конвейер. Способ регулирования скорости ленты конвейера реализуют следующим образом
 Скачать 290.43 Kb. Скачать 290.43 Kb.
|

|
Способ регулирования скорости ленты конвейера реализуют следующим образом. После включения конвейера производят непрерывное измерение скорости V ленты 1 и поступающего на ленту 1 груза 2. Вследствие изменения натяжения по длине ленты 1 скорость ленты 1 также изменяется по ее длине. Для обеспечения точности регулирования скорость V ленты 1 замеряют в месте загрузки 3 конвейера с помощью датчика скорости 4. Количество поступающего на ленту 1 груза 2 замеряют с помощью датчика грузопотока 5. Сигналы датчика скорости 4 и датчика грузопотока 5 по кабельным каналам 6 и 7 поступают в блок управления 8. Блок управления 8 соединен с линией 9 подвода электроэнергии, а также соединен кабелем 10 с электроприводом, приводящим в движение приводной барабан 11 конвейера. Лента 1 опирается на ролики 12 и охватывает приводной 11 и натяжной 13 барабаны. 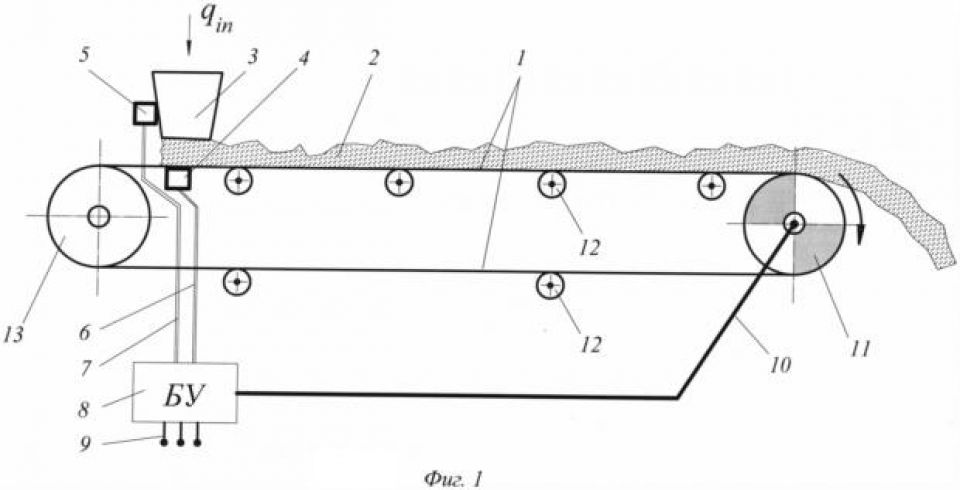 Блок управления 8 непрерывно сопоставляет значения поступающего на ленту 1 грузопотока qin (кг/с) и приемной способности конвейера qout (кг/с). Приемная способность конвейера qout зависит от текущей скорости V ленты 1 в месте загрузки 3 и номинальной погонной нагрузки ψ (кг/м) конвейера. qout=ψ·V Величина номинальной погонной нагрузки ψ является конструктивной характеристикой конвейера и обеспечивает его нормальную работу без просыпания груза 2. ψ=qn/Vn Если значение поступающего на ленту 1 грузопотока qin превышает значение приемной способности конвейера qout, то необходимо увеличение скорости V ленты 1 для нормальной работы конвейера без просыпания груза 2. Вследствие неравномерности загрузки конвейера значение qinизменяется непрерывно, но блок управления 8 ускоряет движение приводного барабана 11 и ленты 1 только, если значение qin превысило значение qout. Это позволяет избежать непрерывного регулирования скорости ленты 1 и постоянной работы конвейера в переходном (динамическом) режиме. Блок управления 8 для выравнивания значений qin и qout увеличивает скорость V ленты 1 на величину q1/ψ в течение времени Δt1 так, чтобы ускорение ленты не превысило допустимую величину а1 (м/с), обеспечивающую нормальную работу конвейера без рывков и поломок. Для этого значение времени Δt1 соответствует неравенству Δt1≥q1/ψ·a1. Величина q1 составляет долю номинальной производительности конвейера Q и определяет периодичность регулирования скорости V ленты 1. Величина q1 подбирается эмпирически или рассчитывается на основании стохастических характеристик поступающего на ленту 1 грузопотока qin. С увеличением величины q1 сокращается интенсивность регулирования скорости ленты 1, но снижается энергоэффективность конвейера. Если значение поступающего на ленту 1 грузопотока qin меньше значения приемной способности конвейера qout=ψ·V, то необходимо снижение скорости V ленты 1 для нормальной работы конвейера с полной загрузкой ленты 1. Блок управления 8 замедляет движение приводного барабана 11 и ленты 1 только, если значение qout превысило значение qin на величину q2. Это также позволяет избежать непрерывного регулирования скорости ленты 1 и постоянной работы конвейера в переходном (динамическом) режиме. Величина q2 определяет периодичность регулирования скорости V ленты 1 при снижении грузопотока qin и подбирается эмпирически или рассчитывается на основании стохастических характеристик поступающего на ленту 1 грузопотока qin. С увеличением величины q2 сокращается интенсивность регулирования скорости ленты 1, но снижается энергоэффективность конвейера. Возможно равенство значений q1=q2. Блок управления 8 для выравнивания значений qin и qout снижает скорость V ленты 1 на величину q2/ψ в течение времени Δt2 так, чтобы замедление ленты не превысило допустимую величину а2 (м/с), обеспечивающую нормальную работу конвейера без рывков и поломок. Для этого значение времени Δt2 соответствует неравенству Δt2≥q2/ψ·a2. Если величина поступающего грузопотока qin находится в диапазоне значений от qout-q2 до qout(qout-q2≤qin≤qout), то блок управления 8 поддерживает движение ленты 1 с постоянной скоростью, т.е. оставляет текущее значение скорости V ленты 1 без изменения. Если поступающий грузопоток qin (вследствие неисправности оборудования) превышает максимальную приемную способность конвейера qmax=(1,05…1,08)qn, такой режим работы конвейера недопустим, так как груз 2 просыпается. В этом случае загрузку конвейера прекращают без изменения текущей скорости ленты 1. На фиг. 2 приведен пример изменения поступающего грузопотока qin и скорости V ленты 1 во времени t. График поступающего грузопотока qin показывает монотонное увеличение qin от 0 до номинального значения qn при изменении времени t от 0 до t4, а также монотонное уменьшение qinот номинального значения qn до 0 при изменении времени t от t4 до t7. В данном примере блок управления 8 конвейера настроен на четырехступенчатый режим увеличения скорости V ленты 1 от 0 до номинального значения Vn и трехступенчатый режим снижения скорости V ленты 1 от номинального значения Vn до 0. При этом величина q1 равна четверти номинального значения Qn, т.е. q1=Qn/4. Величина q2 равна трети номинального значения Qn, т.е. q2=Qn/3. Четырехступенчатый режим увеличения скорости V ленты 1 позволяет увеличивать скорость V ленты 1 на величину V1, равную четверти номинальной скорости Vn. V1=q1/ψ=Vn/4 Трехступенчатый режим снижения скорости V ленты 1 позволяет уменьшать скорость ленты 1 на величину V2, равную трети номинальной скорости Vn. V2=q2/ψ=Vn/3 Согласно графику фиг. 2 при 0≤t≤t1 поступающий грузопоток qin не превышает величины q1, и лента 1 движется со скоростью V=V1. При этом приемная способность конвейера qout=ψ·V1=qn/4. При t>t1 поступающий грузопоток qin превышает величину qout (qout=qn/4), и блок управления 8 увеличивает скорость V ленты 1 согласно заявляемому способу на величину q1/ψ в течение времени Δt1. Таким образом, в течение интервала времени t1+Δt1≤t≤t2 лента 1 движется со скоростью V=2V1. Аналогично при последующем возрастании поступающего грузопотока qin блок управления 8 увеличивает скорость V ленты 1 в моменты времени t2 и t3 ступенчато до величин 3V1 и Vn соответственно. Согласно графику фиг. 2 при t3≤t≤t5 поступающий грузопоток qin находится в диапазонах значений от 3q1 до qn и от qn до 2q2. При этом блок управления 8 согласно заявляемому способу сохраняет скорость ленты 1 V=Vn без изменения. При t>t5 поступающий грузопоток qin становится меньше приемной способности конвейера qout (qout=qn) на величину q2, и блок управления 8 уменьшает скорость V ленты 1 согласно заявляемому способу на величину q2/ψ в течение времени Δt2. Таким образом, в течение интервала времени t5+Δt2≤t≤t6 лента 1 движется со скоростью V=2V2. Аналогично при последующем уменьшении поступающего грузопотока qin блок управления 8 уменьшает скорость V ленты 1 в момент времени t6 до величины V2. Источники информации 1. Онищенко Г.Б. Электрический привод / Г.Б. Онищенко М.: Издательский центр «Академия», 2006. - с. 73-75. 2. Спиваковский А.О. Транспортирующие машины / А.О. Спиваковский, В.К. Дьячков. - М.: Машиностроение, 1983. - с. 94-97. 1. Способ регулирования скорости ленты конвейера, включающий измерение скорости ленты и поступающего грузопотока qin, изменение скорости ленты путем управления приводом конвейера, отличающийся тем, что скорость ленты измеряют в месте загрузки и осуществляют одно из следующих действий: увеличивают скорость ленты на величину q1/ψ в течение времени Δt1, если поступающий грузопоток qin превышает приемную способность конвейера qout, где q1 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при увеличении скорости, ψ - номинальная погонная нагрузка; и уменьшают скорость ленты на величину q2/ψ в течение времени Δt2, если поступающий грузопоток qin меньше приемной способности конвейера qout, на величину q2, где q2 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при уменьшении скорости; и оставляют скорость ленты без изменения, если величина поступающего грузопотока qin находится в диапазоне значений от qout - q2 до qout, и прекращают загрузку конвейера без изменения скорости ленты, если поступающий грузопоток qin превышает максимальную приемную способность конвейера qmax. 2. Способ регулирования скорости ленты конвейера по п. 1, отличающийся тем, что время Δt1≥q1/ψ·a1, где q1 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при увеличении скорости, ψ - номинальная погонная нагрузка, а1 - допустимое ускорение ленты. 3. Способ регулирования скорости ленты конвейера по п. 1, отличающийся тем, что время Δt2≥q2/ψ·a2, где q2 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при уменьшении скорости, ψ - номинальная погонная нагрузка, а2 - допустимое замедление ленты. http://www.findpatent.ru/patent/260/2600404.html © FindPatent.ru - патентный поиск, 2012-2019 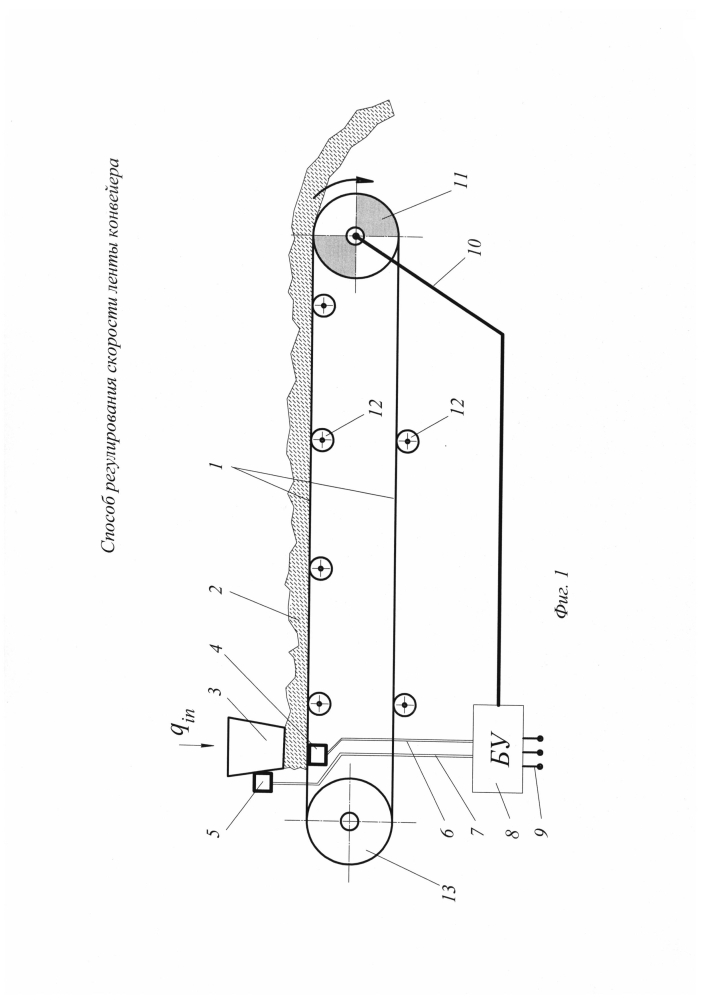 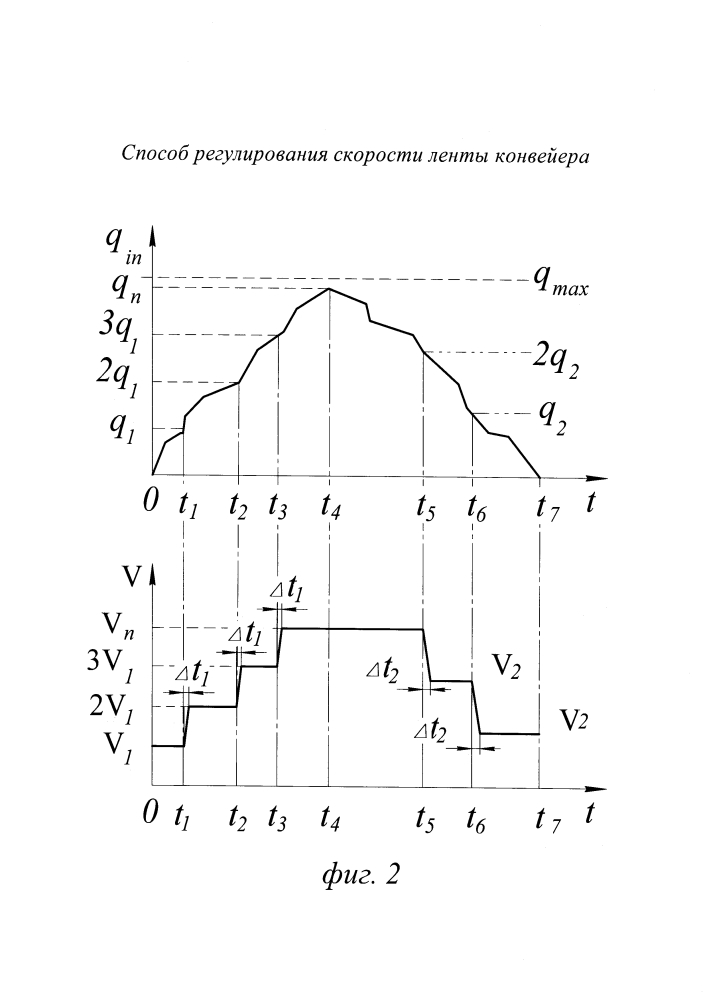 В статье рассматриваются вопросы автоматической регулировки скорости ленточного конвейера путем применения частотно-регулируемого привода В угольной промышленности ленточные конвейеры являются одним из наиболее распространенных средств транспортировки угля. Грузопоток из лавы не является постоянной величиной, вследствие чего значительную часть времени конвейер работает с неполной загрузкой. Мощность приводных двигателей конвейеров достигает сотен киловатт, поэтому улучшение энергетических показателей привода позволит уменьшить расходы на электроэнергию. Для решения этой задачи целесообразно регулировать скорость движения ленты в зависимости от грузопотока [1]. Рассмотрим такую систему автоматического управления – блок стабилизации погонной нагрузки на ленту конвейера (БСПН) (Рисунок 1). 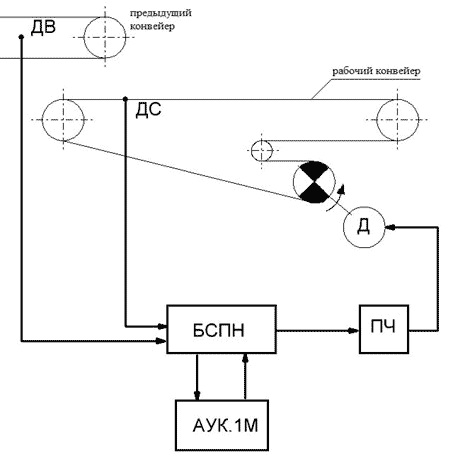 Рисунок 1 – Структурная схема САУ Для стабилизации погонной нагрузки на ленту конвейера необходимо проводить 2 измерения: измерение скорости и массы погруженного угля. Сигнал с датчика веса ДВ и датчика скорости ДС поступает на БСПН. Питание схемы осуществляется с искробезопасного блока питания. Датчик скорости подключен к схеме через согласующее устройство. В качестве средства измерения скорости используется датчик ДКС. В блоке размещена согласующая схема, которая выполняет функцию преобразования – с датчика снимается не уровень сигнала, а его частота, что обеспечивает большую защищенность от помех. Так же обеспечивается понижение уровня напряжения с датчика скорости и гальваническая развязка его присоединения к БСПН. Датчик веса располагается на предыдущем конвейере, это дает возможность быстрее реагировать на изменения грузопотока. В условиях угольной шахты рекомендуется использовать тензорезистивные датчики веса, они являются более надежными средствами измерения, а так же просты в обслуживании и эксплуатации по сравнению с оптическими и гидравлическими датчиками. БСПН обрабатывает сигналы с датчиков и через интерфейс RS-485 выдает регулирующее воздействие на преобразователь частоты ПЧ, к которому подключен электродвигатель привода конвейера. Для контроля работы устройства в блоке присутствует жидкокристаллический индикатор, на который выводится информация о скорости и производительности конвейера. Количество угля на ленте, т.е. масса поступающего груза, является изменяющимся параметром, а скорость – регулируемым. Блок стабилизации погонной нагрузки на ленту конвейера совместно с преобразователем частоты должен поддерживать постоянство коэффициента отношения грузопоток/скорость:  где qr – масса угля на одном погонном метре ленты предыдущего конвейера; v – скорость текущего конвейера. Для настройки устройства необходимо знать технические характеристики конвейеров: номинальную скорость текущего конвейера, и qr при номинальной производительности предыдущего конвейера:  где Q – производительность предыдущего конвейера, g = 9,8 м/с2 – ускорение свободного падения, v – скорость текущего конвейера. При уменьшении поступления угля на ленту конвейера qr уменьшается, вследствие чего коэффициент k тоже уменьшается. БСПН регистрирует изменения и плавно регулирует скорость, пока k не достигнет требуемого значения. Для управления и безопасной работы конвейер должен быть подключен к аппаратуре автоматизированного управления. В БСПН предусмотрена совместная работа с комплексом АУК.1М. Необходимо обеспечить имитацию датчика скорости, так как реле скорости комплекса АУК.1М отключит конвейер при снижении скорости ниже 75% от номинальной [2]. Для этого на вход датчика в комплексе подается уровень напряжения соответствующий номинальной скорости конвейера. При сравнении моделирующих программ видно, что их модульная структура практически неизменна: Управление конвейером осуществляется с пульта аппаратуры АУК.1М. Сигнал о запуске/остановке поступает на БСПН, откуда подается соответствующая команда на преобразователь частоты, который управляет электроприводом конвейера. Таким образом, регулировка скорости движения тягового органа в зависимости от грузопотока позволит увеличить эффективность использования ленты, повысить срок её службы, а так же снизить энергопотребление, что немаловажно в условиях низкой рентабельности шахт.  |