Гордиенков323223. Резка металла Резка металла
 Скачать 44.07 Kb. Скачать 44.07 Kb.
|

|
Резка металла Резка металла — это разделение его на части или заготовки с помощью ножовки, ножниц и других режущих инструментов. Операция резки металла в слесарных работах применяется обычно с целью получения заготовок для деталей. Холодная резка металла может производиться двумя способами: без снятия стружки — различными ножницами, кусачками, и со снятием стружки — ножовкой, резцом, пилой и т. д. Механическая (машинная) резка металла будет рассмотрена в гл. 11 «Обработка деталей корпуса», а тепловая резка — в гл. 7 «Тепловая резка». Для ручной резки металла без снятия стружки используется следующий инструмент и оборудование. Ручные ножницы (рис. 4.9, а) применяются для резки тонкого листового материала толщиной до 0,8 мм. 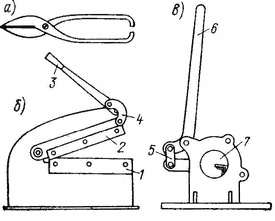 Рис. 4.9. Ножницы для резки металла: а — ручные; б — рычажные; в — переносные для резки угловой стали. 1 — нижний нож; 2 — верхний нож; 3,6 — рукоятка; 4 — промежуточный рычаг; 5 — промежуточная тяга; 7 — вырез щеки. Стуловые ножницы применяются для резки листового металла толщиной до 3 мм. Рычажные ножницы (рис. 4.9, б) используются для резки металла толщиной до 5—6 м. Для резки мелких угольников предназначены переносные ножницы (рис. 4.9, в). В настоящее время для механизации ручной резки металла широко применяются пневматические вибрационные ножницы (рис. 4.10), позволяющие резать металл толщиной до 3 мм. 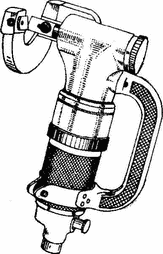 Рис. 4.10. Вибрационные ножницы. Следует отметить, что названные пределы толщин разрезаемого металла относятся к обычной стали. Для других металлов и сплавов эти значения могут быть больше или меньше, в зависимости от прочности материала. Для резки труб служит труборез с дисковыми ножами, закрепленными на корпусе и ползуне. Резку металла вручную со снятием стружки выполняют при помощи ножовки. Распиливаемый материал необходимо закреплять в тисках таким образом, чтобы он не вибрировал при пилке (рис. 4.11). 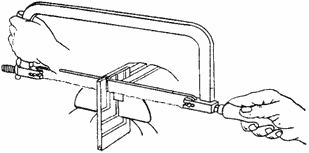 Рис. 4.11. Правильное положение ножовки во время работы. Ножовкой работают со скоростью 30—60 двойных ходов в минуту. Твердые металлы разрезают с меньшей скоростью, мягкие — с большей. Нажимают на ножовку при движении вперед; при обратном ходе нажимать не следует. В конце резки нажим ослабляют. Разрезание — это операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц и другого режущего инструмента. В зависимости от применяемого инструмента разрезание может осуществляться со снятием стружки или без снятия. Инструменты и приспособления, применяемые при резке Наибольшее распространение получило разрезание металлов ручными слесарными ножовками и ножницами. Для разрезания листового и пруткового материала применяют ручные рычажные и гильотинные ножницы. Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную, а также для разрезания толстых листов и полос, прорезания пазов и шлицев в головках винтов, обрезания заготовок по контуру и других работ. Разрезание выполняется при помощи ножовочных полотен, которые изготавливают из углеродистой (марки Р9 или Р18) или легированной (марки Х6ВФ) инструментальной стали и после нарезания зубьев закаливают. Наиболее распространены ножовочные полотна шириной 13 и 16 мм при толщине от 0,5 до 0,8 мм и длиной 250…300 мм. Для осуществления резания полотно устанавливают в специальном ножовочном станке. Ножовочные станки бывают двух типов: цельные и раздвижные, позволяющие устанавливать в станок ножовочное полотно разной длины. Цельный ножовочный станок (рис. 2.53) состоит из станка 1, натяжного винта с барашковой гайкой 6 и рукоятки 2. Ножовочное полотно 4 устанавливают в прорези головок 5 и фиксируют его при помощи штифтов 3. Раздвижной ножовочный станок (рис. 2.54) отличается тем, что состоит из двух частей, соединенных при помощи обоймы. Обойма жестко крепится на одной половине станка, а другая половина может изменять свое положение по длине за счет установки впрессованного в нее штифта, который фиксируется в специальных пазах обоймы.На одной из сторон ножовочного полотна по всей длине нарезают зубья (рис. 2.55, а). Каждому зубу ножовочного полотна придается форма режущего клина, которая характеризуется определенными геометрическими параметрами: задним углом а, углом заострения (3, передним углом у и углом резания б. Поскольку работа (движения) ножовочного полотна, осуществляется в ограниченном пространстве, то для предупреждения его заклинивания в процессе работы зубья ножовочного полотна должны быть разведены. В зависимости от величины Шага зубьев, т. е. от расстояния между двумя соседними зубьями, различают разводку по зубу (рис. 2.55, б) и разводку по полотну (рис. 2.55, в). Разводка по зубу производится на полотнах с большим шагом, в этом случае поочередно отгибают каждый зуб ножовочного полотна то в одну сторону, то в другую. При разводке по полотну сначала отгибают два полотна -три зуба в одну сторону, а затем два-три зуба в другую. В этом случае вдоль появляется волнистая линия. При установке полотен в ножовочном станке необходимо следить за правильным выбором направления зуба. Острие режущего клина должно быть всегда направлено в сторону рабочего движения полотна — вперед, в направлении от рукоятки к барашку натяжного винта. Вторым обязательным условием нормальной работы при разрезании является натяжение ножовочного полотна. Натяжение должно быть таким, чтобы полотно не испытывало упругих деформаций при разрезании и в то же время не должно быть слишком сильным, так как это может привести к поломке полотна в процессе работы даже при незначительном его перекосе Ручные ножницы (рис. 2.56) бывают правыми и левыми. У правых ножниц скос на режущей части на каждой из половин находится с правой стороны, а у левых — с левой. Ручными ножницами можно резать листовую сталь толщиной до 0,7 мм, кровельное железо толщиной до 1,0 мм, листы меди и латуни толщиной до 1,5 мм. Такие ножницы (рис. 2.56, а) предназначены для разрезания материала по прямой линии или по дуге большого радиуса. Если требуется вырезать в листовом материале отверстие или вырезать деталь по контуру с малыми радиусами кривизны, применяют ножницы с криволинейными лезвиями (рис. 2.56, б) или пальцевые ножницы с тонкими и узкими режущими лезвиями (рис. 2.56, в). Технологический процесс слесарной обработкиТехнологическим процессом слесарной обработки называется часть производственного процесса, заключающаяся в получении заготовки, непосредственном изменении ее формы, размеров или свойств до получения готового изделия (детали).Слесарные операции относятся к процессам холодной обработки металлов резанием Технология слесарной обработки содержит ряд операций, в которые входят: разметка, рубка, правка и гибка-металлов, резка металлов ножовкой и ножницами, опиливание, сверление, зенкование и развертывание отверстий, нарезание резьбы, клепка, шабрение, притирка и доводка, паяние и лужение, заливка подшипников, соединение склеиванием и др. При изготовлении (обработке) металлических деталей слесарным способом основные операции выполняются в определенном порядке, в котором одна операция предшествует другой. Сначала производятся слесарные операции по изготовлению или исправлению заготовки: резка, правка гибка, которые можно назвать подготовительными. Далее выполняется основная обработка заготовки. В большинстве случаев —это операции рубки и опиливания, в результате которых с заготовки снимаются лишниеслои металла и она получает форму, размеры и состояние поверхностей, близкие или совпадающие с указанными на чертеже. Встречаются и такие детали машин, для обработки которых требуются еще операции шабрения, притирки, доводки и др., при которых с изготовляемой детали снимаются тонкие слои металла. Кроме того, при изготовлении детали она может быть, если это требуется, соединена с другой деталью, совместно с которой подвергается дальнейшей обработке. Для этого выполняются операции сверления, зенкования, нарезания резьбы, клепки, паяния и пр. Все перечисленные виды работ относятся к основным операциям слесарной обработки. В зависимости от требований, предъявляемых к готовым деталям, могут также производиться дополнительные операции. Цель их заключается в придании металлическим деталям новых свойств: повышенной твердости или пластичности, стойкости от разрушения в среде газов, кислот или щелочей. К таким операциям относятся: лужение, покрытие эмалью, закалка, отжиг, электроупрочнение и др. При определении последовательности обработки учитывают, в каком виде поступают детали (заготовки); более грубая обработка всегда предшествует окончательной (отделочной). Слесарно-сборочные работы на машиностройтельном предприятии представляют собой совокупность операций по соединению деталей в строго определенной последовательности для получения механизма или машины, отвечающих предъявляемым к ним техническим требованиям. При сборке применяются все основные виды слесарных работ, в том числе и пригонка собираемых деталей в узлы с последующей регулировкой и проверкой правильности работы механизмов и машин. Качество сборки машины влияет на ее долговечность и надежность в работе, так как чем меньше погрешностей допускается при сборке, тем больше работоспособность и лучше технические характеристики машин и механизмов. Слесарно-ремонтные работы имеют целью поддержание работоспособности оборудования. Ремонт оборудования производится на предприятиях прежде всего для того, чтобы ликвидировать дефекты машин, препятствующие их нормальной работе. Изношенные детали заменяют при ремонте новыми или восстанавливают до первоначальных размеров различными способами. Основные виды слесарных работ:рубка металла, резка металла, ручная правка и гибка деталей, опиливание, обработка отверстий (сверление, зенкерование, развертывание), нарезание резьбы вручную, клепка, шабрение и т.п.
|