КИП книга каз. 1 блім физикалы шамаларды лшеуді техника негіздері
 Скачать 6.26 Mb. Скачать 6.26 Mb.
|

|
Бақылау сұрақтары 1. құрылғы, жұмыс принципі және қолданылуы қандай: а) фотоэлектрлік түрлендіргіштердің; б) сыйымды түрлендіргіштердің; в) жылулық түрлендіргіштердің; г) иондаушы түрлендіргіштердің; д) реостаттық түрлендіргіштердің; е) тензорезисторлық түрлендіргіштердің; ж) индуктивтік түрлендіргіштердің; з) магнитке төзімді түрлендіргіштердің; и) электролиттік кедергі түрлендіргіштерінің; к) полярографиялық түрлендіргіштердің? 4 БӨЛІМ ГЕНЕРАТОРЛЫҚ ТҮРЛЕНДІРГІШТЕР 4.1 Пьезоэлектрлік түрлендіргіштер Пьезоэлектрлік түрлендіргіштер тура және кері пьезоэлектрлік эффект болуы мүмкін материалдардан жасалады. Тура пьезоэффект материалда кернеу туғызатын механикалық күш әсерінен пьезоэлектрик шектерінде электр зарядтарының пайда болуымен түсіндіріледі. Күш жоғалғанда зарядтар жоғалады. Кері пьезоэффект электр өрісіне орналастырылған пьезоэлектрик өзінің геометриялық өлшемдерін өзгертуіне негізделген. Көбінесе пьезоэлектрик ретінде кварц қолданылады, соның негізіндегі түрлендіргіштің жұмыс принципін қарастырамыз. Кварц кристаллдарында басты осьтерді ажырату қажет: электрлік X, механикалық Y және оптикалық Z (4.1-сурет). Кварц кристалынан оның шектері басты осьтерге параллель болатындай кесілген параллелепипед келесі қасиеттерге ие: 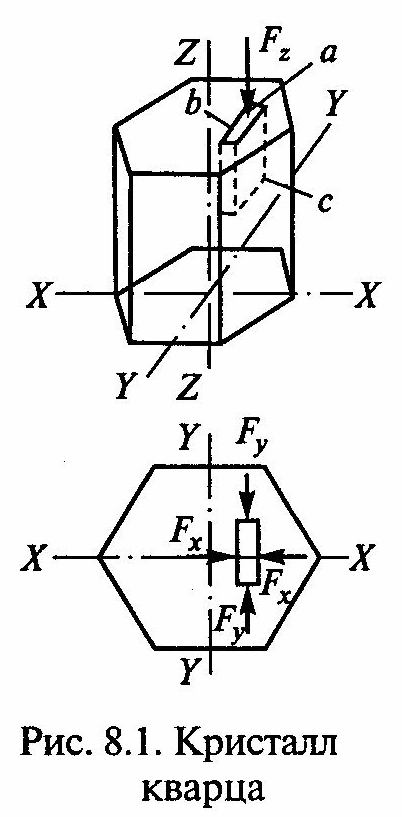 4.1-сурет. Кварц кристаллы • электрлік ось Х бойымен, bc шектеріндегі, осы оське перпендикуляр бағытталған күш Fx әсерінен электр зарядтары пайда болатын бойлық пьезоэффект; • механикалық ось Y бойымен бағытталған күш Fy әсер еткенде зарядтар bс шектерінде пайда болатын көлденең пьезоэффект; • оптикалық ось Z бойымен механикалық күш берлгенде зарядтардың болмауы. Fх күшінің әсерінен bс кристалл шектерінде пайда болатын зарядтар шамасы кристалдың геометриялық өлшемдеріне тәуелді емес және ол мынаған тең: q=d1Fх, (4.1) мұнда d1 — пьезоэлектрлік тұрақты деп аталатын тұрақты коэффициент. Fy күшінің әсерінен пайда болатын зарядтар шамасы кристалдың геометриялық өлшемдеріне тәуелді және ол қарама-қарсы таңбаға ие: q = -dlFy b/а, (4.2) мұнда b және а — шектердің ұзындығы мен ені. (4.2)-ден көрініп тұрғандай қажеттілік туғанда bжәне a қатынасын үлкейтіп пьезэлектриктің сезімталдығын ұлғайтуға болады. Х және У осьтері бойымен созылмалы күштерден пайда болған зарядтар қысу күштеріне қарсы таңбаға ие. Параллелепипед ось бойынан емес, оларға бұрыш жасап кесілсе, пайда болатын зарядтар аз болады. Бұрышты ескеру арнайы әдебиеттерде қарастырылады. Пьезоэлектриктер ретінде сегнеттік тұз, кварц, титанат бария қолданылады. Сегнетік тұздың пьезоэлектрлік сезімталдығы жоғары (d1 = 3·10-10 к/Н). Алайда кемшіліктер қатары, әсіресе күшті гигроскопиялық, аз механикалық беріктілік, төмен меншікті электр кедергісі тез ауысатын күштер мен қысымды лабораториялық жағдайда өлшеу үшін ғана мүмкіндік жасайды. Барий титанаты керамикасы жоғары механикалық беріктікке ие және оның қасиеттері ылғалдылыққа тәуелді емес. Барий титанатының пьезоэлектрлік тұрақтысы d1=107· 10-12 к/Н. барий титанаты керамикасынан жасалған пьезоэлементтердің кемшілігі пьезоэлектрлік тұрақтының температурадан күшті тәуелділігі (d1 +15... + 100°С температура аралығында аз ғана өзгереді), сондай-ақ керамика қасиеттерінің уақыт бойынша екі жылда 20 % жететін өзгеруі жатады. Соңғы уақытта жаңа пьезокерамикалық материалдар, мысалы 200°С-қа дейінгі температурада жұмыс істей алатын қорғасын немес барий негізіндегі пьезокерамика алынған. Өлшеу мақсатында кварц жиі қолданылады, себебі оның механикалық беріктігі жоғары, оқшаулау қасиеттері жақсы, кең диапазонда пьезэлектрлік тұрақтысы температураға тәуелсіз (200 °С-ге дейін d1 коэффициенті температурадан тәуелсіз, ал 200... 500˚С аралықта аз ғана тәуелді). Сонымен қатар, кварц гигроскопиялы емес. Кварцтың кемшілігі – кварцтың меншікті кедергісінің температурадан тәуелділігі. +20...+300°С аралығында температура өзгергенде кварцтың меншікті кедергісі оптикалық ось бойымен 1·1012... 6·105 Ом·мм2/м аралығында өзгереді. Пьезоэлектрлік түрлендіргіш құрылғысы схемалық түрде 4.2-суретте көрсетілген. Мұнда өлшенетін қысым Р түрлендіргіш корпусының түбі болып табылатын мембранаға 2 әсер етеді. Кварцтық пластиналар 4 параллель қосылған. Кварцтық пластинаның сыртқы мұқабалары жерге қосылады, ал орта мұқаба (жез фольга 3) меншікті кедергісі үлкен (20 °С-та р= 1·1012 Ом·мм2/м) кварцтың өзімен корпусқа қатысты оқшауланады. 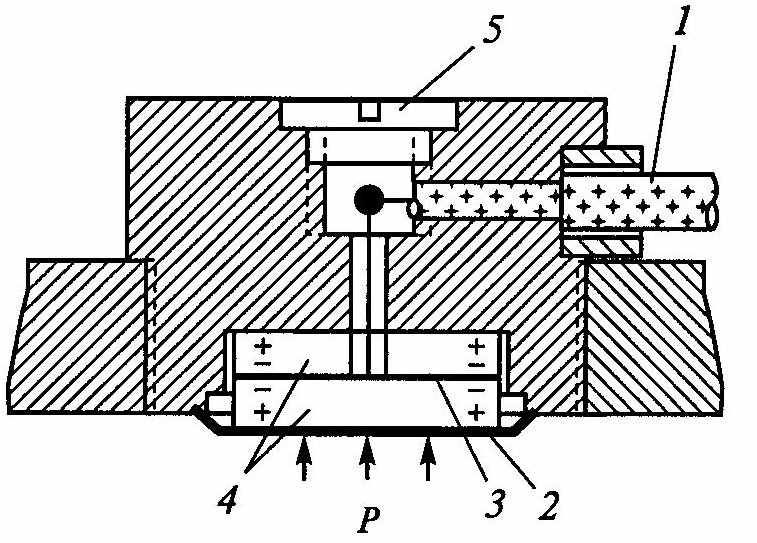 4.2-сурет. Пьезоэлектрлік түрлендіргіш құрылғысы: 1 –сым; 2 – мембрана; 3 – жез фольга; 4 – кварцтық пластиналар; 5 -тығын Кварцтық пластиналардан сигнал жез фольга 3 көмегімен алынады және сым 1 арқылы өлшеу күшейткішінің кірісіне беріледі. Фольга шығысын экрандалған кабельдің ішкі сымдарымен қосу ыңғайлы болу үшін түрлендіргіш корпусында тығынмен 5 жабылатын тесік қарастырылған. Р күші әсерінен пьезэлемен шектерінде пайда болатын заряд жойылу болмағанда ғана сақталады, яғни өлшеу тізбегінің кіріс кедергісі шексіз үлкен болғанда. Тәжірибе жүзінде бұл шарт орындалмайды, сондықтан да статикалық күштерді өлшеуде пьезоэлектрлік түрлендіргіштер қолданылмайды. Динамикалық, яғни уақыт бойынша айнымалы жағдайларда шектердегі электр көзінің көлемі толып отырады және токты өлшеу тізбегі пайдалануы мүмкін. өлшеу тізбегінің кіріс кедергі шамасына қойылатын талап қатал сақталады, себебі пьезоэлектрлік түрлендіргіштің шығыс қуаты өте аз және түрлендіргіш шығысына шығыс кедергісі үлкен (1010... 1013 Ом) күшейткіш қосылуы қажет. Бұл шартты әдетте, мысалы, электрометрлік шамдар қанағаттандырады. 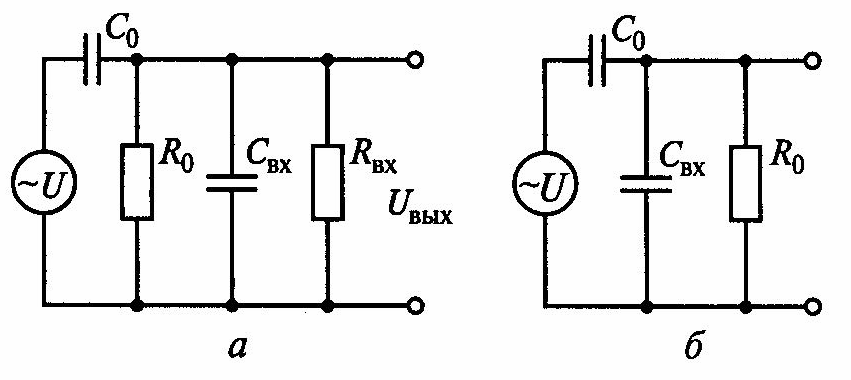 4.3-сурет. Пьезоэлектрлік түрлендіргіштердің эквивалент схемалары: а — толық; б —ықшамдалған толық пьезоэлектрлік түрлендіргіштердің эквивалент схемасы 4.3, а-суретте көрсетілген. Мұнда С0 — пьезоэлектриктiң меншiктi сыйымдылығы; СВХ — сым сыйымдылығы және өлшеу тізбегінің кіріс сыйымдылығы; R0 – жерге қатысты оқшаулау кедергісімен бірге түрлендіргіш кедергісі; RBX — өлшеу тізбегінің кіріс кедергісі. 4.3, б-суретте ықшамжалған эквивалент схема берілген, онда кедергі С0 шамасы әдетте ондаған пикофарадты құрайды. Мысалы кварцтан жасалған пьезоэлектрик пластиналарының кедергі шамасы 1015... 1016 Ом-ды құрайды. Кварцтың беттік кедергісі 109... 1010 Ом аралығында жатады. Пьезоэлектрик беті ластанбауын қадағалау қажет, әйтпесе кедергі тез түсіп кетеді. Пьезоэлектрлік түрлендіргіштің негізгі қателік құраушылары: • өлшеу тізбегі параметрлерінің өзгеруінен болатын қателік (мысалы, сыйымдылық Свх); • пьезоэлектрлік тұрақты өзгеруімен байланысты орта температурасының өзгеруінен болатын қателіктер; • бөліктеу кезінде ескерілетін, пластинаны дұрыс орнатпау қателігі; • механикалық ось бойымен әсер ететін күштерге сезімталдық қателігі; • жиіліктік қателік. Пьезоэлектрлік түрлендіргіштер айнымалы күш, қысым, вибрациялық үдеуді өлшеуге арналған. Пьезоэлементтерді қолдану мысалы ретінде профилометрлерді алайық - өңделетін бөлшек бетінің кедір-бұдырлығын анықтау құралы (4.4-сурет). 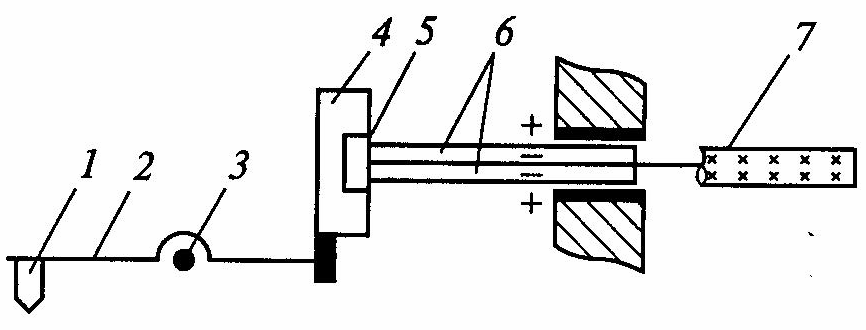 4.4-сурет. Профилометр құрылғысы: 1 – алмас ине; 2 – иінағаш; 3 – ось; 4 – «ысқы»; 5 – икемдi таспа; 6 – пластинкалар; 7 – экрандалған сым Дөңгелектеу радиусы 1,5мкм қармаушы алмаз ине 1 ось 3 айналасында айналатын қозғалмалы иінағаш 2 ұштарына бекітіледі. Иінағаштың басқа ұшына икемді таспа 5 көмегімен қозғалмалы иінағашты сегнеттік тұздан жасалған пластинканың 6 еркін ұштарынмен қосатын «ысқы» 4 бар. Пластинканың басқа ұшы қозғалмайтындай бекітілген. Пластинкалар чыртқы шектерінде бір таңбалы зарядтар пайда болатындай параллель қосылған. Алмаз ине 1 тік бағытта қозғалғанда (зерттелетін беттің кедір-бұдырлығына байланысты) пластинканың 6 бос ұшы да қозғалады, пластинкалар майысады, пластина бетінде заряд пайда болады. Иілмелі экрандалған сым 7 түрлендіргіш шектерін өлшеу тізбегімен қосады. 4.2 Индукциялық түрлендіргіштер Индукциялық деп өлшенетін шама жылдамдығын индукцияланатын ЭҚК-не түрлендіретін түрлендіргіштерді айтады. Олар электромагниттік түрлендіргіштің бір түрі болып табылады. Мұндай түрлендіргіштерде кіріс шама механикалық орын ауыстыру жылдамдығы, ал шығыс шама индукцияланған ЭҚК болып табылады. Жұмыс принципіне қарай индукциялық түрлендіргіштерді екі топқа бөлуге болады. Бірінші топ түрлендіргіштерінде индукцияланған ЭҚК магнит саңылауындағы сызықтық немесе бұрыштық катушка тербелістері арқасында катушкаға беріледі (4.5, а,б-сурет). 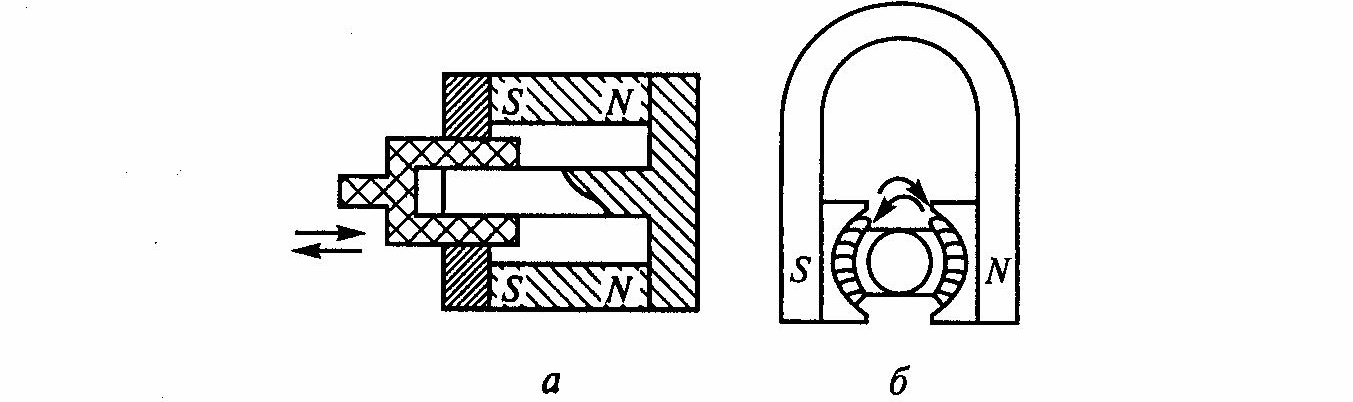 4.5-сурет. Катушканың сызықтық (а) және бұрыштық (б) орын ауыстыру түрлендіргіштері Өз қозғалысында катушка орамдары тік бұрыш жасап магниттік өріс сызығын қияды және онда ЭҚК индукцияланады. Бейсызық орын ауыстыру Δ l қандай да бір уақыт функциясы Δ l = f(t) табылады, ЭҚК-нің лездік мәні мұнда w — катушка орамдарының саны; В — саңылаудағы индукция; lа— орамның белсенді ұзындығы. Екінші топ түрлендіргіштерінде индукцияланған ЭҚК нәтижесінде осы тізбектегі ауа саңылауының өзгеруінен туатын толық магниттік кедергінің тербелісінен пайда болған магниттік ағымды өзгерту арқылы беріледі (4.6-сурет). 4.6, а-суретте айналу жылдамдығын өлшейтін индукциялық түрлендіргіші бар датчик құрылғысы көрсетілген. Білікке 1 болат тіс бекітілген, ол білік айналғанда Rм қисығына сәйкес магниттік кедергіні азайта отырып, тұрақты магниті бар қозғалмайтындай бекітілген магниттік жүйе 2 саңылауы жанынан өтеді (4.6, б-сурет).Магнитке кигізілген катушкада шамалас пішіні е қисығымен берілген ЭҚК импульсі беріледі (4.6, в-сурет). 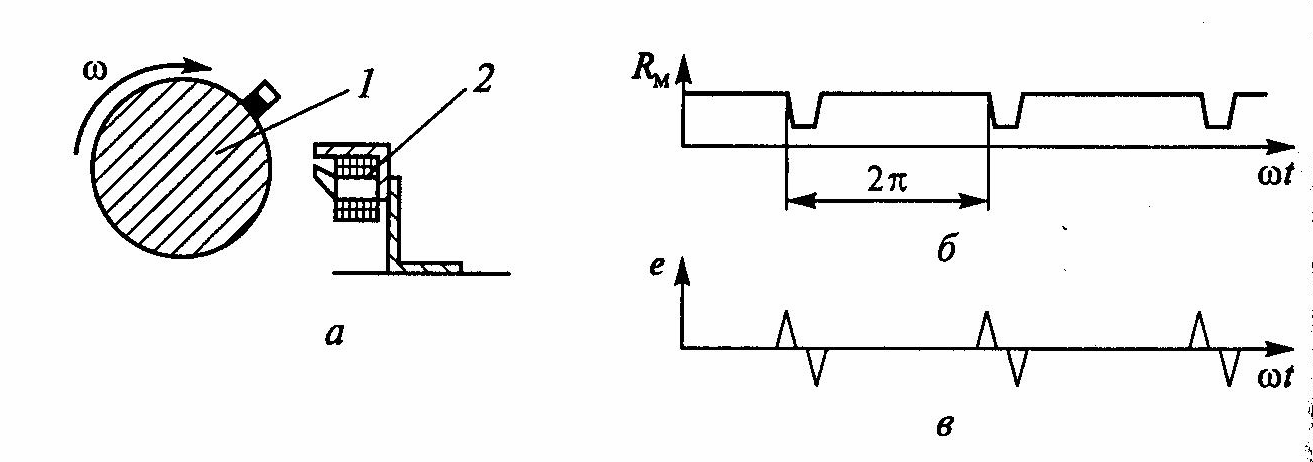 4.6-сурет. Индукциялық түрлендіргіші бар датчик (а) және Rмқисығы (б) және е қисығы (в): 1— білік; 2 — магниттік жүйе Магниттік жүйенің орындалу сапасына, магниттің тозуына, білік пен магнит арасындағы қашықтыққа қарамастан шығыс импульс жиілігі бір секундтағы біліктің айналу санына тең болады. Жылдамдықты өлшейтін индукциялық түрлендіргіштер ретінде тұрақты магнит түріндегі роторы бар синхрондық генераторларды қолданған ыңғайлы. Егер ротор полюстерінің жұптар саны р-ға тең болса, онда шығыс сигнал жиілігі мұнда ω— айналу жылдамдығы, рад/с; п — минутына жасалатын айналымдар саны. Мұндай датчиктердің жиілігі бірнеше жүз герцтен аспайды. Сандық жиілік өлшегіштерді қолдану мойындалатын өте жоғары жиіліктерді алу үшін тісті роторы бар реактивті генератор түріндегі датчиктер жасау қажет (4.7-сурет). Магниттік тізбек статордың бір катушкасының астында жиілігі айналу жылдамдығы мен тістер санымен анықталатын тұрақты магниттің магниттік ағымының қайта таралуы жүретіндей етіп жасалдаы; тұрақты магнит ағымы өзгермейді және жоғалтулар болмайды. 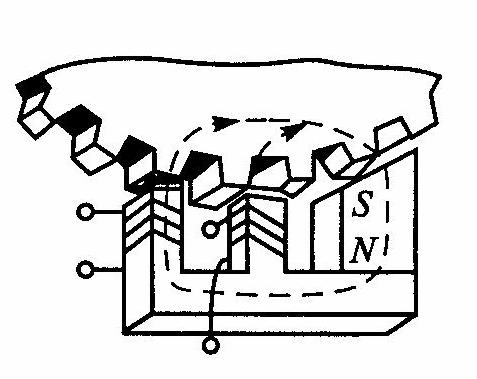 4.7-сурет. Тісті роторы бар реактивтік генератор түріндегі датчик Аса жоғары жиілікті индукциялық түрлендіргіштер магниттік жазу техникасы көмегімен құруға болады. Магниттік бас көмегімен синусоидалық тебелістер жазылатын ферромагниттік жабуы бар барабан тісті роторға эквивалентті, тістер саны барабан айналасындағы жазылған тербелістер периоды санына тең. Бұл индукциялық түрлендіргіш жазуы бар магниттік барабаннан және оқитын магниттік бастан тұрады. Магниттік жазу барабан мен саңылау арасындағы тәуелділікке байланысты 100...200кГц оқу жиілігімен барабан бетінің әр сантиметрінде 50...250 импульстерді орналастыруға мүмкіндік береді (барабанның сәйкес айналу жылдамдығы 50... 100 об/с), яғни 1 ммде 5...25 тiстерi бар тiстi диск тістерін алмастырады. Бұл датчик кемшіліктеріне барабан мен оқу голвкасының арасындағы кішкене саңылауды (30...50 мкН-ға дейін) көтеру қажеттілігімен байланысты технологиялық қиындықтар жатады. Индукциялық түрлендіргіштердің қолданылуы. Индукциялық түрлендіргіштің шығыс кернеу қасиеті қозғалмалы бөліктің орын ауыстыру жылдамдығына пропорционал өзгереді, ол датчиктің шығыс сигналын интегралдау немесе дифференциалдау жолымен виброорын ауыстырулар мен виброүдеулер мәні алынатын әмбебап виброөлшеуіш құралдарды дайындауға қолданылады. 4.8-суретте орын ауыстыру, жылдамдық және үдеуді өлшейтін өндірістік әмбебап виброөлшеуіш құралдың құрылымдық схемасы көрсетілген. 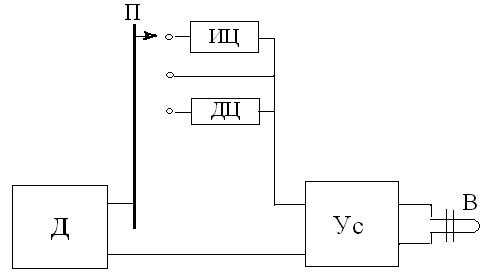 4.8-сурет. Әмбебап виброөлшеуіш құралдың құрылымдық схемасы Индукциялық түрлендіргіші бар сейсмикалық вибродатчиктің сигналы интегралдаушы ИТ немесе дифференциалдаушы ДТ арқылы немесе тікелей күшейткішке К түседі, күшейткіш шығысына осциллограф вибраторы қосылған. өлшенетін параметрді таңдау ауыстырып қосқыш П көмегімен жүзеге асады. Құрал 10...500Гц жиілік диапазонында 70 мА/В түрлену коэффицицентімен, 24-10-3 мА/В сигналы бойынша және кіріс сигнал интегралы бойынша және 175-10-3 мАс/В кіріс сигналдың туындысы бойынша жүктеме кезінде сілтеуішке 1 Ом кедергімен жұмыс істеуді қамтамасыз ететін үш каналдан тұрады. Индукциялық түрлендіргіштер тұрақты үдеу мен жылдамдықты өлшеуге де қолданылады. 4.9-суретте ресей ғалымдары ойлап тапқан индукциялық кері түрлендіргіші бар құрал берілген. Кейіннен «Minitmen» америкалық ракета жүйесінде орнатылған үдеу өлшегіш негізделген деген хабар шықты. 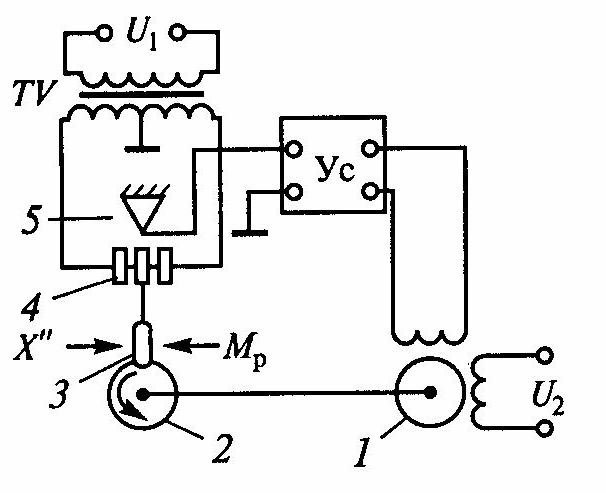 4.9-сурет. Тұрақты жылдамдық пен үдеу өлшейтін құрылғы: 1 – двигатель; 2 – диск; 3 –тұрақты магнит; 4 –нашар өтем түрлендіргіші; 5 - ось X"үдеуі әсерінен осьтерге 5 ілінген тұрақты магнитпен 3 түзілген маятник ауытқиды. Нашар өтем түрлендіргіші 4 тепе-теңдіктен шығады, шығыс сигнал күшейткішпен күшейтіледі және двигатель орамына 1 түседі. Двигатель тұрақты магнит полюстері арасында орналасқан дискті 2 айналады. Пайда болатын момент маятник моментін теңдестіреді. Дисктің айналу жылдамдығы, яғни жиілік ω үдеуге пропорционалжәне құралдың шығыс шамасы болып табылады. Жылдамдық өлшеу үшін түрлі тахометрлер кең таралған. Ампитудалық модуляциясы бар тахометрлер әдетте шығыс шамасы ЭҚК болып табылатын индукциялық түрлендіргіштермен орындалады (тұрақты немесе айнымалы ток генераторымен). Жылдамдықты өлшеу үшін сондай-ақ жиіліктік тахометрлер қолданылады. Бұл датчиктерде жолдың үлгілік кесіндісі ретінде толық айналым 360 ° алынады. Бұл тахометрде өлшеуіш ролін герцметр атқарады. Индукциялық түрлендіргіштер көбінесе жиіліктік тахометр датчиктерінде қолданылады. Олар қарапайым, сенімді, үлкен шығыс қуат береді. Кемшіліктері: білікке тікелей өту қажеттілігі; шығыс сигнал амплитудасының өлшенетін айналу жылдамдығына тәуелділігі, бұл аз жылдамдықты, тежегіш моментті өлшеуді қиындатады. 4.10-суретте индукциялық түрлендіргіш тахометрінің құрылым принципі келтірілген.  4.10-сурет. Индукциялық түрлендіргіш тахометрі: 1 – метал диск; 2 –нұсқағыш; 3 –білік; 4 -серіппе Магнит иілмелі білік арқылы сыналатын объектпен байланысқан. ω жылдамдығымен айналатын магнит өрісінде білікке 3 бекітілген металл диск 1 орналасқан. Осы білікте фосфорлы қола серіппесінің 4 бір ұшы және бұрылыс бұрышы α құралдың шығыс шамасы болып табылатын нұсқауыш 2 бекітілген. Айналғанда магнит өзінің артынан дискке әсер етеді. Меншікті қарсы әсер ететін моменті W бар серіппе айналу моменті әсерінен өлшенетін жылдамдыққа тура пропорционал бұрышқа бұралады. 4.3 Жылуэлектрлік түрлендіргіштер Жылуэлектрлік түрлендіргіштер ожылулық түрлендіргіштер түріне жатады және академик Ф.Эпинус (1759) ашқан жылуэлектр көзі құбылысына негізделген. Құбылыс келесідей түсіндіріледі. Егер тізбекті екі түрлі А және В өткізгіштерден (немесе жартлыай өткізгіштерден) құрсақ және оларды өзара ұштарын байланыстырсақ (4.11, а-сурет), бір байланыстыратын жердің температурасын t1басқа жердегіден t0ерекшелеп алсақ, онда тізбекте жылуэлектр қозғаушы күші (жылу ЭҚК) деп аталатын ЭҚК пайда болады. Ол өткізгіштердің байланысу жерлерінің температуралар функциясының айырымы болып табылады ЕАВ(t1,t0) = f (t1) - f (t0) (4.5) Берілген тізбек жылуэлектрлік түрлендіргіш немесе терможұп деп аталады; терможұпты құраушы өткізгіштер – термоэлектродтар, ал оларды байланыстыру орны – дәнекерленген жер деп аталады. Терможұп температураны өлшеуге қолданылады. Егер терможұптың бір дәнекерленген жерін өлшенетін температурасы t1ортаға қойылса, ал басқа дәнекерленген жердің температурасын тұрақты етіп алсақ f(t0) = const, онда ЕАВ = (t1, t0)=f(t1) - f(t0)= f1(t1). (4.6) Соңғы өрнек температураны терможұп көмегімен өлшеуге негізделген. Сонымен, терможұптың кіріс шамасы – жұмысшы дәнекерленген жердің температурасы t1, ал шығыс шамасы – жұмысшы емес дәнекерленген жердің температурасын t0 қатаң тұрақты ұстағанда дамытып отыратын термоЭҚК. Температура өлшейтін терможұп пен өлшеуіштің бірігуінен құралған құралдар жылуэлектрлік пирометр деп аталады. Өлшеуішті (сілтеуішті) терможұп тізбегіне қосу екі схема бойынша жүргізіледі (4.11, б және в-сурет), өлшеуішті терможұп тізбегіне қосу термоЭҚК мәнін өзгертпес үшін өлшеуіштің термоэлектрдтармен байланысқан жері бірдей температураға ие болуы керек. 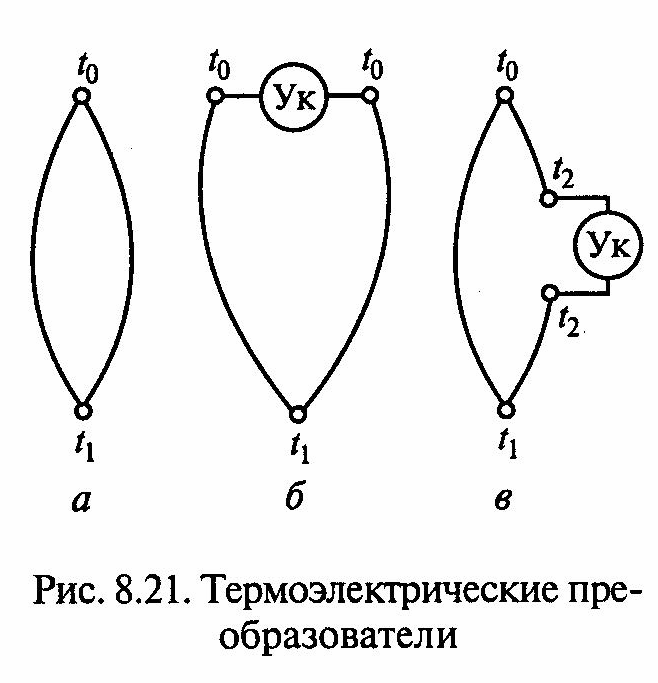 4.11-сурет. Жылуэлектрлік түрлендіргіштер 1100 ˚С-қа дейінгі температураны өлшеу үшін бағалы емес металдардан жасалған терможұптар, ал 1100... 1600 °С-ден жоғары термпература үшін – платиналық топтағы бағалы металдардан жасалған терможұптар, ал 1600 °С-тен жоғары – ыстыққа төзімді материалдардан (вольфрам — молибден) жасалған терможұптар алынады. ТермоЭҚК бағыты термоэлектродтар ретінде қолданылатын материалдар табиғатына тәуелді. Оң деп терможұптың жұмысшы дәнекерленген жері арқылы ток өтетін термоэлектродты айтады. Терможұп түзетін кезде біреуі платинамен оң, ал басқасы – теріс термоЭҚК-ін дамытатын электродтарды сәйкестендіруге тырысады. Берілген өлшеу шарттарында термоэлектродьың қолдануға жарамды не жарамсыз екенін ескеру қажет (термоэлектродқа ортаның әсері, температура, т.б.). Тәжірибеде кең таралған терможұптар: платиналық - платиналық, хромель — алюмель, хромель — копель, вольфрам — молибден, борид-карбид циркония. Бағалы емес металдардан жасалғандардың ішіндегі стандарттысы және көп тарағаны негізгі сипаттамалары 3-кестеде көрсетілген 4 терможұп. Кесте 3 Терможұп сипаттамалары
Пештердегі, тұзды ванналарда, газөткізгіштердегі температураны өлшеуге арналған кәсіпорындық терможұптар құрылғысы 4.12-суретте келтірілген терможұп мысалында қарастырайық. Бағалы емес металл терможұптары оны бекіту үшін қозғалмалы фланеці бар құрама қорғаушы құбырда орналасқан. Терможұптың жұмысшы дәнекерленген жері 9 құбырдан фарфор ұштармен 8 оқшауланған.Термоэлектродтар моншақтармен 6 оқшауланған. Қорғаушы құбыр жұмысшы 7 және жұмысшы емес 4 аймақтардан тұрады. Қозғалмалы фланец 5 құбырға винтпен бекітіледі. Терможұп басы винтпен 1 бекіген қақпағы бар 11 құйма корпусқа 3 ие. Терможұп басында бекітілмеген қысқыштары 10 бар фарфор қалыптар 2 винтпен бекітілген. Олар термоэлектродтарға температура әсерінен ұзаруға мүмкіндік береді. 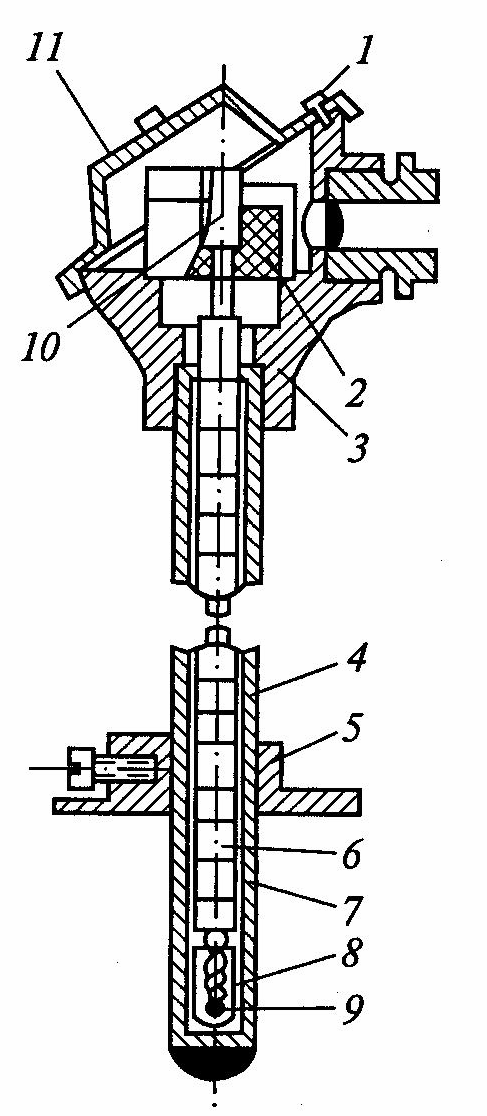 4.12-сурет. Кәсіпорындық терможұп құрылғысы: 1 — винттер; 2 — фарфор қалыптар; 3 — корпус; 4 және 7— сәйкес жұмысшы емес және жұмысшы аймақтар; 5- қозғалмалы фланец; 6—моншақтар; 8 — фарфор ұштар; 9 — жұмысшыдәнекерленген жер; 10 — қысқыштар; 11 — қақпақ Кәсіпорындық терможұптарды құрастырудағы ең басты мәселе – қорғаушы құбырдың (арматура) және оқшаулау материалын таңдау. Терможұптың қорғаушы арматурасы терможұпты тез бұзатын ыстық химиялық агрессивті газдардан қорғау үшін қажет, сондықтан арматура газөткізбейтін, жылуды жақсы өткізетін, механикалық берік және ыстыққа төзімді болуы қажет. 600 °С-қа дейінгі температурада әдетте жіксіз болат құбырлар, 1100 °С-қа дейінгі температурада — қоспаланған болаттардан жасал,ан құбырлар, бағалы метал терможұптары үшін – негізінен кварцтық, фарфор құбырлар қолданылады. 300 °С-қа дейінгі температурада термоэлектродтарды бір-бірінен оқшаулау үшін асбест; 1300... 1400°С-қа дейінгі – фарфор құбырлар немесе моншақтар және 2000... 2500 °С-қа дейін – кварцтық құбырлар немесе моншақтар қолданылады. Тәжірибелерде төменгі температураларды өлшеу үшін жылуға төзімді резеңке - 150°С-қа дейінгі; жібек - 100... 120°С-қа дейінгі; эмаль - 150...200°С-қа дейінгі температуралар үшін. Қорғаушы құбырға орналастырылатын терможұп термоэлектродтары әдетте қатты болып дайындалады, ал оларды өлшеу тізбегінің басқа элементтерімен байланыстыру үшін иілмелі сымдардан жасалады. Қысқыштардан терможұп басына қарай баратын жұмысшы емес дәнекерленген жерді табу үшін байланыстырушы сымдар ұзартушы электродтар деп аталады. Бұл электродтар негізгі терможұп электродтары сияқты қажетті температура диапазонында дәл сондай жылуЭҚК-іне ие болуы керек, және терможұп басында негізгі электродтар мен ұзартушы электродтардың байланысқан жерінің температурасы бірдей болуы керек. Бұл шарттар орындалмаған жағдайда өлшеу қателігі пайда болады. Ұзартқыш термоэлектродтар бағалы емес металл терможұптары үшін негізгі термоэлектродтар жасалатын материалдардан жасалады. Терможұптар көмегімен температураны өлшегенде олардың инерциялылығына үлкен мән беріледі, ол терможұп көрсеткіші бөлме температурасынан 100°С-тан жоғары температураға ауыстырғанда 97... 98 °С-ті көрсететін уақыт ретінде анықталады. Инерциялықты азайту үшін терможұптың жұмысшы дәнкерленген жері мен өлшенетін температура ортасы арасында жақсы жылулық контакт орнату қажет. Жылуэлектрлік түрлендіргіштер қателігі және оларды түзету тәсілдері. Терможұптың жұмысшы емес дәнкерленген жерінің температурасының өзгеруімен шартталған қателік. Терможұптың бөліктенуі жұмысшы емес спайдың температурасы нолге тең болғанда жүзеге асырылдаы. Егер тәжірибелік қолдануда терможұп температурасы 0 °С-тен өзгеше болса, онда бұл қателік тудырады. Оны болдырмау үшін еруші мұзы бар ыдыста жұмысшы емес дәнкерленген жерлер термостатталады, яғни t= 0°С температурада. Мұндай тәсіл әрқаша қолданыла бермейді. Жұмысшы емес дәнкерленген жерлер не температура уақыт бойынша тұрақты болып қалатындай, не қоршаған орта температурасының өзгерімен бірге баяу өзгеретіндей термостаттау қажет. Термостаттау температура тұрақтылығын жылдар бойы сақтайтындай жерге жеткілікті тереңдікте жұмысшы дәнекерленген жерді батыру арқылы немесе сынаптық термометрмен және ұзатрқыш және мыс сымдарды енгізетін екі штуцермен жабдықталған жылулық изоляциясы бар шомбал қорапқа орналастыру арқылы жүзеге асырылады. Үлкен жылулық инерцияға ие бола отырып қорап сыртық температураның өзгеруін баяу сезінеді. Жұмысшы емес дәнекерленген жер температурасын тұарқты ұстаудың ең тиімді жолы электрлік жылытуы бар автоматты термостаттау саналады. Жылуэлектрлік пирометр түрлендіргіштерінің жылулық жоғалтулары және паразиттік жылуЭҚК-імен шартталған қателіктер. Терможұп орналасатын сұйық немесе газ тәрізді орта температурасын өлшеу кезінде термоэлектродтардың байланысу жерлерінің температурасы өлшенетін орта температурасынан қатты ерекшеленуі мүмкін. Бұл терможұптың дәнекерленген жері қорғаушы қаппен және жылу өткізбейтін қорғаушы ыстыққа төзімді құбырмен жабылғандығымен түсіндіріледі. Терможұп жұмысшы дәнекерленген жер мен қорғаушы қап арасында жақсы жылулық контактты қамтамасыз ететіндей жасалады. Сұйық және газ тәрізді орта температурасын өлшеу кезінде жылулық жоғалтулардан болатын қателіктерді азайту үшін терможұпты өлшенетін ортаға тереңірек орналастыру қажет; орта өозғалысының бағытына қарсы орналастыру қажет; температураны өлшеу аймағында құбырды жылудан оқшаулау қажет; терможұптың жұмыстық ұшын ең үлкен орта жылдамдығымен орнату қажет; қорғаушы құбырды жылу өткізгіштік коэффициенті төмен материалдан дайындау қажет; терможұп басын суық қоршаған ортадан қорғау қажет. Қатты және сусымалы денелер температурасын өлшеу үшін сәуле шығару арқылы жылужоғалтуларымен шартталған қателік болмайды, себебі әдетте бұл денелер мөлдір емес және жылу өткізгіштігі нашар. Бұл жағдайда қателік терможұптың қорғаушы құбырының жылу өткізгіштігі арқылы жылу жоғалтуларынан шұғыл өседі. Қателікті азайту үшін терможұпты орта қалыңдығына терең батыру қажет. Көлемі аз денелерде температураны өлшеу кезінде бұл қателікті азайту үшін изотермиялық бетпен терможұп аймағын төсеу керек, яғни жылудың қайтуы жұмысшы дәнекерленген жерден қашықтықта өтетіндей бетте жүзеге асуы қажет. Қорғаушы арматурасы жоқ терможұп көмегімен бет температурасын өлшеу кезінде қателік негізінен терможұптың жылу өткізгіштігі есебінен пайда болады. Бұл қателікті азайту үшін терможұпты изотермиялық бетке қою керек. Жылулық жоғалтулар қателігінен басқа терможұптарды монтаждау және пайдалану кезінде паразиттік жылуЭҚК-нің қателіктері пайда болуы мүмкін. Олар электрлік пирометр тізбегін құрайтын материалдардың біртексіздігінен пайда болады. Терможұп электродындағы біртексіздіктер сымды дайындау кезінде де, оның деформациясы кезінде терможұп дайындауда да тууы мүмкін. Сымды немесе терможұпты дайындау кезінде пайда болатын біртексіздіктермен шартталған паразиттік жылу ЭҚК бөліктеу кезінде ескеріледі. Бөліктеуден кейін терможұпта пайда болатын біртексіздіктер өлшеу кезінде қателіктер туғызады. | ||||||||||||||||||||||