Лекция 1. Сварочные материалы
 Скачать 66.16 Kb. Скачать 66.16 Kb.
|

|
Сварка самозащитной порошковой проволокой  СВАРОЧНЫЕ МАТЕРИАЛЫ Сварка самозащитной проволокой практикуется в процессе крупносерийного производства. Впрочем, данный источник присадочного материала можно задействовать и при сборке небольших объемов продукции. Например, мелкосерийного производства металлоконструкций, для которого характерны однотипные сборочные операции, требующие формирования швов большой протяженности. В данной статье мы рассмотрим особенности сортамента самозащитной проволоки, попутно коснувшись нюансов применения такого присадочного материала в сварочных автоматах и полуавтоматах. Содержание Самозащитная проволока: конструкция, сортамент, особенности применения Сварка самозащитной порошковой проволокой Техника сварки самозащитной проволокой Самозащитная проволока: конструкция, сортамент, особенности применения Данный тип присадочной проволоки используется в процессе формирования шва в качестве расходуемого электрода. Причем конструкция этой сварочной проволоки предполагает размещение хрупкого флюса внутри полой трубы с очень тонкими стенками. Поэтому механизированная сварка самозащитной порошковой проволокой проходит практически без затруднений – жесткий трубчатый каркас препятствует появлению заломов, поэтому такие присадочные материалы можно использовать с обычными транспортерами сварочных автоматов и полуавтоматов. В состав «наполнителя» самозащитной проволоки входят следующие компоненты:  Газообразующие вещества, которые при нагревании в зоне сварочной ванны формируют защитную среду, обволакивающую сварочный шов. Шлакообразующие вещества, формирующие защитную корку в зоне плавления присадочного и основного металлов. Соли или оксиды металлов, которые в восстановленном виде легируют металл наплавки, обеспечивая высокие прочностные характеристики сварочного шва. Порошковый металл, основой которого является легированная или низкоуглеродистая сталь. Причем большую часть наполнителя составляет именно последний ингредиент – порошковый металл, который является основным источником присадочного материала. По прочностным характеристикам самозащитная проволока делится на две группы: первая используется для швов с пределом прочности до 530 МПа, вторая – для швов с пределом прочности до 590 МПа. Сварка самозащитной порошковой проволокой Использование в сварке самозащитной проволоки гарантирует определенные преимущества и накладывает некоторые ограничения на процесс формирования шва, а именно: Скорость формирования сварочного шва доходит до 20 м/час. Это достаточно высокий показатель, который могут продемонстрировать немногие сварочные технологии. Сварка самозащитной проволокой без газа характеризуется адаптивностью к токам высокой силы, что гарантирует не только высокую скорость сварки, но и недостижимое для обычного сварочного процесса качество шва. Отсутствие привязки к погодным условиям. Самозащитной проволокой можно варить и на открытом воздухе, и при сильном ветре, что категорически не рекомендуется в случае использования аргонодуговой или углекислотной технологии сварки. Нивелирование потерь времени и присадочного материала, связанных с заменой плавкого электрода, обрывом электрической дуги и прочими неприятностями. Поэтому сварку самозащитной проволокой может освоить даже начинающий сварщик. 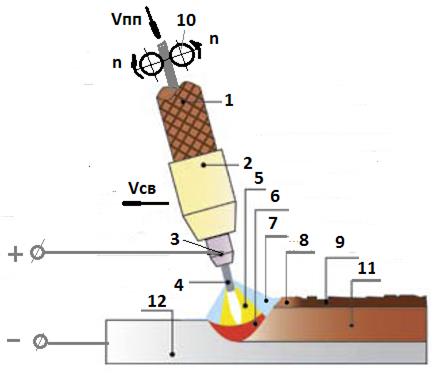 Рис. 58С, б. Схема механизированной дуговой сварки самозащитной порошковой проволокой 1 – полуавтомат для дуговой сварки; 2 – изолятор корпуса полуавтомата; 3 – токоподвод; 4 – порошковая проволока; 5 – сварочная дуга; 6 – сварочная ванна; 7 – защитная атмосфера; 8 – жидкий шлак; 9 – застывший шлак; 10 – механизм подачи проволоки; 11- сварной шов; 12 – основной (свариваемый) металл; Vпп – скорость подачи проволоки; Vсв – скорость сварки Отсутствие этапа подготовки электрода (сушки). Возможность использовать в процессе сварки технику захлестов шва, без риска нарушения прочности стыка. Необходимость использовать особые средства защиты: респиратор или специальный шлем с фильтрами, робу с огнезащитой, специальную обувь. Поскольку в процессе сварки наблюдается разбрызгивание присадочного материала и аэрозольные выделения. Техника сварки самозащитной проволокой Использование в процессе образования шва самозащитного присадочного материала предполагает следующие техники сварки: Формирование первичного (корневого) шва традиционным способом (плавким электродом с твердым покрытием), после чего раздел между кромками заваривается автоматом с самозащитной проволокой. Формирование корня сварочного шва и осуществление «горячего прохода» по линии стыка обычным электродом (с целлюлозным покрытием) и последующей сварке (по горячему) автоматом с самозащитной проволокой. Формирование целлюлозным электродом только корня шва, с последующим «горячим проходом» и заполнением стыка уже самозащитной проволокой. Формирование корневого шва в среде углекислого газа с помощью «заряженного» обычной проволокой автомата, с последующим проходом раздела уже самозащитной проволокой. |