дипломная работа. диплом 3. Введение в данном дипломном проекте произведена модернизация токарно револьверного станка 1П365
 Скачать 0.5 Mb. Скачать 0.5 Mb.
|

 ВВЕДЕНИЕ В данном дипломном проекте произведена модернизация токарно - револьверного станка 1П365. Такие станки выпускали в СССР, и со временем механическая и электрическая части данного станка отрабатывали свой ресурс. А ремонт, в связи с прекращением выпуска становился все дороже, соответственно повышалась и себестоимость продукции данного станка. В России ежегодно модернизируется огромное количество станков.в результате чего морально устаревшее (не отвечающее современным требованиям производства) оборудование получает новые свойства, необходимые для его эффективного использования. Следует отметить, что любая модернизация должна быть экономически обоснована. Поэтому в процессе её проектирования производятся соответствующие экономические расчеты, которые определяют целесообразность намеченной работы по модернизации не только для предприятия, где усовершенствованное оборудование будет использоваться, но и для потребителей изделий, обработанных на нем.Главными задачами модернизации действующих станков являются: повышение уровня механизации и автоматизации, увеличение производительности, расширение технологических возможностей, обеспечение требований техники безопасности и т. п. В последнее время первостепенное значение имеет повышение точности и другие качественные показатели модернизируемого оборудования. Себестоимость продукции этоодин из самых важных показателей, которые характеризуют эффективность работы предприятий.В ней находят отражения качества изменения в технике, технологии, организации трудаи производства. Осуществления режима экономиина основе планомерно организованного снижения себестоимости продукции является средствомповышения экономической эффективности промышленного производства. Снижение издержек производстваи себестоимости продукции – одно из главных и обязательных условий роста прибыли,повышения рентабельности и эффективности производства. 1 ОБЩАЯ ЧАСТЬ Обоснование темы дипломного проекта Задача промышленных предприятий – это снижение себестоимости выпускаемой продукции. Одним из способов является модернизация оборудования по замене устаревших узлов и агрегатов на более новые. В дальнейшем это приводит к сокращению количества ремонтов и сокращению затрат для поддержания оборудования в работе. А также оптимизация станков и оборудования в целом под конкретное производство. Бывает, что заявленная заводом-изготовителем мощность, заложенная в станок, используется не на всю мощность из-за индивидуальности продукции каждого предприятия. В таком случае станок использует энергию нерационально. В моем дипломном проекте поставлена задача подобрать к токарно-револьверному станку 1П365 оборудование для конкретного производства деталей, выпускаемыми механическим заводом. Также одной из задач стоит замена устаревшего оборудования данного станка на более новое для уменьшения вероятности поломок и уменьшения простоя. Состав и краткая техническая характеристика станка 1. Токарно-револьверный станок 1П365 предназначен для высокопроизводительной обработки разнообразных деталей из чугуна, стали и цветных металлов инструментом из твердых сплавов и быстрорежущей стали деталей из штучных заготовок (поковок, штамповок, отливок и т. п.) диаметром до 500 мм и из прутка диаметром до 80 мм. 2. Станок предназначен для обработки в патроне штучных заготовок с наибольшим диаметром обработки над станиной 500 мм, изготовление которых требует выполнения ряда последовательных переходов: обтачивания, сверления, растачивания, развертывания, нарезания резьбы и др. в условиях серийного производства. На станке можно выполнять черновое и чистовое точение, растачивание, сверление, зенкерование, развертывание и нарезание резьбы специальными приспособлениями. Токарно-револьверный станок 1П365 имеет револьверный суппорт с шестигранной револьверной головкой с вертикальной осью вращения. Поперечный суппорт мостового типа с передней четырехгранной головкой и задним резцедержателем на один резец. В специальном резцедержателе можно устанавливать несколько резцов. Обрабатываемая деталь закрепляется в обычном самоцентрирующемся или пневматическом патроне. Весь необходимый для данной операции комплект режущих инструментов устанавливается в шестипозиционной револьверной головке и в четырехстороннем резцедержателе суппорта. На станке 1П365 деталь может быть обработана в шести позициях. Возможна параллельная работа инструментов, установленных в револьверной головке, и инструментов, установленных в резцедержателе суппорта. Инструмент и ограничители хода суппортов (упоры) устанавливаются с таким расчетом, чтобы обрабатываемая деталь получила после обработки заданные размеры. Компоновка узлов общепринятая для этого типоразмера универсальных револьверных станков. Все управление коробки скоростей и коробки подач гидравлическое. Выбор чисел оборотов шпинделя и величин подач на всех моделях преселективный. Переключение чисел оборотов шпинделя и величин подач происходит при медленном повороте шестерен. Станина станка жесткой конструкции с плоскими направляющими. Монтируется на двух тумбах, на которые устанавливается корыто для сбора стружки и охлаждающей жидкости. У корыта имеются два бака: один для масла гидропривода и смазки, другой для охлаждающей жидкости. В левой тумбе станины монтируется электродвигатель главного привода станка. Задняя стенка станины имеет два окна для свободного выхода стружки. Требования к электрооборудованию станков 1. Конструкция станка должна сводить к минимуму возникновение для работающих опасных ситуаций при его эксплуатации, наладке, техническом обслуживании и ремонте. Конструкцией станка должна быть устранена возможность возникновения несчастных случаев во время предполагаемого срока службы станка, включая его монтаж и демонтаж. 2. Изготовитель должен информировать в эксплуатационных документах (далее - ЭД) об опасности неполной эффективности защитных мероприятий и необходимости специального обучения и применения средств индивидуальной защиты. 3. Конструкцией станка должна быть устранена возможность возникновения опасных ситуаций для работающих при эксплуатации станка в условиях, отличающихся от рекомендованных в ЭД, которые можно предотвратить (например применение станка не по назначению). 4. Станок должен отвечать требованиям безопасности в течение всего срока службы при выполнении работающими требований, установленных в ЭД. 5. Станок, а также все узлы и элементы станка должны быть устойчивы. При работе станков преднамеренное опрокидывание, падение или смещение станка и его узлов не допускаются. 6. Конструкция станка (узлов и элементов) должна исключать ошибки соединения и подключения при монтаже узлов и элементов, которые могут стать источником опасности. 7. Конструкция станка должна обеспечивать безопасность работающего с инструментом, а также с частями станков, представляющими опасность, даже при незначительном весе этих частей. 8. В конструкции станка должны рационально использоваться принципы эргономики и средств личной защиты, с тем чтобы утомляемость, психологическая (стресс) и физическая нагрузки работающих были сокращены до минимума.. 9. Проектировщик в выборе средств предотвращения опасных ситуаций, связанных с результатами эффективности их действия, придерживается следующей последовательности: - применение встроенных предохранительных устройств, действующих автоматически без вмешательства работающего; - указания по профилактическим мерам безопасности или применение предохранительных устройств, требующих единственного действия со стороны работающего (затяжка детали крепления шкива, закрытие защитного ограждения); - предупреждения об опасности при использовании станка: установка на станке табличек с предупреждающими надписями, указаниями по безопасным приемам работы и т.д.). Зону обработки в универсальных станках, предназначенных для обработки заготовок диаметром до 630 мм включительно, ограждают защитным устройством (экраном) в соответствии с 7.2.6. Со стороны, противоположной рабочему месту, зону обработки также ограждают экраном. В автоматах, полуавтоматах и станках с ЧПУ для обработки заготовок со скоростью резания более 5 м/с с внутренней стороны смотрового окна устанавливают решетку, изготовленную из стальных прутков диаметром не менее 5 мм. Диаметр вписанной в ячейку окружности не должен превышать 60 мм. В местах пересечения прутки соединяют сваркой. Допускается изготовлять решетку в виде вертикально расположенных прутков диаметром не менее 6 мм и расстоянием между прутками не более 60 мм. 10. Зажимные патроны токарных и токарно-револьверных станков оснащают ограждениями, при необходимости легко отводимыми при установке и снятии заготовок и не ограничивающими технологических возможностей станков. 11. В универсальных токарных, токарно-револьверных и карусельных станках время торможения шпинделя после его выключения при всех частотах вращения не должно превышать, с: 5 - для токарных станков для обработки деталей диаметром до 500 мм; 10 - для токарных станков для обработки деталей диаметром до 630 мм; 10 - для карусельных станков для обработки деталей диаметром до 1000 мм. В более крупных токарных и карусельных станках, по сравнению с вышеуказанными, время торможения не устанавливается. У токарных станков при определении времени торможения шпинделя устанавливают зажимной патрон наибольшего диаметра, соответствующего частоте вращения, на которой производится проверка. Заготовку в зажимной патрон не устанавливают. 12. Усилие для перемещения задней бабки станка не должно превышать в момент трогания 320 Н (32 кгс). В случае необходимости приложения усилия, повышающего 320 Н (32 кгс), предусматривают устройство, облегчающее перемещение бабки. 13. В токарных станках с механизированным перемещением пиноли задней бабки предусматривают устройство для регулирования и контроля осевого усилия прижима центра пиноли к заготовке. 14. Планшайбы в токарно-карусельных станках должны иметь ограждение, не затрудняющее обслуживание станка. При расположении верхней плоскости планшайбы на высоте более 700 мм от плоскости пола она должна иметь сплошное, допускающее перемещения ограждение на 50 - 100 мм выше уровня плоскости планшайбы и дополнительные съемные щиты высотой 400 - 500 мм. При расположении плоскости планшайбы на высоте до 700 мм от пола она должна иметь стационарное ограждение в виде обода. Верх его должен располагаться на уровне низа Т-образных пазов планшайбы на расстоянии не менее 100 мм от нее. На ограждении устанавливают съемные щитки Г-образной формы, горизонтальная полка которых доходит (с зазором) до периферии планшайбы, а вертикальная - до пола. При расположении нижней кромки периферии планшайбы выше 200 мм от пола Г-образные щитки могут не устанавливаться. Возможно применение ограждения (допустимо цепью) высотой 1000 мм и более, предусматривающее удобное перемещение (при загрузке и выгрузке заготовок) и надежное закрепление его во время работы станка. 15. Закрепляемые на планшайбах токарно-карусельных станков корпуса устройств, зажимающих обрабатываемую деталь, должны удерживаться на планшайбах, в основном, с помощью жестких упоров и дополнительно силой трения, создаваемой крепежными винтами. 16. В планшайбах карусельных станков предусматривают ограничительное устройство, не допускающее вылета зажимных устройств с вращающихся планшайб. 17. Прутковые токарные автоматы и прутковые револьверные станки должны иметь по всей длине прутков ограждения, снабженные шумопоглощающими устройствами. В случае применения ограждения в виде направляющих труб, вращающихся вместе с прутками, или в случае, когда прутки с задней стороны выступают за пределы ограждений, прутковый магазин должен иметь круговое ограждение по всей длине. 18. Расположенное снаружи станка устройство для подачи прутков должно иметь ограждение, не затрудняющее доступ к механизмам подачи прутков. 19. Универсальные станки, в случаях выполнения на них прутковых работ, при технической необходимости оборудуют устройством, ограждающим пруток со стороны заднего конца шпинделя. 20. У многошпиндельных токарных патронов-полуавтоматов время торможения шпинделя, приходящего в загрузочную позицию, не должно превышать 3 с после окончания поворота шпиндельного блока. Шпиндель должен надежно удерживаться от вращения до следующего поворота блока. Поворот шпиндельного блока может происходить только при его включении работающим. Выбор рационального напряжения для питающей сети станка Станок, как и большинство оборудования цеха и завода в целом, питается от сети напряжением 380В. Преимущества данной сети: Экономичность. Экономичность передачи электроэнергии на значительные расстояния. Меньшая материалоёмкость 3-фазных трансформаторов. Меньшая материалоёмкость силовых кабелей, так как при одинаковой потребляемой мощности снижаются токи в фазах (по сравнению с однофазными цепями). Уравновешенность системы. Это свойство является одним из важнейших, так как в неуравновешенной системе возникает неравномерная механическая нагрузка на энергогенерирующуюустановку, что значительно снижает срок её службы. Возможность простого получения кругового вращающегося магнитного поля, необходимого для работы электрического двигателя и ряда других электротехнических устройств. Двигатели 3-фазного тока (асинхронные и синхронные) устроены проще, чем двигатели постоянного тока, одно- или 2-фазные, и имеют высокие показатели экономичности. Возможность получения в одной установке двух рабочих напряжений — фазного и линейного, и двух уровней мощности при соединении на «звезду» или «треугольник». Возможность резкого уменьшения мерцания и стробоскопического эффекта светильников на люминесцентных лампах путём размещения в одном светильнике трёх ламп (или групп ламп), питающихся от разных фаз. Благодаря этим преимуществам, трёхфазные системы наиболее распространены в современной электроэнергетике. 2 РАСЧЕТНО-ТЕХНИЧЕСКАЯ ЧАСТЬ 2.1 Выбор направления проведения модернизации Рассматриваемый станок находится в эксплуатации длительное время, в связи с чем, поиск деталей и механизмов для замены вышедших из строя частей станка усложнены. А ремонт, в связи с прекращением выпуска становился все дороже, соответственно повышалась и себестоимость продукции данного станка.Себестоимость продукции этоодин из самых важных показателей, которые характеризуют эффективность работы предприятий.В ней находят отражения качества изменения в технике, технологии, организации трудаи производства. Мною предлагается следующая модернизация: Замена магнитных пускателей на более новые Замена двигателей, более подходящих по мощности для работы конкретного предприятия Замена питающих кабелей и проводов Замена аппаратов защиты Использование частотного преобразователя по назначению Модернизация электрооборудования производится для следующего: - повышения производительности; - предотвращения появления брака; - уменьшения осмотров и предотвращения внезапного выхода из строя электрооборудования; - уменьшение количества обслуживающего персонала. 2.2 Выбор технического решения модернизации Установка устройства плавного пуска позволяет снизить первоначальные затраты при разработке систем управления приводом. Главным отличием устройства плавного пуска относительно преобразователя частоты является отсутствие возможности регулирования скорости вращения вала электродвигателя. Соответственно в тех случаях, когда необходимо изменять скорость вращения вала электродвигателя, альтернативы частотному преобразователю нет. Если же для решении задачи не требуется регулировка скорости вращения электродвигателя, то применение устройства плавного пуска будет экономически выгодным решением. Частотный преобразователь — электронное устройство для изменения частоты электрического тока (напряжения) Главным достоинством тиристорных преобразователей частоты с непосредственной связью, является способность работать с большими токами и напряжениями, выдерживая при этом продолжительную нагрузку и импульсные воздействия. Они имеют более высокий КПД (до 98%) по отношению к преобразователям на IGBT транзисторах (95 – 98%). Преобразователи частоты на тиристорах в настоящее время занимают доминирующее положение в высоковольтном приводе в диапазоне мощностей от сотен киловатт и до десятков мегаватт с выходным напряжением 3 — 10 кВ и выше. Однако их цена на один кВт выходной мощности самая большая в классе высоковольтных преобразователей. Применение IGBT с более высокой частотой переключения в совокупности с микропроцессорной системой управления в частотных преобразователях снижает уровень высших гармоник, характерных для тиристорных преобразователей. Как следствие меньшие добавочные потери в обмотках и магнитопроводе электродвигателя, уменьшение нагрева электрической машины, снижение пульсаций момента и исключение так называемого «шагания» ротора в области малых частот. Снижаются потери в трансформаторах, конденсаторных батареях, увеличивается их срок службы и изоляции проводов, уменьшаются количество ложных срабатываний устройств защиты и погрешности индукционных измерительных приборов. . 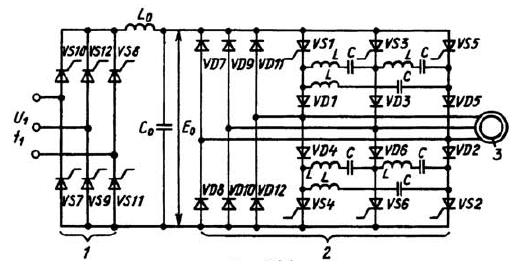 Рис.1 Схема силовой части ЭП с асинхронным двигателем, в котором использован тиристорный ПЧ На рис.1 показана схема силовой части ЭП с асинхронным двигателем 3, в котором использован тиристорный ПЧ со звеном постоянного тока и автономный инвертор напряжения 2. В этой схеме на выходе управляемого выпрямителя 1 включены реактор L0 и конденсатор C0 фильтра, обеспечивающий вместе с диодами VD7 … VD12 циркуляцию реактивной мощности. Автономный инвертор напряжения 2 выполнен на тиристорах VS1 … VS6. Конденсаторы C и ректоры L вместе с диодамиVD1 … VD6 образуют цепи искусственной коммуникации, обеспечивающие выключение тиристоров VS1 … VS6 в нужные моменты времени. Амплитуда напряжения на выходе инвертора регулируется изменением напряжения E0 на его входе с помощью блока управления выпрямителей 1, а его частота Fperопределяется частотой коммуникации тиристоров VS1 … VS6, задаваемой блоком управления инвертором. Приведенная на рис.1 схема ПЧ является хотя и распространенной, но далеко не единственной. На практике нашли применение и другие схемы. Отличающиеся способами регулирования напряжения и видами искусственной коммутации тиристоров. Широкие перспективы применения ПЧ связаны с использованием в них силовых транзисторов и средств микропроцессорной техники для реализации схем управления. 2.3 Составление структурной схемы 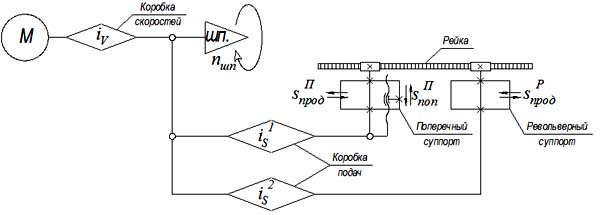 Рис.2 Структурная схема токарно-револьверного станка 1П365 2.4 Модернизация электрической принципиальной схемы В моем дипломном проекте была произведена модернизация электрических узлов данного аппарата, а не изменения в конструкции и добавления в станок дополнительных узлов и аппаратов. Схема остается без изменений, но в силовую часть включен частотный преобразователь, который будет менять пуск главного двигателя.Исходя из этого, принципиальная схема не получила изменений и осталась аналогична заводской. 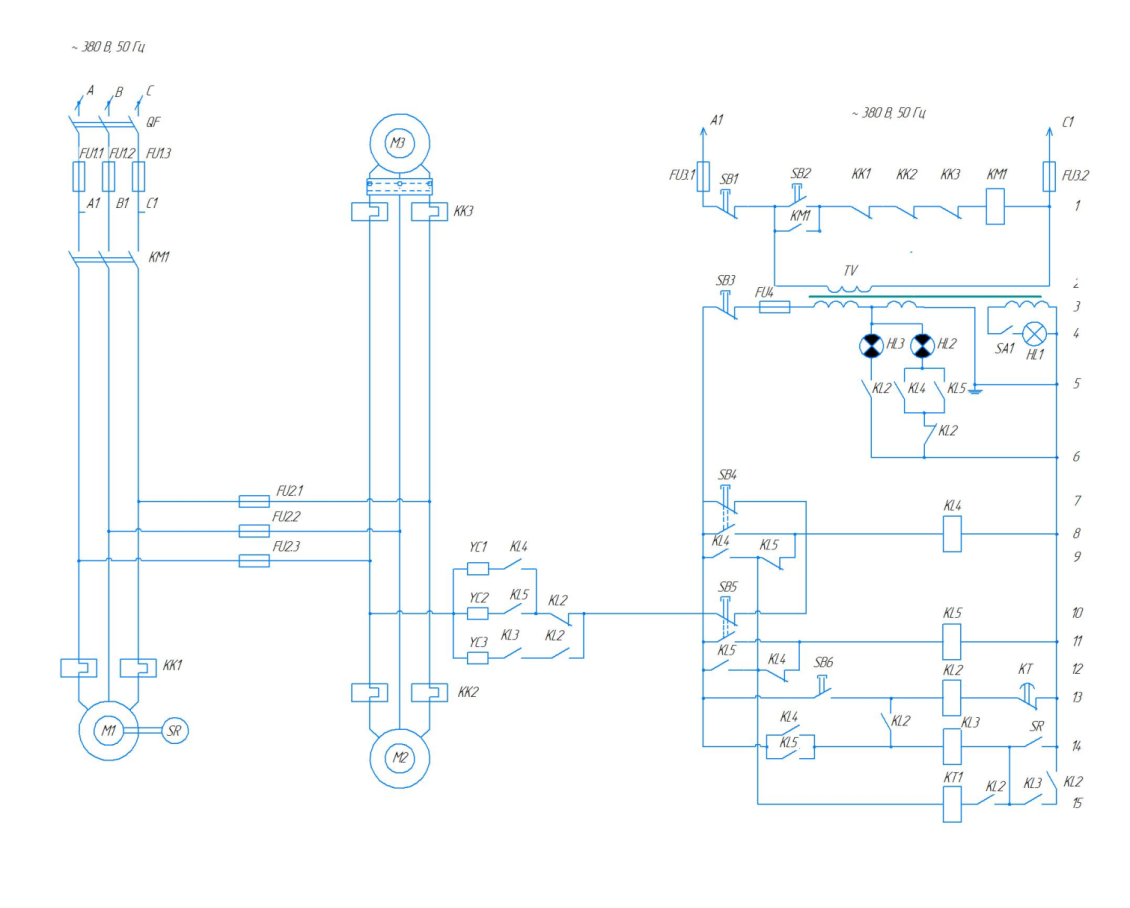 Рис.3 Схема электрическая принципиальная токарно-револьверного станка 1П365 2.5 Расчет и выбор электродвигателей Мощность двигателя М1 для токарного станка определяется по формуле :  Где Q – сечение стружки,  ; ;U–скорость резания, м/сек; Fр – удельное сопротивление резанию, н/ ;  с – номинальный КПД станка при полной его загрузке (0,65 – 0,7). с – номинальный КПД станка при полной его загрузке (0,65 – 0,7). Определяем сечение стружки по формуле: q = s*t (2) Где s – подача; t– глубина резания  Определяем мощность двигателя:  Исходя из данных расчетов, можно сделать вывод, что двигатель мощностью 14 кВт, который изначально ставился на станок 1П365 работает не в полную нагрузку, что приводит к неоправданному повышению потребляемости электроэнергии, которая, в свою очередь ведет к экономическим затратам и повышению себестоимости продукции, производимой на данном станке. Мною была рассчитана реальная мощность, необходимая для обрабатывания деталей на конкретном предприятии и принято решение о замене двигателя главного привода на менее мощный и более современный двигатель. Выбор двигателя по каталогу: Двигатель выбираем по каталогу из книги В.В. Москаленко «Справочник электромонтера». АИР132М4 Расшифровка: А - Асинхронный И - Интерэлектро (разработчик двигателей) Р - вариант привязки мощности к установочным размерам согласно РС3031-71 132 - расстояние от низа лап до центра вала в миллиметрах М - вариант длины станины 4 - количество подключаемых полюсов электродвигателя Электрические характеристики двигателя М1:  Частота вращения  КПД - 87,1% Коэффициент мощности  – 0,84 – 0,84 Ток при  115,5 А 115,5 АМасса – 91 кг Выбираем электродвигатель М2 ускоренных продольных подач: Так как данный двигатель используется для движения узлов станка и был рассчитан и подобран на заводе-изготовителе именно для этих целей, было принято решение сменить старый двигатель на аналогичный по мощности и оборотам, но на более новый и современный. Выбор двигателя по каталогу: АИР90L6 А – Асинхронный И –Интерэлектро (разработчик двигателей) Р– вариант привязки мощности к установочным размерам согласно РС3031-71 90 – расстояние от низа лап до центра вала в миллиметрах L – вариант длины станины 6 – количество подключаемых полюсов электродвигателя Электрические характеристики двигателя М2:  Частота вращения  КПД – 76% Коэффициент мощности – 0,72Ток при  Масса – 16,9 кг Выбираем электродвигатель М3 насосаохлаждения: Выбор двигателя по каталогу: АИР50В2 А - Асинхронный И - Интерэлектро (разработчик двигателей) Р - вариант привязки мощности к установочным размерам согласно РС3031-71 50 - расстояние от низа лап до центра вала в миллиметрах В - вариант длины станины 2 - количество подключаемых полюсов электродвигателя Электрические характеристики двигателя М3  Частота вращения  КПД - 63% Коэффициент мощности – 0,75Ток при  Масса – 2,8 кг 2.6 Построение механических характеристик электродвигателей Построение механической характеристики двигателя М1 Для построения графика механической характеристики данного двигателя сначала были произведены расчеты номинального момента и скольжения по формулам:   Далее были рассчитаны критическое скольжение и критический момент по формуле:   Таким образом, мы определили основные точки характеристики, но для ее построения их недостаточно. Поэтому, с помощью упрощенной формулы Клосса, рассчитаем моменты для других значений скольжений:  Полученные значения запишем в таблицу: Таблица 1 Расчет скольжения, момента и частоты вращения
 Рис. 4 Механическая характеристика электродвигателя М1 Построение механической характеристики электродвигателя М2 По аналогичным формулам рассчитываем и составляем механическую характеристику для двигателя ускоренных продольных передач. Используем формулы 3, 4, 5, 6, 7. Полученные данные запишем в таблицу: Таблица 2 Расчет скольжения, момента и частоты вращения
 Рис. 5 Механическая характеристика электродвигателя М2 2.7 Расчет и выбор электрических аппаратов и элементов электрической схемы Выбор магнитных пускателей производится при проектировании схем управления и автоматики, либо в процессе их ремонта, когда для замены устаревшего или отсутствующего аппарата необходимо выбрать его аналог. При выборе необходимого электрического аппарата рассматриваются его технические характеристики и конструктивные особенности. Остановимся на главных из них: Номинальное напряжение коммутируемой цепи. Номинальный ток основных контактов. Количество полюсов. Номинальное напряжение катушки. Исходя из расчетов, выбираем магнитный пускатель: Тип пускателя: ПМЛ-2100 Исполнение по степени защиты: IP00 Номинальный ток: 25А Номинальное напряжение катушки магнитного пускателя: 380В Выбираем промежуточное реле: РП-4 Название: РПУ-2М Номинальное напряжение: 127 В Количество контактов: 6 замыкающих контактов РП-5 Название:РПУ-2М Номинальное напряжение: 127 В Количество контактов: 4 замыкающих и 2 размыкающих контакта РП-3 Название: РПУ-2М Номинальное напряжение: 127 В Количество контактов: 2 замыкающих контакта РП-2 Название: РПУ-2М Номинальное напряжение: 127 В Количество контактов: 6 замыкающих контактов, 2 размыкающих контакта Выбираем реле времени: Наименование: ВЛ-64Н1 Диапазон выдержки времени: от 0 до 3 секунд Напряжение питания переменного тока: 127 В Потребляемая мощность: 2,5 Вт Длительно допустимый ток контактов: 5А Число контактов: 1 замыкающий контакт Выбираем кнопки управления: На включение и выключение двигателей 1 и 2 одновременно выбираем кнопочную станцию ПКЕ 112 с 2 толкателями. Число и род контактов: 1 замыкающий и 1 размыкающий контакт Степень защиты со стороны толкателя: 40 IP Для остановки шпинделя при работающих двигателях 1 и 2 выбираем выключатель КЕ-191 с одним размыкающим контактом. Для включения правого и левого вращения шпинделя выбираем 2 выключателя КЕ-181 с одним размыкающим и одним замыкающим контактом в каждой кнопке. Для переключения выбираем выключатель КЕ-181 с одним замыкающим контактом. Выбираем лампу и выключатель местного освещения: Для местного освещения устанавливаем лампу накаливания напряжением 36 В и мощностью 60 Ватт (согласно паспорту) с цоколем Е27. Выбираем пакетный выключатель ПВ2-16 Выбираем лампы для световой сигнализации: 2 лампы накаливания H3-04805 Напряжение: 5 Вольт Мощность: 2,4 Вт Выбор трансформатора для сети управления: Общая мощность сети управления станка получилась 109,56 Вт Опираясь на эти данные и принципиальную схему, выбираем трансформатор типа ОСМ-0,63 Мощность – 0,63 кВ*А Напряжение первичной обмотки трансформатора – 380 В Напряжение вторичных обмоток трансформатора – 5 В; 36 В; 130 В.  18% 18% % %2.8 Расчет и выбор аппаратов защиты Тепловые реле - это электрические аппараты, предназначенные для защиты электродвигателей от токовой перегрузки. Чтобы правильно выбрать номинал теплового реле нам необходимо узнать его In (рабочий, номинальный ток) и уже опираясь на эти данные можно подобрать правильный диапазон уставки аппарата. Выбираем тепловое реле для приводного двигателя 1. Для выбора диапазона регулирования номинального тока несрабатывания находим допустимый максимальный ток теплового реле по формуле:  (8) (8)Где  это номинальный ток двигателя, 1,25 - средняя величина превышения номинального тока прикрываемого объекта. это номинальный ток двигателя, 1,25 - средняя величина превышения номинального тока прикрываемого объекта. Исходя из данных расчетов выбираем из справочника: Тепловое реле РТЛ-2053 Диапазон регулирования номинального тока несрабатывания 23…32 А Мощность, потребляемая одним полюсом реле - 2,43 Вт Выбираем тепловое реле двигателя 2 по формуле: (8) Исходя из данных расчетов, выбираем из справочника: Тепловое реле РТЛ-1010 Диапазон регулирования номинального тока несрабатывания 3,8…6,0 А Мощность, потребляемая одним полюсом реле – 1,84 Вт Выбираем тепловое реле двигателя 3 по формуле: (8) Исходя из данных расчетов, выбираем из справочника: Тепловое реле РТЛ - 1004 Диапазон регулирования номинального тока несрабатывания 0,38…0,65А Мощность, потребляемая одним полюсом реле – 1,99 Вт Предохранители – это электротехнические аппараты, предназначенные для защиты электрических цепей и установок короткого замыкания и перегрузки. Преимущественно они используются для выполнения первой из названных функций, а защиту электрических цепей и установок от токов перегрузки осуществляют с помощью автоматических выключателей и тепловых реле. Действие предохранителей состоит в сгорании их плавкой вставки при протекании по ним токов срабатывания, вследствие чего и происходит разрыв электрической цепи. Находим пиковый ток двигателей по следующей формуле:  (9) (9)Где  – пусковой ток самого мощного двигателя, – пусковой ток самого мощного двигателя,  – сумма всех номинальных токов двигателей, – сумма всех номинальных токов двигателей,  – коэффициент использования, – коэффициент использования,  – номинальный ток самого мощного двигателя. – номинальный ток самого мощного двигателя. 21+4,6 – (0,25*4,2) = 24,55А 21+4,6 – (0,25*4,2) = 24,55АДля выбора предохранителей для двигателей M2 и M3 находим ток плавкой вставки по формуле:   Исходя из данных расчетов, для двигателей M2 и M3 выбираем предохранители разборного типа ПР-2-15 Номинальный ток – 15 А Номинальный ток плавкой вставки –10 А Находим пиковый ток для двигателей M1, M2 и M3 по формуле 4:  115,5+27,7 – (0,25*23,1) = 137,4 А 115,5+27,7 – (0,25*23,1) = 137,4 АТок плавкой вставки для выбора предохранителей выбираем по формуле 5:  Выбираем предохранители разборного типа ПР-2-60 Номинальный ток –60А Номинальный ток плавкой вставки – 60 А Для выбора предохранителей для сети управления необходимо найти её номинальный ток   Используя данные расчетов, выбираем из справочника электромонтера предохранители ПР-2-15 с номинальным током плавкой вставки 6 А. Выбираем предохранитель для сети управления, стоящий после трансформатора. Находим номинальный ток сети управления используя формулу 11  По этим данным выбираем предохранитель из справочника НПН15 с током плавкой вставки 6 А. Выбираем автоматический выключатель: Автоматические выключатели (выключатели, автоматы) являются коммутационными электрическими аппаратами, предназначенными для проведения тока цепи в нормальных режимах и для автоматической защиты электрических сетей и оборудования от аварийных режимов (токов короткого замыкания, токов перегрузки, снижения или исчезновения напряжения, изменения направления тока, возникновения магнитного поля мощных генераторов в аварийных условиях и др.), а также для нечастой коммутации номинальных токов (6-30 раз в сутки). Опираясь на расчет пикового тока двигателей М1, М2, М3 выбираем по справочнику автоматический выключатель ВА 57Г-31   2.9 Расчет и выбор проводов и кабелей Выбираем провод и его сечение для двигателя М1 по номинальному току: Номинальный ток электродвигателя М1 известен и он составляет 23,1 А Для данного двигателя выбираем провод марки ВВГнг, проложенный в трубе тремя одножильными проводами. Расшифровка: В- изоляция из ПВХ пластиката В- оболочка из поливинилхлоридного пластиката Г- отсутствие защитного покрова нг- не распространяет горение при групповой прокладке Сечение выбираем согласно правилам электроустановок – 2,5  с максимальной токовой нагрузкой 25 А с максимальной токовой нагрузкой 25 АДля выбора провода и его сечения для электродвигателей М2 и М3 сначала нужно найти сумму номинальных токов этих двигателей:  Для питания двух данных двигателей выбираем провод марки ВВГнг с сечением, минимально допустимым правилами электроустановок – 2,5 с максимальной токовой нагрузкой – 25 АВыбираем марку провода и сечение для цепи управления: Номинальный ток, необходимый для выбора сечения провода, найден по формуле 6 и составляет 1,5 А. Опираясь на эти данные, выбираем провод марки ПВ сечением 1,5  Выбор кабеля для питания управления и силовой части станка. Для выбора кабеля нужно сложить все номинальные токи, потребляемые различными электрическими устройствами данного станка:  Выбираем ПВС кабель сечением, выбранным из справочника согласно допустимой токовой нагрузке, 4  6 . 6 .2.10 Модернизация электрической схемы соединений и подключения. Устройство плавного пуска универсально, подойдет для плавного пуска электродвигателей компрессоров, привода станков, насосов, мешалок, вентиляционных систем, транспортеров и любого другого оборудования. Устройство плавного пуска асинхронных электродвигателей серии УПП А100 имеет 2 режима работы, реле, программируемое на десять различных функций, а также токовый выход от 4 до 20 мА. От плавных пускателей производства других фирм его отличает возможность контроля параметров работы двигателя не только во время его запуска, но и в процессе работы. 2.11 Техническое описание разработанной схемы Назначение. Для пуска, управления и защиты силовой цепи, цепей управления и сигнализации токарного станка. Примечание — Станок применяется для обработки чугунных и стальных изделий диаметром до 500 мм, изготовление которых требует выполнения последовательных операций: точения, сверления, растачивания, нарезания резьбы и др. Основные элементы схемы: М1, М2 и МЗ — приводные АД шпинделя, гидросистемы и насоса охлаждения. Примечание – скорость шпинделя регулируется ступенчато гидросистемой, переключающей блок шестерен в коробке скоростей. Направление вращения шпинделя изменяется с помощью фрикциона, управляемого электромагнитными муфтами. YC1, YC2 и YCЗ — электромагниты муфт изменения направления вращения шпинделя и гидротормоза (при быстрой остановке шпинделя). Примечание — электромагниты управляют золотниками гидросистемы, включающими муфты на прямое и обратное вращение гидротормоза. КМ1 – контактор линейный, для подключения (М1 и М2) к сети. КМ2 — реле промежуточное цепей электромагнитов, КМЗ — реле промежуточное электромагнита тормоза (ЭмЗ), КМ4 и КМ5 — реле питания цепей шпинделя «вправо» и «влево», SR — реле контроля скорости, для подготовки цепей быстрой остановки шпинделя при переключении скоростей, изменении направления вращения шпинделя и подачи суппорта. Примечание — SR включается при разгоне Д1до п = (0,2...0,3)-nн КТ — реле времени, для контроля времени, необходимого для остановки М1. HL1 – лампа освещения (местного). Органы управления: SA1 — выключатель (пакетный) насоса охлаждения, для прямого пуска M3. SA2 — выключатель (пакетный или тумблер) освещения (местного). SB1, SB2 — кнопки «пуск» и «стоп» M1 и M2 одновременно. SB3 — кнопка «стоп» шпинделя, для остановки шпинделя при работающих M1 и M2 SB4, SB5— кнопки включения правого и левого вращения шпинделя. SB6— кнопка переключения. Примечание — Используется при изменении направления вращения шпинделя, скорости обработки и подачи суппорта. Скорость обработки набирается предварительно, перед нажатием SB6. При переключении все валы и шестерни получают медленное вращение от специального гидромеханизма медленного поворота. Режимы работы: Полуавтоматический. SB4, SB5— изменение направления вращения шпинделя, SB6—переключение направления вращения шпинделя, скорости обработки изделия и подачи суппорта. Работа схемы. Исходное состояние. Поданы все виды питания (QF↑), при этом получат питание цепи управления, сигнализации и местного освещения от трансформатора. Заполнена и приготовлена система гидравлики. SA2 — «В» (включено местное освещение). Станок к работе готов. Включение в работу. Нажать кратковременно SB2 при этом: КМ1↑ — подключатся и пустятся М1 и М2, подготовятся цепи питания электромагнитов (КМ: 1.. .3), — собирается цепь самопитания (КМ). SA1 — «В» — пустится МЗ (насос охлаждения). Нажать кратковременноSB4, при этом: КМ4↑ — собирается цепь YC1 (KM4:1), —собирается цепь HL3 (KM4:2), загорается HL3 «работа»; —становится на самопитание (КМ4:3), —блокируется (размыкается) цепь КМ5 (КМ4:4), — собирается цепь КМ3 (РП4:5) YC1↑ — подключится фрикцион вращения шпинделя «вправо», КМ3↑ • готовится цепь YC 3 (РПЗ:1) • готовится цепь КТ (РП3:2) Примечание — Цепи YC3 и КТ подготовлены на случай возможного переключения. Шпиндель вращается «вправо» с обрабатываемой деталью, подача суппорта от гидросистемы. Переключения. Для изменения скорости вращения шпинделя или подачи суппорта при работающем станке (М1, М2, МЗ, YC1 — включены). Примечание — Выбор скорости обработки и подачи производится предварительно в коробках скоростей. Шестерни в коробках скоростей и подачи переключаются гидроцилиндрами. Нажать кратковременноSB6 (2…3) сек, при этом: КМ2↑ — разомкнутся цепи YC1 иYC2 (КМ2:1), фрикцион отключается (YC1↓); • собирается цепь YC3(КМ2:2), • загорается HL2 (KM2:3), • гаснет HL3 (РП2:4), • становится на самопитание (KM2:5), —собирается цепь KT (KM2:6 и KM2:7) YC3↑ — включается тормоз, KT↑ — начат отсчет времени торможения, по истечении которого разомкнется цепь KM2 (KT) и затормозится шпиндель, KM2↓— собирается цепь YC1 (KM2:1) и включается фрикцион на вращение шпинделя в прежнюю сторону, —размыкается цепь YC3 (KM2:2) и отключается гидротормоз, —гаснет HL2 (KM2:3) и загорается HL3 (KM2:4), —размыкается цепь самопитания (KM2:5), —размыкается цепь KT (KM2:6 и KM2:7) KT↓ — готовится цепь KM2 (KT). Шпиндель вращается «вправо» с измененной скоростью обработки и подачи суппорта. Примечание — Процесс переключения при вращении «влево» производится аналогично. • Для реверса шпинделя: Кратковременно нажатьSB3, при этом: —отключается кратковременно (на момент включенияSB3) питание цепей цепей управления, сигнализации и освещения, KM4↓— размыкается цепь YC1 (KM4:1), отключается фрикцион, —гаснет HL3 (KM4:2), —размыкается цепь самопитания (KM4:3), —готовится цепь KM5 (KM4:4). —размыкается цепь KM3 (KM4:5). Примечание — Двигатели M1, M2 в работе на холостом ходу, а MЗ в номинальном режиме. Кратковременно нажатьSB5», при этом: KM5↑— собирается цепь YC2 (KM5:1), включается фрикцион, —загорается HL3 (KM5:2), —блокируется цепь KM4 (KM5:3), —становится на самопитание (KM5:4), — собирается цепь KM3 (KM5:5) —KM3↑— готовится цепь YC3 (KMЗ:1), — готовится цепь KT (KMЗ:2). Шпиндель вращается «влево» с обрабатываемой деталью, подача суппорта от гидросистемы. Для изменения скорости шпинделя и подачи суппорта при остановленных M1, M2 и MЗ. Кратковременно нажать SB6 при этом: KM2↑, но не сработают KM3 (KM4:5 или KM5:5), KT (KM4:3 или KM5:4), а следовательно, YC3 (KMЗ:1), т.к. торможение не требуется. Переключение осуществит гидросистема. Примечание — Аналогично происходит переключение, если M1 не разогнался (не сработало SR). • Для изменения скорости шпинделя и подачи суппорта при отключен ном фрикционе (YC1 или YC2) и работающих M1, M2, M3. При этом шпиндель не вращается. Одновременно нажатьSB6 и SB 4 (илиSB5), при этом: - цепь электромагнитов будет разомкнута, - удерживать кнопки 2...3 с, пока не произойдет переключение. - Примечание — Такие действия необходимы, чтобы исключить включение YC3 (KM3:1, KM2:2 — замкнуты). Вывод из работы. Кратковременно нажать SB1 при этом: КM↓— отключаются M1, M2, MЗ (КM: 1...3), —размыкается цепь самопитания, —отключается питание цепей управления, сигнализации и освещения, —гаснет HL3. Примечание — При отпускании SB1 питание цепей восстанавливается. SA1 — «О» (возвращен в исходное положение). Станок в исходном состоянии, готов к работе. Примечание — Для полного отключения нужно снять питание отключением «QF». Защита, блокировки, сигнализация: - Силовая сеть оттоков КЗ (FU.1, FU.2, FU.З); - АД — от перегрузок: «M1» (КК1), «М2» (КК2), «МЗ» (ККЗ); - Цепи управления и сигнализации — от токов КЗ (FU.4); - Силовая сеть и цепи управления — от провалов напряжения в сети «нулевая» (КM); - Блокировка цепей включения «YC1» и «YC2» (KM5:3 и KM4:4); - HL2 «красная», «переключение», - HL2 «зеленая», «работа». 2.12 Технический анализ проведенной модернизации В процессе модернизации электрооборудования станка был заменен: главный приводной двигатель на асинхронный двигатель модели АИР132М4, рассчитанный для обработки конкретных деталей на данном предприятии. Данная модернизация позволит нам уменьшить энергопотребляемость, сократить количество ремонтов, а также уменьшить габариты станка. Также для уменьшения ремонтов была произведена замена двигателя ускоренных продольных передач на двигатель марки АИР90L6 и замена двигателя насоса охлаждения на двигатель марки АИР50В2. Далее, для сокращения количества ремонтов и экономии средств, потраченных на это, были заменены элементы цепи управления. Были заменены: кнопки управления и кнопочные станции, была произведена замена реле промежуточных и реле времени, был заменен магнитный пускатель, был добавлен частотный преобразователь, сделан расчет и выбран трансформатор, поменяны лампа освещения и световая сигнализация. Для новой силовой цепи был сделан расчет и выбор защитных устройств. Были установлены предохранители марки пр-2-15 в количестве 5 штук, а также предохранитель пр-2-60 в количестве 3 штук. Для питания новой силовой цепи также были сделаны расчеты и выбор проводов маркиВВНнг, для питания цепи управления был выбран провод марки ПВ. Для питания всего станка в целом был выбран кабель марки ПВС. 3ОХРАНА ТРУДА И ПРОТИВОПОЖАРНАЯ ЗАЩИТА 3.1 Организация работы по охране труда на предприятии Работодателю при организации охраны труда следует исполнять требования следующих нормативных правовых актов: |

