Высшего профессионального образования санктпетербургская государственная химикофармацевтическая академия
 Скачать 3.57 Mb. Скачать 3.57 Mb.
|

|
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ САНКТ-ПЕТЕРБУРГСКАЯ ГОСУДАРСТВЕННАЯ ХИМИКО-ФАРМАЦЕВТИЧЕСКАЯ АКАДЕМИЯ МИНИСТЕРСТВА ЗДРАВООХРАНЕНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ КАФЕДРА ТЕХНИЧЕСКОЙ МЕХАНИКИ И ИНЖЕНЕРНОЙ ГРАФИКИ Алферова Л.И., Ображей Л.М. ВЫПОЛНЕНИЕ ЧЕРТЕЖЕЙ ХИМИКО-ФАРМАЦЕВТИЧЕСКОГО ОБОРУДОВАНИЯ УЧЕБНО-МЕТОДИЧЕСКОЕ ПОСОБИЕ ДЛЯ СТУДЕНТОВ ФАКУЛЬТЕТА ПРОМЫШЛЕННОЙ ТЕХНОЛОГИИ ЛЕКАРСТВ САНКТ-ПЕТЕРБУРГ 2016 УДК 515 (076. 1) 0-23 Рецензенты: Зав. кафедрой ПАХТ ГБОУ ВПО СПХФА доцент В.В. Сорокин Зав. кафедрой ТММ ГБОУ ВПО СПб ГПУ, профессор А.Н. Евграфов Предназначено для студентов факультета промышленной технологии лекарств, изучающих дисциплины «Инженерная графика», «Машиностроительное черчение» (Направления подготовки 18.03.01 «Химическая технология», 19.03.01 «Биотехнология». Квалификация (степень) – бакалавр. 18.03.01 «Химическая технология», «Производство готовых лекарственных средств». Квалификация (степень) – прикладной бакалавр. Рекомендовано Ученым Советом ГБОУ ВПО СПХФА от ______________20016 г., протокол № ВВЕДЕНИЕ В учебном процессе подготовки химика-технолога, инженера, обеспечивающего производство биологически активных веществ, цикл общеинженерных дисциплин занимает существенное место. Начинается он с курса инженерной графики. Основная задача этого курса состоит в обучении студентов методам изображения химико-фармацевтического оборудования, а также основных его узлов и деталей. В химико-фармацевтической промышленности находят применение различные виды оборудования. Из них наиболее широко используются емкостные аппараты (сборники, мерники, монжусы и др.), реакторы, ферментеры, грануляторы, диффузоры, сушилки, теплообменники и выпарные аппараты, транспортеры, таблеточные и другие аппараты и машины. Основу большинства используемого оборудования составляют сосуды и емкости различной формы. В настоящем учебно-методическом пособии изложены основы выполнения чертежей химико-фармацевтического оборудования, приведены стандарты и нормали на отдельные составные части его, а также изложены требования единой системы конструкторской документации (ЕСКД) к оформлению чертежа общего вида на уровне технического проекта. Пособие способствует формированию следующих компетенций: – ПК-5: владение основными методами, способами и средствами получения информации; – ПК-25: решение конкретных графических задач, выполнение и чтение конструкторской документации, умение работать с научно-технической информацией, использовать отечественный опыт в профессиональной деятельности, умение систематизировать и обобщать информацию. 1. ОСНОВНЫЕ СТАДИИ РАЗРАБОТКИ КОНСТРУКТОРСКИХ ДОКУМЕНТАЦИЙ Стандарт ГОСТ 2.103-68 предусматривает следующие стадии разработки документации: техническое задание, техническое предложение, эскизный проект, технический проект, рабочая документация. Техническое задание составляют химики-технологи, разрабатывающие технологический процесс данного производства. В задании указывается назначение оборудования, его производительность при непрерывном или рабочий объем при периодическом производстве, рабочие условия эксплуатации, свойства рабочей среды, основные геометрические параметры и другая основополагающая информация. В особо сложных случаях разрабатывается техническое предложение с целью выявления дополнительных требований, которые не нашли отражения в техническом задании. После тщательного изучения технического задания и близкого по назначению и параметрам существующих процессов и оборудования с анализом их достоинств и недостатков разрабатывается эскизный проект. Он представляет собой принципиальное решение, дающее общее представление о работе и устройстве оборудования, входящего в состав разрабатываемых технологических линий. Технический проект – наиболее ответственная стадия разработки. Он включает все документы, необходимые для выполнения рабочей документации. На этой стадии решаются все технические и экономические вопросы, уточняются расчеты узлов и деталей и определяется стоимость изготовления и монтажа технологических линий. Обязательным документом технического проекта являются чертежи общего вида (ВО) важнейшего оборудования. После утверждения технического проекта разрабатывается рабочая документация, необходимая для изготовления опытного изделия: чертежи сборочных единиц, чертежи деталей, спецификация и пояснительная записка. 2. ВЫПОЛНЕНИЕ ЧЕРТЕЖЕЙ ТЕХНИЧЕСКОГО ПРОЕКТА На стадии технического проекта, как указывалось ранее, разрабатывают чертеж общего вида оборудования. Кроме того, при необходимости, разрабатывают также чертежи сборочных единиц и деталей. Чертеж общего вида (ВО) – документ, определяющий конструкцию изделия, взаимодействие его основных частей и поясняющий принцип работы изделия. Чертеж общего вида должен содержать изображения изделия (виды, разрезы, сечения), текстовую часть и надписи, необходимые для понимания его устройства. Выполнять чертеж общего вида рекомендуется в следующей последовательности: 1. На лист бумаги определенного формата наносят внутреннюю рамку и в правом нижнем углу выполняют основную надпись (штамп) в соответствии с ГОСТ 2.104-68; 2. На поле чертежа наносят все необходимые изображения: виды, разрезы, сечения, выносные элементы. Для обозначения изображений применяют прописные буквы русского алфавита. Размер шрифта буквенных обозначений должен быть в два раза больше цифр размерных чисел, применяемых на этом чертеже; 3. Разрабатывают таблицу составных частей изделий (таблица 1), размещаемую или на самом чертеже общего вида в правом верхнем углу над текстовой частью, или на отдельных листах формата А4 в качестве последующих листов чертежа общего вида. Таблица 1  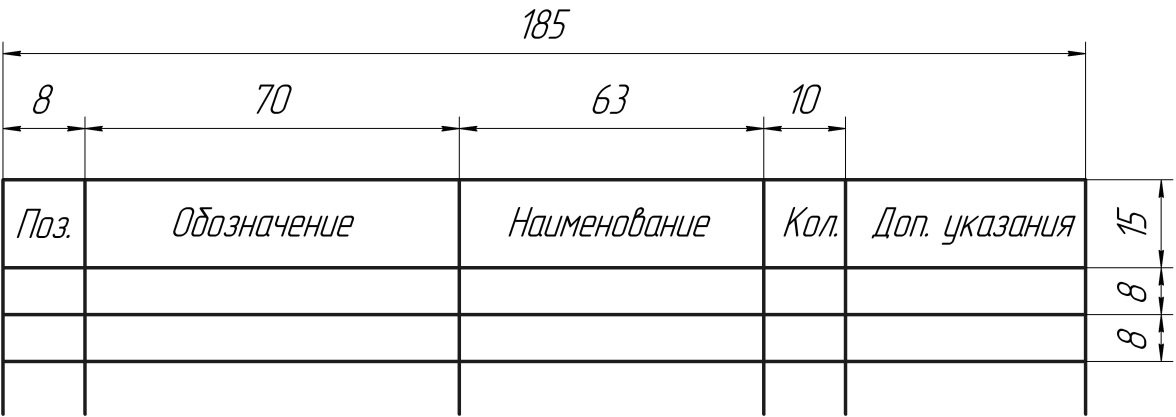 Заполнять таблицу рекомендуется в следующем порядке: заимствованные изделия, покупные изделия, вновь разрабатываемые изделия. Наименование каждого раздела указывают в виде заголовка в графе Наименование и подчеркивают тонкой линией. Ниже каждого заголовка должна быть оставлена одна свободная строка, выше – не менее одной строки. Номера позиций составных частей изделия указывают также на полках линий-выносок на чертежах. Цифры проставляют параллельно основной надписи чертежа вне контура изображения таким образом, чтобы они располагались на одной горизонтальной и вертикальной прямой; 4. Проставляют на чертеже габаритные, установочные, присоединительные и другие необходимые размеры, причем размерные линии не должны пересекаться между собой и, по – возможности, с линиями-выносками; 5. На поле чертежа над основной надписью помещают необходимую текстовую часть (технические требования, техническую характеристику) в виде колонки шириной не более 185 мм. Между текстовой частью и основной надписью не допускается помещать изображения и другие таблицы. В тексте технических требований группируют вместе однородные и близкие по своему характеру требования, как то: – требования, предъявляемые к изготовлению изделия; – требования к качеству; – условия и методы испытаний; – особые условия эксплуатации. Если на чертеже излагают только технические требования, то заголовок не пишут. В тех случаях, когда необходимо дать и техническую характеристику изделия, её размещают отдельно от технических требований, под заголовком Техническая характеристика. Она может располагаться над техническими требованиями, а также на свободном поле чертежа. В технической характеристике приводят такие параметры изделия, как производительность, расход электроэнергии, число оборотов, рабочее давление, температура. На свободном месте поля чертежа общего вида размещают таблицу штуцеров (таблица 2). Таблица 2
В таблице штуцеров и далее  условный проход трубы – номинальный внутренний диаметр, округленный до ближайшей большой величины стандартного ряда чисел по ГОСТ 355-87. условный проход трубы – номинальный внутренний диаметр, округленный до ближайшей большой величины стандартного ряда чисел по ГОСТ 355-87.  – условное давление – избыточное рабочее давление при температуре 200 С. – условное давление – избыточное рабочее давление при температуре 200 С.Чертеж общего вида выполняют с максимальными упрощениями, предусмотренными для рабочих чертежей ГОСТ 2.109-73. Поэтому различные конструктивные подробности деталей (фаски, скругления, проточки, углубления, выступы, накатки, а также зазоры между стержнем и отверстием) на чертеже не показываются. В разрезах и сечениях смежные детали штрихуются в разные стороны, либо в одну со смещениями штрихов или изменением расстояния между штрихами. Детали и их части, толщина которых на чертеже составляет 2 мм и менее, в разрезах и сечениях не штрихуются, а зачерняются. Винты, болты, заклепки, шпильки, штифты, шпонки, гайки и другие стандартные крепежные изделия при продольном разрезе показывают нерассеченными. Валы, рукоятки, спицы маховиков, шкивов, ребра жесткости и другие аналогичные детали в разрезе не штрихуют, если секущая плоскость направлена вдоль оси или длинной стороны этих деталей. Составные части изделия, в том числе заимствованные, типовые и покупные допускается изображать с упрощениями, а в разрезе – нерассеченными, показывая только их контурные очертания. Отдельные составные части, изготовленные из однородного материала и соединенные с помощью сварки, в разрезах и сечениях штрихуются в одну сторону как монолитное тело. В этом случае место сварного шва не отмечается (рис. 1а). Если изображенные в секущей плоскости детали изготовлены из различных материалов и одна из них штрихуется, а другая зачерняется (толщина её менее 2 мм), то место сварки отмечается линией-выноской, заканчивающейся односторонней стрелкой. Если сварка производится по замкнутому контуру (рис. 1б), то другой конец этой линии-выноски заканчивается окружностью диаметром 3 мм. 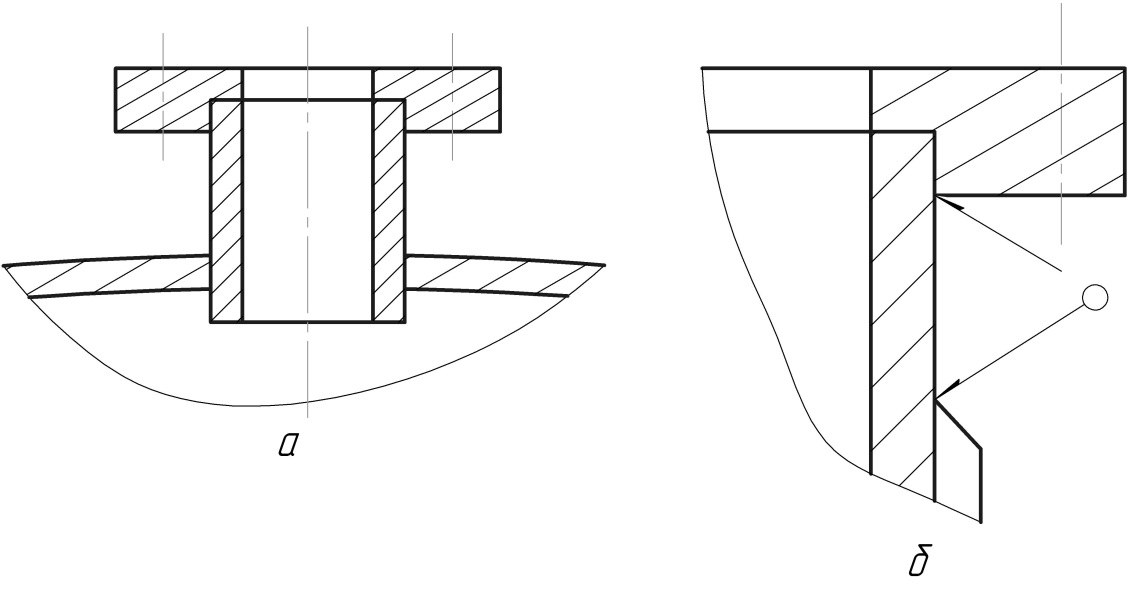 Рис. 1 Упрощенное изображение сварных соединений на чертеже общего вида: а – из однородного материала, б – из различных материалов На чертежах общего вида подшипники в осевых разрезах и сечениях допускается изображать упрощенно. Если не требуется указывать тип подшипника, то его вычеркивают сплошными основными линиями в соответствии с конфигурацией, а диагонали внутри контура проводят сплошными тонкими линиями (рис. 2б). Если необходимо указать тип подшипника, то в его контурное изображение взамен диагоналей вносится условное изображение в соответствии с ГОСТ 2.420-69 (рис. 2в).  Рис. 2 Изображение подшипников: а – полное; б – упрощенное; в – условное При изображении изделий, включающих зубчатые или червячные зацепления, ГОСТ 2.402-68 допускает упрощения. Так, начальные окружности изображаются тонкими штрихпунктирными линиями. Окружности поверхности выступов показывают на видах сплошными основными линиями, в том числе и в зоне зацепления. Окружности поверхности впадин зубьев наносят на видах сплошными тонкими линиями (рис. 3) или вовсе не показывают. 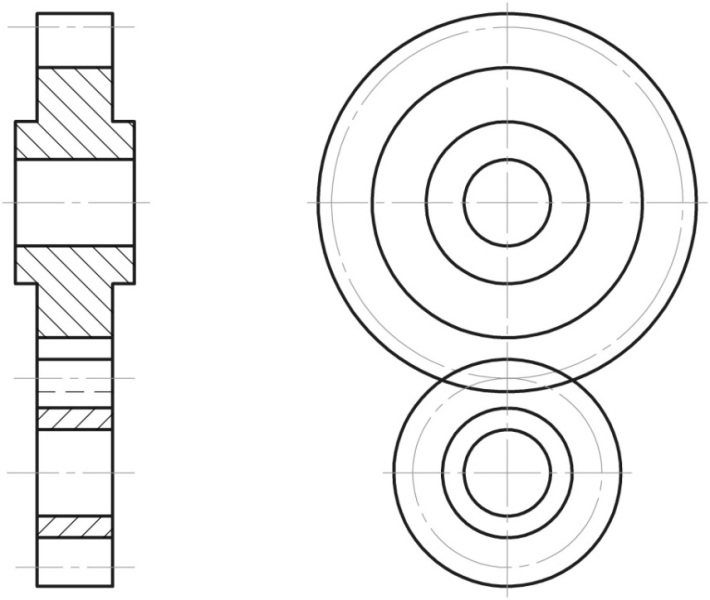 Рис. 3 Условное изображение зубчатого зацепления Зуб колеса в осевых разрезах всегда изображают нерассеченным (не штрихуют). Окружности поверхностей впадин зубьев в разрезах и сечениях показывают основными линиями, если они видны, и тонкими штриховыми, если не видны. При этом в зацеплении зуб колеса изображают расположением перед зубом ведомого. При разработке технического проекта каждому чертежу присваивают определенное обозначение, которое записывают в графу Обозначение документа основной надписи (штампа). Любое оборудование, на которое выполняется технический проект, состоит из сборочных единиц и деталей. Сборочные единицы, в свою очередь, состоят из мелких сборочных единиц и деталей (рис. 4). 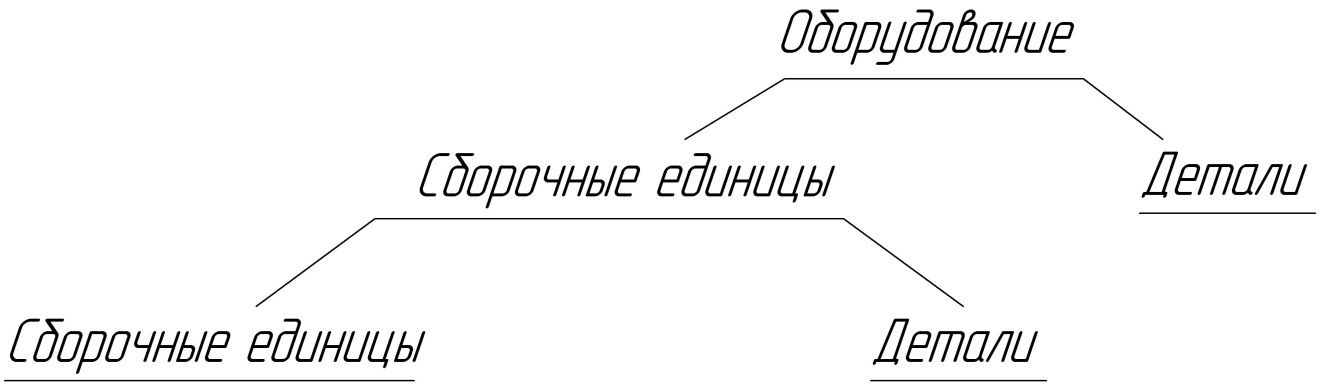 Рис. 4 Составные части оборудования Сборочная единица – совокупность сборочных единиц и (или) деталей, имеющих общее функциональное назначение, составные части которых подлежат соединению между собой. Деталь представляет собой изделие, изготовленное из однородного материала без применения сборочных операций. Согласно классификатору Главного управления химического машиностроения (бывшее название Министерства химического и нефтяного машиностроения), все оборудование, выпускаемое заводами, делится на 7 групп, каждая из которых включает 99 наименований. Группы оборудования размещены в колонках классификатора, а наименование – в графах. Так, первая группа называется Теплохимические аппараты и включает в себя теплообменники кожухотрубные (графы с 01 по 10), теплообменники прочие (графы с 11 по 20), выпарные аппараты (графы с 21 по 30), сушильные аппараты (графы с 31 по 40) и т. д. Вторая группа – Аппараты емкостного типа – включает аппараты сварные (графы с 01 по 10), литые аппараты (графы с11 по 20) и эмалированные аппараты (графы с 21 по 30). Третья группа – Аппараты и машины для механической обработки жидких неоднородных систем – включает в центрифуги (графы с 01 по 20), фильтры (графы с 21 по 40), сепараторы (графы с 41 по 80) и прочие аппараты (графы с 81 по 90). В четвертую, пятую, шестую и седьмую группы включено оборудование, не имеющее широкого применения в химико-фармацевтической промышленности. Обозначение чертежа изделия состоит из индекса и нулей для обозначения сборочных единиц и деталей. Индекс составляется из номера группы классификатора (с 1 по 7) и соответствующего порядкового номера графы (с 01 по 99). Так, индекс теплообменника кожухотрубного типа ТН будет 101. Аналогично индекс аппарата с мешалкой без обогрева – 204, он же с рубашкой имеет индекс 205. Таким образом, обозначение чертежа состоит из трех групп цифр, разделенных точками. Первая группа из трех цифр – индекс изделия по классификатору. Вторая группа, состоящая из двух цифр, предназначена для обозначения сборочных единиц, начиная с 01 до 99. При отсутствии в изделии сборочных единиц эта группа цифр заполняется двумя нулями. Третья группа состоит из трех цифр от 001 до 999. Она предназначена для обозначения деталей, входящих непосредственно в комплект изделия. Следовательно, обозначение первой сборочной единицы для кожухотрубного теплообменника будет 101.01.000, а обозначение первой детали теплообменника 101.01.001. По аналогии первая деталь в первой сборочной единице обозначается 101.01.001. Последовательность записи в таблицу составных частей изделия, в том числе сборочных единиц и деталей, была изложена ранее. Следует отметить, что если технический проект включает разработку чертежа общего вида, то в графе Обозначение документа основной надписи к обозначению изделия следует добавить буквы ВО. 3. ОСНОВНЫЕ УЗЛЫ И ДЕТАЛИ АППАРАТОВ ЕМКОСТНОГО ТИПА Аппаратом называют изделие, предназначенное для осуществления гидрохимических, физико-химических и тепловых процессов, а также хранения твердых материалов, жидкостей и газов. Любой аппарат состоит из корпуса и внутренних устройств. Корпус отделяет находящееся внутри его пространство от атмосферы, образуя емкость. Герметически закрытую емкость называют сосудом. ГОСТ 13372-86 устанавливает ряд номинальных объемов сосудов и аппаратов. За номинальный объем принимается внутренний объем аппарата без учета объемов открываемых крышек, штуцеров, люков и внутренних устройств. При осуществлении технологического процесса среда в аппарате может находиться под вакуумом, при атмосферном давлении и при избыточном давлении. На некоторых стадиях технологического процесса рабочую среду приходится нагревать или охлаждать в широком диапазоне температур. Кроме того, среда может быть агрессивной, токсичной, взрыво- и пожароопасной. Следовательно, чтобы аппараты были надежными, долговечными и безаварийными в работе, при их проектировании необходимо учитывать давление, температуру, физико-химические свойства среды, а также технологические свойства конструкционных материалов. Аппараты должны отличаться простотой устройства, удобством сборки и обслуживания, а также отвечать требованиям технической эстетики. В зависимости от способа установки и размеров производственных площадей аппараты изготавливаются как в вертикальном, так и горизонтальном исполнении. При прочих равных условиях предпочтение следует отдавать вертикальному исполнению, особенно для тонкостенных аппаратов, работающих при избыточных давлениях. Несмотря на большое разнообразие аппаратов, многие из них имеют общие конструктивные составляющие. Рассмотрим подробно каждую из них. |