷ 80 мм  А2 = 110 мм попадает в интервал 80 ÷ 120 мм  А3 = 50 мм попадает в интервал 30 ÷ 50 мм 
  
КАЛИБРЫ ДЛЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОПРЯЖЕНИЙ Контроль деталей калибрами Дано гладкое цилиндрическое сопряжение размером  . . Необходимо определить:
Дать схему расположения полей допусков деталей сопряжения и рабочих калибров к ним. Решение:
где EI, ei - нижнее отклонение отверстия и вала соответственно; ES, es - верхнее отклонение отверстия и вала соответственно; TD, Td - допуск отверстия и вала соответственно. для отверстия  ES = 20mkm; TD = 40mkm; EI = ES - TD = 20 - 40 = -20 мкм; для вала  180 h6: 180 h6:es = 0 мкм; Td = 25 мкм; ei = es - Td = 0 - 25 = -25 мкм. 2. По таблице СТ СЭВ 157-75 определим числовые значения допусков и предельных отклонений калибров: - отклонение середины поля допуска рабочего проходного калибра для отверстия Z = 6 мкм и для вала Z1 = 6 мкм;
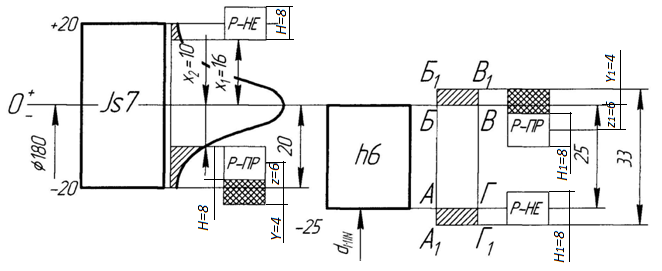 Масштаб 1000 : 1 Рисунок 2.2 - Схема расположения полей допусков деталей и калибров для Сопряжения  4. Браковка годных отверстий возможна, когда калибр Р-НЕ выполнен по наименьшему предельному размеру, а Р-ПР калибр - по наибольшему предельному размеру. Количество забракованных отверстий из теоретически годных пропорционально заштрихованным площадкам под кривой распределения, как показано на рисунке 2.2. Вся площадь под кривой распределения принимается равной 1 (100%). Тогда ее заштрихованные области могут быть найдены, если будет известна не заштрихованная площадь. Последняя определяется интегралом вероятности Ф(z), а числовые значения в зависимости от х приведены в справочнике [1, табл. 3.18]. Выразим значение х d долях а, и получим z  где x – зона, над которой находят площадь;  – среднее квадратическое отклонение размеров отверстия; – среднее квадратическое отклонение размеров отверстия;TD - допуск отверстия. Подставляем значения:    Пользуясь справочной таблицей [1, табл. 3.18], находим значения функций Ф(z), Ф(z1) = Ф(2,40) = 0,4918; Ф(z2) = Ф(1,50) = 0,4332. Вероятность браковки годных отверстий будет: Рбрака = 1 - [Ф(z1) + Ф(z2)] = 1 - (0,4918 + 0,4332) = 0,075 или 7,5 %. 5. Негодные валы могут быть пропущены на сборку, если калибр Р-НЕ выполнен по наименьшему предельному размеру, а калибр Р-ПР полностью износился (см. рисунок 2.2). Площадь под прямоугольником АБВГ определяет количество годных валов. Площадь под прямоугольником А1Б1В1Г1 определяет общее количество принятых валов, и по закону распределения (равной вероятности - закону прямоугольника) принимается раной 1 (100%). Тогда количество негодных валов, допускаемых на сборку, определяется разностью площадок А1Б1В1Г1 и АБВГ отнесенных к общей площади А1Б1В1Г1. Вычисление площадей прямоугольников не требует пояснений, по этому имеем: SА1Б1В1Г1 = 330 мм2 ; SАБВГ = 250 мм2. РБРАКА =  или 24,2 % или 24,2 % |